Die Definition und Physik der Druckregistrierung
Die industrielle Fertigung funktioniert nicht wie ein Desktop-Drucker im Büro. Akzidenzdruck in hohen Auflagen - wie Flexodruck oder Tiefdruck - basiert auf Farbseparation. Ihre digitalen Druckvorlagen werden in unabhängige Primärfarbkanäle zerlegt: Cyan, Magenta, Gelb und Key (Schwarz), allgemein bekannt als CMYK.
Für jede Farbe wird eine physische Druckplatte oder ein Metallzylinder hergestellt. Während der Bedruckstoff die massive Druckmaschine mit hoher Geschwindigkeit durchläuft, durchläuft er separate, aufeinanderfolgende Farbstationen, in denen jede spezifische Farbschicht aufgetragen wird.
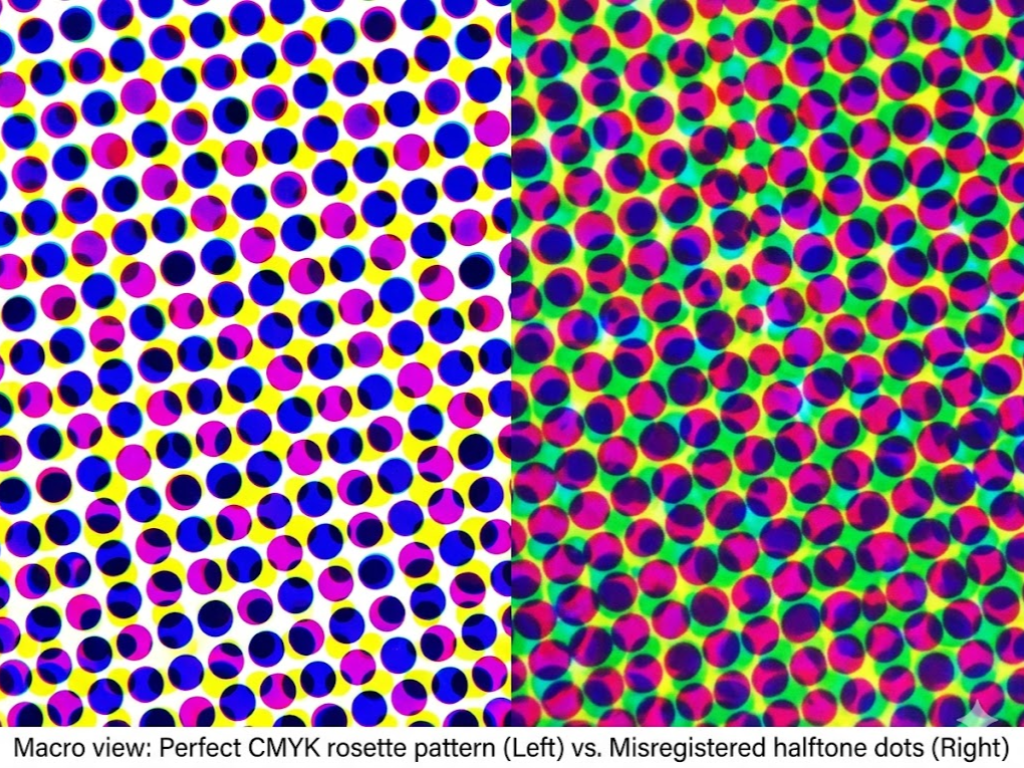
Registrierung drucken (oft einfach bezeichnet als Eintragung im Druck) ist die exakte physische Ausrichtung dieser unterschiedlichen Farbplatten, wenn sie auf das bewegliche Substrat treffen. Wenn sie mechanisch perfekt sind, überlappen sich die mikroskopisch kleinen Rasterpunkte von CMYK in einer präzisen geometrischen Formation, die als Rosettenmuster bekannt ist und die optische Illusion von einfarbigen, kontinuierlichen Farben erzeugt.
Wird jedoch ein einzelner Zylinder um den Bruchteil eines Millimeters falsch ausgerichtet oder verschiebt sich das Trägermaterial nur geringfügig, zerbricht diese optische Täuschung. Die Rasterpunkte sind nicht mehr korrekt ausgerichtet. Die Aufrechterhaltung der absoluten Präzision über mehrere Hochgeschwindigkeitsstöße hinweg ist eine große technische Herausforderung. Perfekte Registrierung ist nicht nur eine Frage des ästhetischen Stolzes; sie ist die grundlegende Basis, die hochwertige, regalfertige Markenverpackungen von kostspieligem, zurückgewiesenem Ausschussmaterial unterscheidet.
Industrie-Standards: Registrierungstoleranzen für verschiedene Druckverfahren
Bevor wir uns an die Lösung des Problems machen, müssen wir eine Grundlage für die physikalische Realität schaffen. Um unrealistische Erwartungen und unnötige, erbitterte Auseinandersetzungen zwischen Verpackungseinkäufern, Designagenturen und Herstellern zu vermeiden, ist es absolut notwendig, die objektiven, mechanischen Grenzen der verschiedenen Drucktechnologien zu verstehen. Von einer Flexodruckmaschine für Wellpappe, die mit maximaler Geschwindigkeit läuft, kann man nicht die mikroskopische Präzision des High-End-Akzidenzoffsetdrucks verlangen. Die internationale Druckindustrie, die sich an Spezifikationen wie der ISO-Norm 12647 orientiert, erkennt an, dass ein gewisses Maß an mechanischer Verschiebung eine unvermeidbare physikalische Tatsache ist.
| Druckprozess | Typische Toleranz (Verschiebung) | Gemeinsame Anwendungen | Risikostufe und mechanische Merkmale |
|---|---|---|---|
| Offset-Lithographie | 0,05 mm - 0,10 mm | Faltschachteln, hochwertige Papieretiketten, luxuriöse Kosmetikschachteln. | Sehr niedrig: Verwendet starre Aluminiumplatten und hochstabile Papiersubstrate. Hervorragend geeignet für extrem feine Details und scharfe Typografie. |
| Rotationstiefdruck (Gravur) | 0,10 mm - 0,15 mm | Großvolumige flexible Verpackungen, Standbodenbeutel, Schrumpfschläuche. | Niedrig: Verwendung von lasergravierten Vollmetallzylindern. Obwohl hoch dehnbare Kunststofffolien mit immensen Geschwindigkeiten verarbeitet werden, bietet der Tiefdruck eine unglaublich stabile Registrierung für große B2B-Druckauflagen über lange Zeiträume. |
| Flexodruck (Flexo) | 0,20 mm - 0,50 mm | Versandkartons aus Wellpappe, Papiertüten, gewebte Säcke, Standardetiketten. | Mäßig bis hoch: Verwendet flexible Fotopolymerharzplatten, die unter physischem Druck zusammengedrückt werden. Druckt oft auf raue oder stark dehnbare Materialien. Erfordert eine hervorragende moderne Ausrüstung, um die Toleranzen einzuhalten. |
| Digitaldruck | < 0,05 mm | Individuelle Verpackungen in kleinen Auflagen, Prototyp-Etiketten, variable Daten. | Praktisch Null: Es werden keine physischen farbgetrennten Platten im herkömmlichen Sinne verwendet. Das Verfahren ist jedoch zu kostspielig und zu langsam für große industrielle Produktionsläufe. |
Für Beschaffungsmanager und Drucksacheneinkäufer ist es wichtig, diese Matrix zu verstehen. Wenn Sie flexible Kunststoffbeutel für eine große internationale Snack-Marke beschaffen, ist der Tiefdruck der Industriestandard für die Kombination von hohem Volumen und enger Registrierung. Wenn Sie jedoch Versandkartons aus Wellpappe im Flexodruck bedrucken, müssen Sie Ihr Designteam in der Druckvorstufe anweisen, zerbrechliche Designelemente zu vermeiden. Dabei müssen Sie sich darüber im Klaren sein, dass eine Verschiebung von 0,3 mm bis 0,5 mm eine physikalische Standardrealität des Prozesses ist und nicht unbedingt ein Maschinendefekt oder Bedienerfehler.
Grundlegende Ursachen: Mechanische Beschränkungen vs. Nachlässigkeit bei den Akten
Wenn Verpackungsmaterial im Wert von Tausenden von Dollar die Druckmaschine mit schwerwiegenden Registrierungsfehlern verlässt, die die oben genannten akzeptablen Toleranzen überschreiten, kommt es unweigerlich zu einer angespannten Pattsituation. Die Designagentur der Marke zeigt mit dem Finger auf die Druckerei, und die Druckerei gibt der digitalen Datei die Schuld. Die entscheidende Frage muss beantwortet werden: "Wer ist letztendlich für diesen Ausschuss verantwortlich?" Die Realität ist, dass Registrierungsverschiebungen aus zwei völlig unterschiedlichen Bereichen stammen: den unnachgiebigen Gesetzen der physikalischen Mechanik in der Fabrikhalle und der technischen Nachlässigkeit in der digitalen Druckvorstufenumgebung.
Presse und Substratvariablen (Die physikalische Realität)
Der industrielle Druck ist ein schwerer Herstellungsprozess, der mit dynamischen physikalischen Variablen behaftet ist. Die unvorhersehbarste Variable ist das Substrat selbst. Materialien verhalten sich unterschiedlich, wenn sie einer extremen Bahnspannung, einem hohen physikalischen Druck von Druckzylindern und der großen Hitze in den Trockentunneln zwischen den Stationen ausgesetzt sind. Papier beispielsweise verhält sich wie ein Schwamm; es kann Feuchtigkeit aus wasserbasierten Druckfarben aufnehmen und sich ausdehnen, oder es verliert in einem Heißlufttrockner Feuchtigkeit und schrumpft. Flexible Verpackungsfolien, wie Polyethylen (PE) oder biaxial orientiertes Polypropylen (BOPP), sind von Natur aus dehnbar.
Wenn sich eine bedruckte Bahn aus dehnbarer Kunststofffolie zwischen der Cyan-Farbstation und der Schwarz-Farbstation nur um 0,5 Millimeter dehnt, ist eine Fehlregistrierung eine physikalische Gewissheit, unabhängig davon, wie perfekt die Druckvorlagendatei war. Darüber hinaus bringen mechanische Vibrationen von älteren, verschlissenen Getrieben oder leichte Ungenauigkeiten bei der manuellen Montage von Fotopolymerplatten auf Zylindern weitere physikalische Abweichungen in den Prozess ein.
Genau hier entscheidet die technische Qualität der Druckausrüstung über die Höhe der Druckqualität. Um diesen extremen physikalischen Kräften erfolgreich zu begegnen, ist die moderne Fertigung auf überlegene Maschinen angewiesen. Zum Beispiel die fortschrittlichen Flexo- und Tiefdruckmaschinen, die von KETE verwenden solide, hochbelastbare CNC-gefertigte Rahmen, die mikroskopisch kleine mechanische Vibrationen praktisch ausschließen. Noch wichtiger ist, dass sie mit hochmodernen Bahnspannungsregelungssystemen mit geschlossenem Regelkreis und Präzisionsservomotoren ausgestattet sind. Diese hochentwickelten Systeme überwachen und regulieren die Spannung der Folie oder des Papiers kontinuierlich bei Geschwindigkeiten von bis zu 500 m/min, neutralisieren aktiv die Materialdehnung und erzwingen auf mathematische Weise enge Registrierungstoleranzen, die mit älteren, zahnradgetriebenen Geräten physisch einfach nicht erreicht werden können.
Schwachstellen in der Druckvorstufe und im Design (The Digital Blueprint)
Ein Fabrikleiter kann jedoch nicht ständig den Maschinen die Schuld geben, wenn die architektonische Blaupause - die digitale Datei - grundlegend fehlerhaft ist. Selbst wenn Sie auf der modernsten, perfekt kalibrierten Druckmaschine der Welt drucken, führt eine schlecht erstellte Druckvorstufendatei zu Registrierungskatastrophen. Viele Grafikdesigner gehen bei der Gestaltung von Industrieverpackungen genauso vor wie bei der Gestaltung einer digitalen Grafik für eine Website. Sie verwenden überlappende transluzente Effekte, unglaublich dünne mehrfarbige Striche und winzige farbige Typografie, ohne die mechanischen Grenzen der Druckmaschine zu kennen. Wenn Designer es versäumen, die notwendige mikroskopische Fehlertoleranz für die Maschinen einzuplanen, erstellen sie eine fragile Datei, die von der physischen Welt eine unmögliche, absolute Null-Toleranz-Perfektion verlangt.
Meisterhafte Taktiken in der Druckvorstufe zur Verhinderung von Registrierungsverschiebungen
Nachdem wir nun die mechanischen Gegebenheiten der Druckmaschine und die Standards, nach denen sie arbeitet, festgelegt haben, muss der Schwerpunkt auf das gelegt werden, was Sie absolut kontrollieren können: die Prepress-Datei. Ein Meister der Druckvorstufe hofft nicht nur, dass die Druckmaschine perfekt ausgerichtet ist, sondern er entwickelt die digitale Datei aktiv so, dass sie mechanische Fehler absorbiert, ohne visuelle Mängel aufzuweisen. Diese defensive Designstrategie stützt sich in hohem Maße auf zwei grundlegende Techniken: Überdrucken und Überfüllen.
Die Geheimnisse der 100% Black Rule und des Überdrucks
Die absolute goldene Regel des Verpackungsdesigns lautet, dass alle wesentlichen feinen Details - einschließlich kleinem Text (typischerweise alles unter 8-10 Punkt), UPC-Barcodes, QR-Codes und dünne Umrisse - mit der Farbe 100% einfarbig Schwarz (C:0, M:0, Y:0, K:100). Indem Sie nur einen Farbkanal verwenden, stellen Sie sicher, dass nur eine physische Platte für den Druck dieses Elements verantwortlich ist. Wenn sich die anderen Platten verschieben, spielt das keine Rolle. Der schwarze Text bleibt gestochen scharf und perfekt lesbar, da er nicht auf überlappende Farben angewiesen ist.
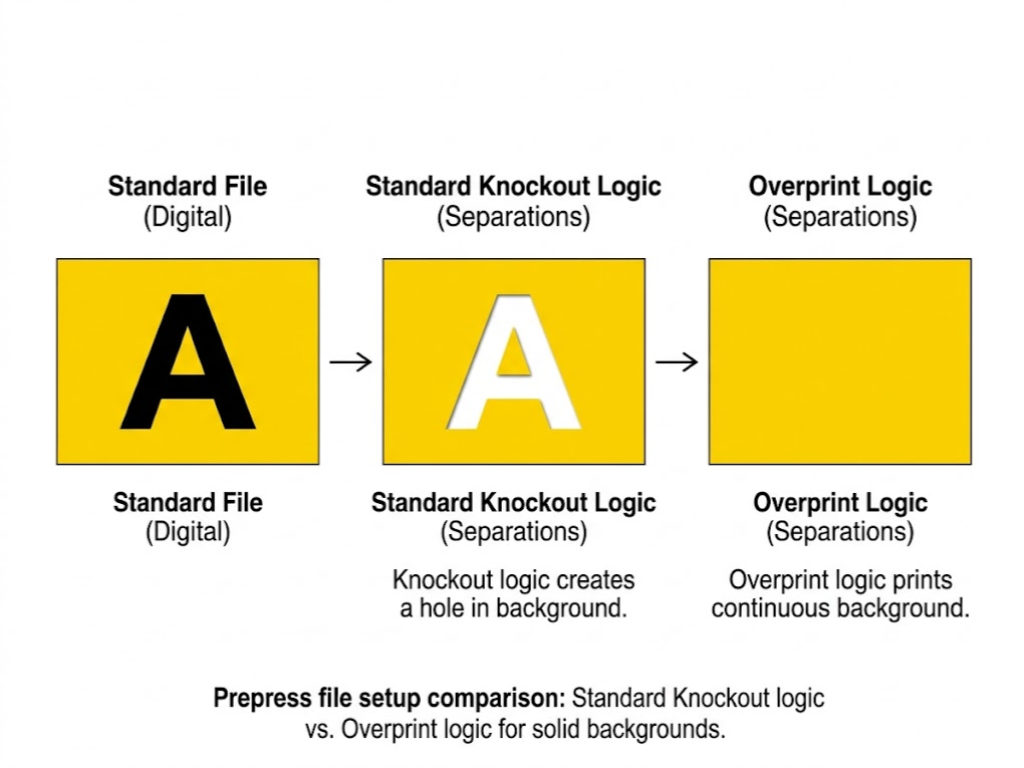
Die einfache Zuweisung von 100% Black reicht jedoch nicht aus, um Ihre Akte kugelsicher zu machen. Sie müssen das Konzept der Überdrucken. Stellen Sie sich vor, Sie haben einen einfarbigen gelben Hintergrund und platzieren einen schwarzen 100%-Buchstaben "A" direkt auf diesem Hintergrund. Standardmäßig führen die meisten Designprogramme (und der Raster Image Processor (RIP) in der Druckerei) eine Aktion namens "Knockout" durch. Die Software schneidet buchstäblich eine weiße, unbedruckte "A"-Form aus der gelben Hintergrundplatte heraus, um sicherzustellen, dass die schwarze Tinte direkt auf rohes weißes Papier gedruckt wird, damit die Farbreinheit erhalten bleibt.
In einer industriellen Umgebung ist ein Durchschlag höchst gefährlich. Wenn sich die schwarze Platte während des Laufs nur um 0,1 mm verschiebt, verfehlt sie das ausgeschnittene Loch in der gelben Platte und legt einen grellen Streifen weißes Papier darunter frei. Um dies zu verhindern, müssen Sie den schwarzen Text im Attribute-Panel Ihrer Software auswählen und explizit die Option "Überdrucken-Füllen" Kasten. Beim Überdrucken wird die Druckmaschine angewiesen, den einfarbigen gelben Hintergrund vollständig und ohne Löcher zu bedrucken. Da Hochgeschwindigkeits-Rollendruckmaschinen wie Flexo- und Tiefdruckmaschinen hocheffiziente ZwischenstationstrocknerDie gelbe Tinte wird schnell getrocknet, bevor sie die nächste Station erreicht. Die schwarze Tinte wird dann mit Gewalt auf eine vollständig getrocknet gelbe Farbschicht (ein Nass-in-Trocken-Verfahren). Da Schwarz die dunkelste und opakste Farbe ist, deckt sie das Gelb erfolgreich ab.
Trapping beherrschen: Die Logik von Chokes und Spreads
Aber was macht man, wenn zwei helle Farben aufeinandertreffen und keine davon schwarz ist? Man kann nicht einfach Cyan auf Magenta überdrucken, denn das würde eine hässliche, dunkelviolette Überlappungslinie erzeugen. Dies ist der Punkt, an dem die hochspezialisierte Kunst des Fallenstellen wird eingesetzt, um die gefürchteten weißen Lücken zu beseitigen, von denen bereits die Rede war.
Trapping ist die absichtliche, mikroskopische Überlappung benachbarter Farben. Stellen Sie sich das so vor, wie wenn ein Schneider beim Zusammennähen von zwei Stoffstücken ein paar Millimeter extra Nahtzugabe lässt, um sicherzustellen, dass die Naht bei physischer Belastung nicht auseinanderreißt. In der Druckvorstufe dehnen wir eine Farbe künstlich etwas in das Gebiet der Nachbarfarbe aus.
Entscheidend ist, dass die Trapmenge der physikalischen Toleranz des Druckverfahrens entspricht. Sie können keine universelle Trap-Einstellung verwenden. Wenn Sie im Offset-Lithografieverfahren drucken, ist eine minimale Überfüllung von 0,08 mm bis 0,10 mm völlig ausreichend. Wenn Sie jedoch für den gewellten Flexodruck entwerfen, ist eine Trap-Einstellung von 0,1 mm nutzlos. Die Platten werden sich immer noch auseinanderziehen und Weiß freilegen. Für Flexodruck und stark dehnbare Materialien müssen Sie eine aggressive FangstrategieStellen Sie die Trap-Werte auf 0,3 mm, 0,4 mm oder sogar 0,5 mm ein, je nach den Möglichkeiten der Presse.
Ausbreitung (Expandieren)
Wenn Sie einen hellgelben Stern auf einem dunkelblauen Hintergrund haben, wenden Sie eine Ausbreitung an. Der gelbe Stern wird um den von Ihnen berechneten Überfüllungswert leicht vergrößert (nach außen gestreut), so dass seine Ränder knapp unter den Rand des dunkelblauen Hintergrunds schleichen.
Drossel (Contracting)
Wenn Sie einen dunkelblauen Stern auf einem hellgelben Hintergrund haben, wenden Sie eine Drossel an. Der gelbe Hintergrund wird gezwungen, sich nach innen zusammenzuziehen (den Stern zu drosseln) und sich unter die Ränder des dunkelblauen Sterns zu schieben.
Die ultimative Checkliste für kugelsichere Akten vor dem Flug
Theoretisches Wissen muss in strenge Arbeitsprotokolle umgesetzt werden. Bevor eine digitale Datei an die Druckplattenherstellung gesendet wird, muss sie eine strenge Vorabkontrolle durchlaufen. Die Umsetzung dieser Checkliste wird die Zahl der Fehlregistrierungen drastisch reduzieren, insbesondere in den anspruchsvollen Bereichen des flexiblen Verpackungs- und Etikettendrucks.
Überprüfen Sie 100% K für Feinelemente
Vergewissern Sie sich, dass alle Strichcodes, QR-Codes, rechtlichen Warnhinweise und Typografie unter 8 Punkt absolut kein Cyan, Magenta oder Gelb enthalten. Sie müssen in der Separationsvorschau strikt als C:0 M:0 Y:0 K:100 angezeigt werden.
Überdrucken-Regeln durchsetzen
Vergewissern Sie sich, dass die Attribute "Überdrucken-Füllung" und "Überdrucken-Strich" für alle schwarzen 100%-Texte und dünnen schwarzen Umrisslinien, die auf farbigen Hintergründen liegen, aktiviert sind.
Strenge Definition der Eintragungszeichen
Marken müssen mit echter "Registrierungsfarbe" eingefärbt werden (Ausgabe von 100% Volltonfarbe auf jede einzelne aktive Platte(einschließlich CMYK, alle Pantone-Schmuckfarben und Deckweiß-Basisebenen), nicht nur CMYK.
Abgleich von Trap-Werten mit Toleranzen
Erraten Sie niemals die Trap-Werte. Kommunizieren Sie direkt mit Ihrer Druckerei. Stellen Sie beim Flexodruck sicher, dass Ihre Traps aggressiv eingestellt sind (0,3 mm+), um den physikalischen Gegebenheiten der Maschine gerecht zu werden.
Umgekehrte Schrift bei mehreren Farben minimieren
Wenn Sie weißen Text vor einem dunklen Hintergrund ausschneiden, achten Sie darauf, dass der Hintergrund nur aus einer oder zwei Volltonfarben besteht. Die Umkehrung von winzigem weißem Text vor einem vierfarbigen, tiefschwarzen Hintergrund ist ein garantiertes Rezept für unleserlichen, farblich ausgefransten Text.
Wann man aufhören sollte, die Schuld auf die Akte zu schieben: Erstellung eines Geschäftsplans für die Aufrüstung von Geräten
In jedem Produktionsbetrieb gibt es einen kritischen Wendepunkt. Als Leiter der Druckvorstufe oder Produktionsleiter haben Sie Ihre Arbeit tadellos erledigt. Sie haben Ihre Design-Agentur auditiert. Sie haben die Checkliste für die Druckvorstufe streng befolgt. Ihre digitalen Dateien sind kugelsicher - und doch produziert Ihre Fabrik immer noch Paletten mit abgelehntem, falsch registriertem Verpackungsmaterial, das die Gewinnspanne Ihres Unternehmens jeden Monat ausbluten lässt.
Dies ist der Moment, in dem Sie vom technischen Problemlöser zum internen Champion werden müssen. Wenn Software und Dateivorbereitung nicht mehr das Problem sind, müssen Sie sich der harten Wahrheit des mechanischen Versagens der Hardware stellen und dies Ihrem Managementteam beweisen. Verschlissene Druckzylinder, abgenutzte Zahnradsätze mit übermäßigem Spiel und archaische manuelle Spannsysteme können einfach nicht die Präzision erreichen, die für den modernen Hochgeschwindigkeits-Mehrfarbdruck erforderlich ist. Sie können eine mechanisch defekte Druckmaschine nicht mit besseren Adobe Illustrator-Dateien reparieren.
Wenn Ihr Betrieb von unkontrollierbaren Registrierungsverschiebungen geplagt wird, die Ihre Rentabilität beeinträchtigen, ist es an der Zeit, Ihre Produktionslinie mit modernisierten, automatisierten Lösungen grundlegend zu sichern. KETE liefert Flexo-, Tiefdruck- und Etikettendruckmaschinen von Weltklasse, die speziell zur Eliminierung mechanischer Variablen entwickelt wurden. Auf der Grundlage von mehr als 30 Jahren Produktionserfahrung und strengen ISO 9001-Qualitätssystemen arbeiten die KETE-Druckmaschinen mit hochbelastbaren CNC-gefrästen Rahmen, internationalen Präzisions-Servomotoren und automatischen Registrierungssystemen, die selbst bei den anspruchsvollsten, dehnbaren flexiblen Folien mit Geschwindigkeiten von bis zu 500 m/min enge Toleranzen einhalten.
Hält Ihre aktuelle Druckmaschine Ihr Unternehmen auf? Lassen Sie unser technisches Team Ihre Produktionsengpässe diagnostizieren.
