La définition et la physique de l'enregistrement des impressions
La fabrication industrielle ne fonctionne pas comme une imprimante de bureau. L'impression commerciale à haut volume, telle que la flexographie ou l'héliogravure, repose sur la séparation des couleurs. Votre maquette numérique est décomposée en canaux de couleurs primaires indépendants : Cyan, Magenta, Jaune et Clé (Noir), universellement connus sous le nom de CMYK.
Une plaque d'impression physique ou un cylindre métallique est fabriqué pour chaque couleur. Lorsque le support traverse l'énorme presse d'impression à grande vitesse, il passe par des stations de couleur distinctes et séquentielles où chaque couche d'encre spécifique est appliquée.
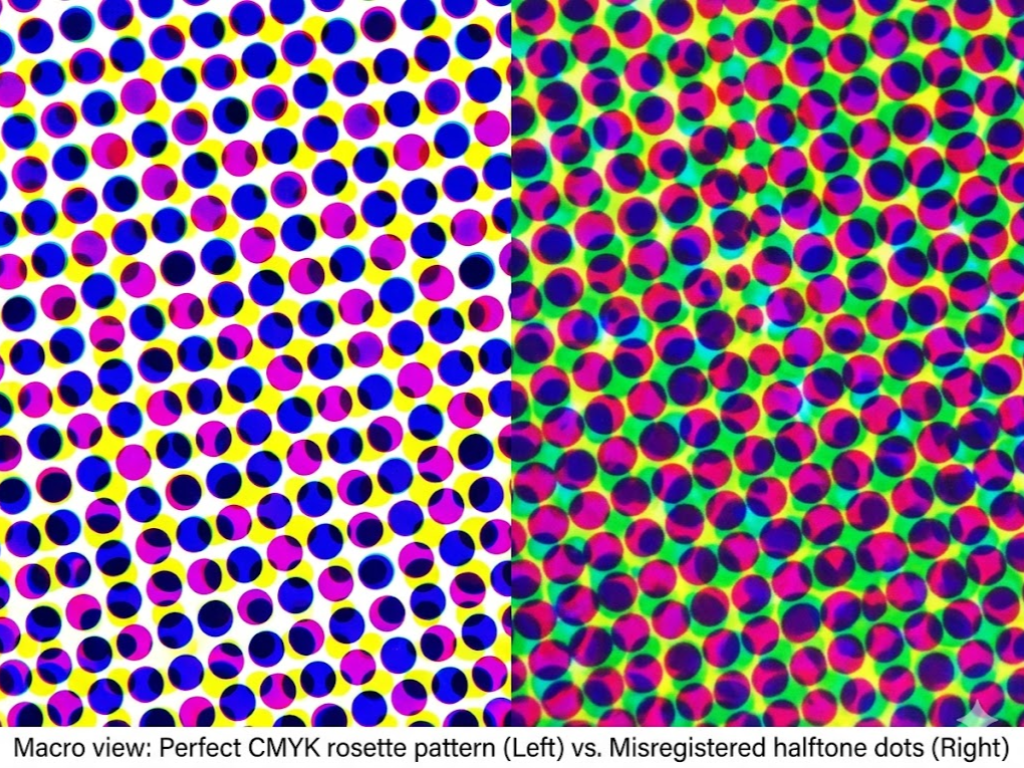
Enregistrement de l'impression (souvent appelé simplement l'enregistrement dans l'imprimerie) est l'alignement physique exact de ces plaques de couleur distinctes lorsqu'elles frappent le substrat en mouvement. Lorsqu'ils sont mécaniquement parfaits, les points microscopiques de demi-teinte du CMJN se chevauchent dans une formation géométrique précise connue sous le nom de rosette, créant l'illusion optique de couleurs solides et continues.
Cependant, si un seul cylindre est mal aligné d'une fraction de millimètre, ou si le substrat se déplace de façon infinitésimale, cette illusion d'optique s'effondre. Les points de trame ne s'alignent plus correctement. Le maintien d'une précision absolue sur plusieurs impacts à grande vitesse est un défi technique majeur. Un repérage parfait n'est pas seulement une question de fierté esthétique ; c'est la base fondamentale qui sépare les emballages de marque de première qualité, prêts à être mis en rayon, des matériaux de rebut coûteux et rejetés.
Normes industrielles : Tolérances d'enregistrement entre les différentes méthodes d'impression
Avant de nous lancer dans la résolution du problème, nous devons établir une base de référence de la réalité physique. Pour éviter les attentes irréalistes et les conflits inutiles et amers entre les acheteurs d'emballages, les agences de conception et les fabricants, il est absolument essentiel de comprendre les limites mécaniques objectives des différentes technologies d'impression. On ne peut pas exiger la précision microscopique de l'impression offset commerciale haut de gamme d'une presse flexo pour carton ondulé fonctionnant à vitesse maximale. La communauté internationale des imprimeurs, guidée par des spécifications telles que les normes ISO 12647, reconnaît qu'un certain degré de décalage mécanique est un fait physique inévitable.
| Processus d'impression | Tolérance typique (décalage) | Applications courantes | Niveau de risque et caractéristiques mécaniques |
|---|---|---|---|
| Lithographie offset | 0,05 mm - 0,10 mm | Cartons pliants, étiquettes en papier haut de gamme, boîtes de cosmétiques de luxe. | Très faible : Utilise des plaques d'aluminium rigides et des supports papier très stables. Excellent pour les détails extrêmement fins et la typographie nette. |
| Héliogravure (Gravure) | 0,10 mm - 0,15 mm | Emballages souples à grand volume, sachets à fond plat, manchons rétractables. | Faible : Utilise des cylindres métalliques solides gravés au laser. Malgré l'utilisation de films plastiques très extensibles à des vitesses considérables, l'héliogravure offre un repérage incroyablement stable pour des tirages B2B massifs sur de longues périodes. |
| Flexographie (Flexo) | 0,20 mm - 0,50 mm | Boîtes d'expédition en carton ondulé, sacs en papier, sacs tissés, étiquettes standard. | Modéré à élevé : Utilise des plaques de résine photopolymère flexibles qui se compriment sous l'effet de la pression physique. Imprime souvent sur des matériaux rugueux ou très extensibles. Nécessite un excellent équipement moderne pour resserrer les tolérances. |
| Impression numérique | < 0,05 mm | Emballages personnalisés à court terme, étiquettes prototypes, données variables. | Pratiquement zéro : Il n'utilise pas de plaques physiques séparées par couleur au sens traditionnel du terme. Cependant, son coût est prohibitif et il est trop lent pour des productions industrielles massives. |
La compréhension de cette matrice est essentielle pour les responsables des achats et les acheteurs d'imprimés. Si vous achetez des sachets en plastique souple pour une grande marque internationale de snacks, l'héliogravure est la norme de l'industrie pour combiner un volume élevé avec un repérage serré. En revanche, si vous imprimez des cartons d'expédition en carton ondulé à l'aide de la flexographie, vous devez demander à votre équipe de conception prépresse d'éviter les éléments de conception fragiles, en reconnaissant pleinement qu'un décalage de 0,3 mm à 0,5 mm est une réalité physique standard du processus, et pas nécessairement un défaut de la machine ou une erreur de l'opérateur.
Causes profondes : Limites mécaniques ou négligence du dossier
Lorsque des matériaux d'emballage d'une valeur de plusieurs milliers de dollars sortent de la presse avec de graves erreurs de repérage qui dépassent les tolérances acceptables décrites ci-dessus, une impasse tendue se produit inévitablement. L'agence de conception de la marque pointe du doigt l'imprimerie, et l'imprimerie rejette la faute sur le fichier numérique. Il faut alors répondre à une question cruciale : "Qui est en fin de compte responsable de ce rebut ?" En réalité, les changements d'enregistrement proviennent de deux domaines totalement différents : les lois impitoyables de la mécanique physique dans l'atelier et la négligence technique dans l'environnement prépresse numérique.
Variables de la presse et du substrat (la réalité physique)
L'impression industrielle est un processus de fabrication lourd qui comporte des variables physiques dynamiques. La variable la plus imprévisible est le substrat lui-même. Les matériaux se comportent différemment lorsqu'ils sont soumis à une tension extrême de la bande, à une forte pression d'impression des cylindres d'impression et à la chaleur intense des tunnels de séchage inter-stations. Par exemple, le papier se comporte un peu comme une éponge ; il peut absorber l'humidité des encres à base d'eau et se dilater, ou perdre de l'humidité dans un séchoir à air chaud et se rétracter. Les films d'emballage souples, tels que le polyéthylène (PE) ou le polypropylène à orientation biaxiale (BOPP), sont intrinsèquement extensibles.
Si une bande imprimée de film plastique extensible s'étire de seulement 0,5 millimètre entre la station de couleur cyan et la station de couleur noire, un mauvais repérage est une certitude physique, quelle que soit la perfection du fichier graphique. En outre, les vibrations mécaniques des anciens systèmes d'engrenage usés ou les légères imprécisions dans le montage manuel des plaques photopolymères sur les cylindres injectent d'autres déviations physiques dans le processus.
C'est précisément là que le calibre technique de l'équipement d'impression dicte le plafond de votre qualité d'impression. Pour lutter avec succès contre ces forces physiques extrêmes, la fabrication moderne s'appuie sur des machines de qualité supérieure. Par exemple, les presses flexographiques et hélio de pointe conçues par KETE utilisent des châssis solides et robustes, usinés par CNC, qui éliminent pratiquement toutes les vibrations mécaniques microscopiques. Plus important encore, ils sont équipés de systèmes de contrôle de la tension de la bande en boucle fermée et de servomoteurs de précision. Ces systèmes sophistiqués surveillent et ajustent en permanence la tension du film ou du papier à des vitesses pouvant atteindre 500 m/min, neutralisant activement l'étirement du matériau et imposant mathématiquement des tolérances de repérage serrées que les anciens équipements à entraînement par engrenage ne peuvent tout simplement pas atteindre physiquement.
Vulnérabilités du prépresse et de la conception (The Digital Blueprint)
Toutefois, un directeur d'usine ne peut pas constamment rejeter la faute sur les machines si le plan architectural - le fichier numérique - est fondamentalement défectueux. Même si vous imprimez sur la presse la plus perfectionnée et la mieux calibrée au monde, un fichier prépresse mal conçu entraînera des désastres au niveau de l'enregistrement. De nombreux graphistes traitent la conception d'emballages industriels exactement comme la conception d'un graphique numérique pour un site web. Ils utilisent des effets translucides qui se chevauchent, des traits multicolores incroyablement fins et de minuscules typographies colorées sans comprendre les limites mécaniques de la presse. Lorsque les concepteurs ne tiennent pas compte de la marge d'erreur microscopique nécessaire pour les machines, ils créent un fichier fragile qui exige du monde physique une perfection impossible, une tolérance zéro absolue.
Des tactiques de prépresse de haut niveau pour éviter les changements d'enregistrement
Maintenant que nous avons établi les réalités mécaniques de la presse et les normes selon lesquelles elle fonctionne, il faut se concentrer sur ce que vous pouvez absolument contrôler : le fichier prépresse. Un maître ingénieur prépresse ne se contente pas d'espérer que la presse d'imprimerie maintienne un alignement parfait ; il conçoit activement le fichier numérique de manière à ce qu'il absorbe physiquement les erreurs mécaniques sans faire apparaître les défauts visuels. Cette stratégie de conception défensive s'appuie fortement sur deux techniques fondamentales : la surimpression et le trapping.
Les secrets de la règle noire et de la surimpression de 100%
La règle d'or absolue en matière de conception d'emballages est que tous les détails fins essentiels - y compris le texte de petite taille (généralement tout ce qui est inférieur à 8-10 points), les codes-barres UPC, les codes QR et les contours fins - doivent être colorés à l'aide d'une encre de couleur. 100% unicolore Noir (C:0, M:0, Y:0, K:100). En n'utilisant qu'un seul canal d'encre, vous vous assurez qu'une seule plaque physique est responsable de l'impression de cet élément. Si les autres plaques se déplacent, cela n'a pas d'importance ; le texte noir restera net, précis et parfaitement lisible car il ne dépend pas de couleurs qui se chevauchent.
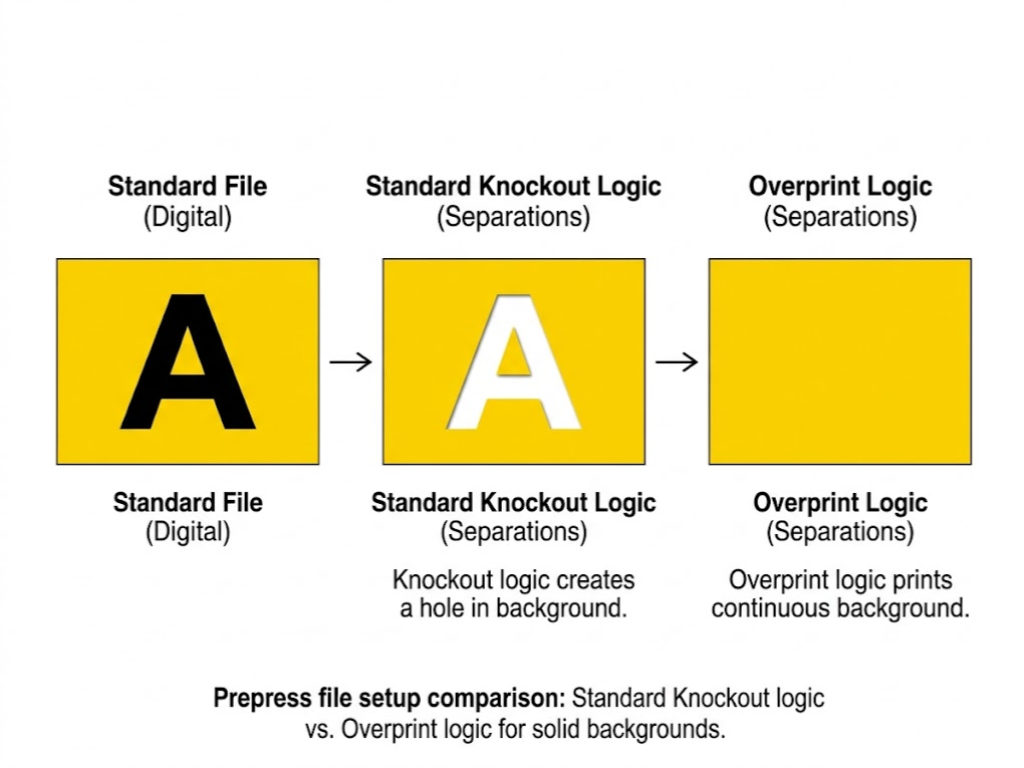
Cependant, il ne suffit pas d'attribuer 100% Black pour que votre dossier soit à l'épreuve des balles. Vous devez maîtriser le concept de Surimpression. Imaginez que vous disposiez d'un fond jaune uni et que vous placiez une lettre noire 100% "A" directement au-dessus de ce fond. Par défaut, la plupart des logiciels de conception (et le processeur d'images tramées, ou RIP, de l'imprimerie) effectuent une action appelée "Knockout". Le logiciel découpe littéralement un "A" blanc non imprimé dans la plaque de fond jaune, de sorte que l'encre noire s'imprime directement sur du papier blanc brut afin de préserver la pureté des couleurs.
Dans un environnement industriel, une oblitération est extrêmement dangereuse. Si la plaque noire se déplace d'à peine 0,1 mm pendant le tirage, elle manquera le trou percé dans la plaque jaune, exposant ainsi un éclat de papier blanc en dessous. Pour éviter cela, vous devez sélectionner le texte noir dans le panneau des attributs de votre logiciel et cocher explicitement la case "Remplissage en surimpression" boîte. La surimpression demande à la presse d'imprimer complètement le fond jaune uni, sans aucun trou. Les presses à bobines à grande vitesse, comme la flexographie et l'héliogravure, utilisent des systèmes d'impression très efficaces. séchoirs inter-stationsL'encre jaune est rapidement séchée avant d'atteindre la station suivante. L'encre noire est ensuite estampée avec force sur un entièrement séché la couche d'encre jaune (procédé humide sur sec). Le noir étant la couleur la plus foncée et la plus opaque, il recouvre avec succès le jaune.
Maîtriser le piégeage : La logique des chokes et des spreads
Mais que faire lorsque deux couleurs vives se rencontrent et qu'aucune n'est noire ? Vous ne pouvez pas simplement surimprimer du cyan sur du magenta, car cela créerait une ligne de chevauchement mauve foncé très laide. C'est là qu'intervient l'art hautement spécialisé de la Le piégeage est déployé pour éliminer les redoutables lacunes blanches évoquées plus haut.
Le piégeage est le chevauchement délibéré et microscopique de couleurs adjacentes. C'est comme si un tailleur laissait quelques millimètres supplémentaires de marge de couture lorsqu'il coud deux pièces de tissu ensemble, afin de s'assurer que la couture ne se détache jamais sous l'effet d'une contrainte physique. En prépresse, nous étendons artificiellement une couleur sur le territoire de la couleur voisine.
Il est essentiel que la quantité de trappes corresponde à la tolérance physique du processus d'impression. Il n'est pas possible d'utiliser un réglage universel de la trappe. Si vous imprimez en lithographie offset, une trappe minimale de 0,08 mm à 0,10 mm est parfaitement suffisante. En revanche, si vous concevez un produit pour la flexographie ondulée, il est inutile d'appliquer une trappe de 0,1 mm. Les plaques continueront à se détacher et à exposer le blanc. Pour la flexographie et les matériaux hautement extensibles, vous devez utiliser une trappe de 0,1 mm. une stratégie de piégeage agressiveEn fonction des capacités de la presse, vous pouvez régler vos valeurs de trappe à 0,3 mm, 0,4 mm ou même 0,5 mm.
Étendue (en expansion)
Si vous avez une étoile jaune clair sur un fond bleu foncé, vous appliquez un étalement. L'étoile jaune est légèrement agrandie (étalée vers l'extérieur) par la valeur de trappe calculée, de sorte que ses bords se faufilent juste en dessous de la bordure de l'arrière-plan bleu foncé.
Choke (contractant)
Si vous avez une étoile bleu foncé sur un fond jaune clair, vous appliquez un étranglement. Le fond jaune est contraint de se contracter vers l'intérieur (étouffement de l'étoile), se glissant sous les bords de l'étoile bleu foncé.
L'ultime liste de contrôle avant le vol pour des dossiers à l'épreuve des balles
Les connaissances théoriques doivent être converties en protocoles opérationnels stricts. Avant d'être envoyé au service de fabrication des plaques, tout fichier numérique doit subir une inspection rigoureuse avant le vol. La mise en œuvre de cette liste de contrôle réduira considérablement les rejets dus à des erreurs d'enregistrement, en particulier dans les secteurs à fort enjeu de l'emballage souple et de l'impression d'étiquettes.
Vérifier 100% K pour les éléments fins
Confirmez que tous les codes-barres, codes QR, avertissements légaux et typographies de moins de 8 points ne contiennent absolument pas de Cyan, Magenta ou Jaune. Ils doivent se lire strictement comme C:0 M:0 Y:0 K:100 dans l'aperçu des séparations.
Appliquer les règles de surimpression
Assurez-vous que les attributs "Remplissage en surimpression" et "Trait en surimpression" sont activement vérifiés pour tous les textes noirs 100% et les fins traits de contour noirs qui se trouvent sur des arrière-plans colorés.
Définition stricte des marques d'enregistrement
Les marques doivent être colorées à l'aide d'une véritable "couleur d'enregistrement" (sortie d'encre solide 100% sur chaque plaque active(y compris CMYK, toutes les couleurs d'accompagnement Pantone et les couches de base blanches opaques), et pas seulement CMYK.
Faire correspondre les valeurs des pièges aux tolérances
Ne devinez jamais les valeurs des pièges. Communiquez directement avec votre imprimerie. Si vous imprimez en Flexo, veillez à ce que vos trappes soient réglées de manière agressive (0,3 mm+) pour tenir compte des réalités physiques de la machine.
Minimiser les caractères inversés sur plusieurs couleurs
Si vous faites ressortir un texte blanc d'un fond sombre, assurez-vous que le fond n'est composé que d'une ou deux couleurs unies. L'inversion d'un texte blanc minuscule sur un fond noir riche en 4 couleurs est une recette garantie pour un texte illisible et bordé de couleurs.
Quand cesser d'accuser le dossier : construire un dossier commercial pour les mises à niveau de l'équipement
Il y a un moment critique dans chaque opération de fabrication. En tant que responsable du prépresse ou superviseur de la production, vous avez fait votre travail de manière irréprochable. Vous avez contrôlé votre agence de création. Vous avez appliqué à la lettre la liste de contrôle avant le vol. Vos fichiers numériques sont à l'épreuve des balles - et pourtant, votre usine continue de produire des palettes de matériaux d'emballage rejetés et mal enregistrés, ce qui saigne les marges bénéficiaires de votre entreprise chaque mois.
C'est le moment où vous devez passer du statut de dépanneur technique à celui de champion interne. Lorsque le logiciel et la préparation des fichiers ne sont plus un problème, vous devez faire face à la dure vérité de la défaillance mécanique du matériel, et vous devez le prouver à votre équipe de direction. Les cylindres d'impression usés, les trains d'engrenages dégradés avec un jeu excessif et les systèmes de tension manuels archaïques ne peuvent tout simplement pas exécuter la précision requise pour l'impression multicolore moderne à grande vitesse. Vous ne pouvez pas réparer une presse mécaniquement défectueuse avec de meilleurs fichiers Adobe Illustrator.
Si vos activités sont affectées par des décalages d'enregistrement incontrôlables qui réduisent votre rentabilité, il est temps de sécuriser fondamentalement votre chaîne de production avec des solutions modernisées et automatisées. KETE KETE fournit des machines de classe mondiale pour la flexographie, l'héliogravure et l'impression d'étiquettes, conçues spécifiquement pour éliminer les variables mécaniques. Construites sur la base de plus de 30 ans d'excellence en matière de fabrication et de systèmes de qualité ISO 9001 stricts, les presses KETE utilisent des cadres robustes usinés par CNC, des servomoteurs de précision de marque internationale et des systèmes de repérage automatisés qui maintiennent des tolérances étroites, même sur les films souples extensibles les plus exigeants, à des vitesses allant jusqu'à 500 m/min.
Votre presse actuelle freine-t-elle votre activité ? Laissez notre équipe technique diagnostiquer vos goulets d'étranglement en matière de production.
