A definição e a física do registo de impressão
O fabrico industrial não funciona como uma impressora de escritório. A impressão comercial de grande volume - como a flexografia ou a rotogravura - depende da separação de cores. O seu trabalho artístico digital é desconstruído em canais de cor primária independentes: Ciano, Magenta, Amarelo e Chave (Preto), universalmente conhecidos como CMYK.
É fabricada uma chapa de impressão física ou um cilindro de metal para cada cor. À medida que o substrato percorre a prensa de impressão maciça a alta velocidade, passa por estações de cor separadas e sequenciais, onde é aplicada cada camada de tinta específica.
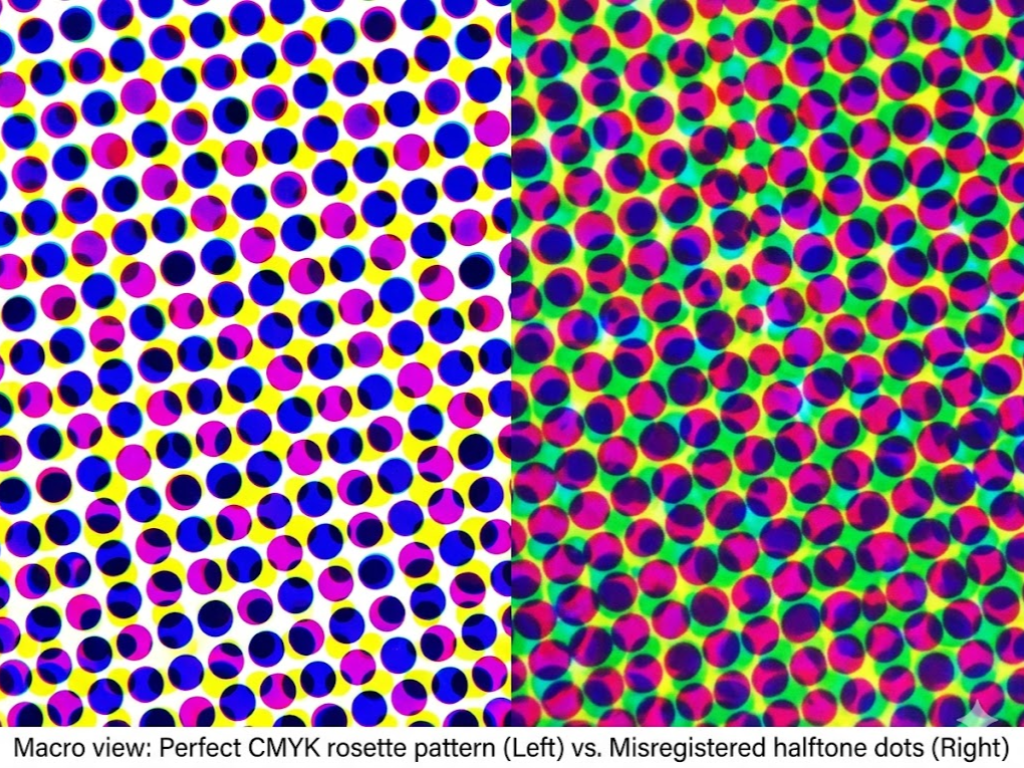
Registo de impressão (frequentemente designada simplesmente por registo na impressão) é o alinhamento físico exato destas placas de cor distintas quando atingem o substrato em movimento. Quando mecanicamente perfeitos, os pontos microscópicos de meio-tom do CMYK sobrepõem-se numa formação geométrica precisa, conhecida como padrão de roseta, criando a ilusão ótica de cores sólidas e contínuas.
No entanto, se um único cilindro estiver desalinhado por uma fração de milímetro, ou se o substrato se deslocar infinitesimalmente, esta ilusão de ótica desfaz-se. Os pontos de meio-tom deixam de estar corretamente alinhados. Manter a precisão absoluta em vários impactos de alta velocidade é um grande desafio de engenharia. O registo perfeito não é apenas uma questão de orgulho estético; é a base fundamental que separa as embalagens de marca de qualidade superior, prontas para a prateleira, do dispendioso material de refugo rejeitado.
Normas da indústria: Tolerâncias de registo em todos os métodos de impressão
Antes de nos lançarmos na resolução do problema, temos de estabelecer uma linha de base da realidade física. Para evitar expectativas irrealistas e disputas desnecessárias e amargas entre compradores de embalagens, agências de design e fabricantes, é absolutamente essencial compreender as limitações objectivas e mecânicas das diferentes tecnologias de impressão. Não se pode exigir a precisão microscópica da impressão offset comercial de alta qualidade a uma impressora flexográfica de cartão canelado a funcionar à velocidade máxima. A comunidade internacional de impressão, orientada por especificações como as normas ISO 12647, reconhece que um certo grau de deslocamento mecânico é um facto inevitável da física.
| Processo de impressão | Tolerância típica (turno) | Aplicações comuns | Nível de risco e caraterísticas mecânicas |
|---|---|---|---|
| Litografia offset | 0,05mm - 0,10mm | Caixas de cartão dobráveis, etiquetas de papel de alta qualidade, caixas de cosméticos de luxo. | Muito baixo: Utiliza placas de alumínio rígido e substratos de papel altamente estáveis. Excelente para detalhes extremamente finos e tipografia nítida. |
| Rotogravura (Gravura) | 0,10 mm - 0,15 mm | Embalagens flexíveis de grande volume, stand-up pouches, mangas retrácteis. | Baixo: Utiliza cilindros metálicos sólidos gravados a laser. Apesar de processar películas de plástico altamente extensíveis a velocidades imensas, a gravura oferece um registo incrivelmente estável para grandes tiragens de impressão B2B durante longos períodos. |
| Flexografia (Flexo) | 0,20mm - 0,50mm | Caixas de transporte em cartão canelado, sacos de papel, sacos de tecido, etiquetas normalizadas. | Moderado a elevado: Utiliza placas flexíveis de resina de fotopolímero que se comprimem sob pressão física. Imprime frequentemente em materiais rugosos ou altamente extensíveis. Requer um equipamento moderno e excelente para apertar as tolerâncias. |
| Impressão digital | < 0,05mm | Embalagens personalizadas de curta duração, protótipos de etiquetas, dados variáveis. | Praticamente zero: Não utiliza placas físicas separadas por cores no sentido tradicional. No entanto, o seu custo é proibitivo e demasiado lento para grandes séries de produção industrial. |
Compreender esta matriz é vital para os gestores de compras e compradores de impressão. Se estiver a adquirir bolsas de plástico flexíveis para uma grande marca internacional de snacks, a rotogravura é a norma da indústria para combinar um elevado volume com um registo rigoroso. No entanto, se estiver a imprimir caixas de cartão ondulado para transporte utilizando flexografia, deve instruir a sua equipa de design de pré-impressão para evitar elementos de design frágeis, reconhecendo plenamente que um desvio de 0,3 mm a 0,5 mm é uma realidade física normal do processo e não necessariamente um defeito da máquina ou um erro do operador.
Causas de origem: Limitações mecânicas vs Negligência do ficheiro
Quando o material de embalagem, no valor de milhares de dólares, sai da prensa com erros de registo graves que excedem as tolerâncias aceitáveis acima descritas, ocorre inevitavelmente um impasse tenso. A agência de design da marca aponta o dedo à instalação de impressão e a instalação de impressão culpa o ficheiro digital. A questão crítica tem de ser respondida: "Quem é o responsável final por esta sucata?" A realidade é que as mudanças de registo têm origem em dois domínios completamente diferentes: as leis implacáveis da mecânica física no chão de fábrica e a negligência técnica no ambiente de pré-impressão digital.
Variáveis da prensa e do substrato (a realidade física)
A impressão industrial é um processo de fabrico pesado, repleto de variáveis físicas dinâmicas. A variável mais imprevisível é o próprio substrato. Os materiais comportam-se de forma diferente quando sujeitos a uma tensão extrema da bobina, a uma forte pressão física de impressão dos cilindros de impressão e ao calor intenso dos túneis de secagem entre estações. Por exemplo, o papel funciona um pouco como uma esponja; pode absorver a humidade das tintas à base de água e expandir-se, ou perder humidade num secador de ar quente e encolher. As películas de embalagem flexíveis, como o polietileno (PE) ou o polipropileno biaxialmente orientado (BOPP), são inerentemente elásticas.
Se uma banda impressa de película plástica extensível se esticar apenas 0,5 milímetros entre a estação de cor ciano e a estação de cor preta, o registo incorreto é uma certeza física, independentemente da perfeição do ficheiro de trabalho artístico. Além disso, as vibrações mecânicas de sistemas de engrenagem antigos e desgastados, ou ligeiras imprecisões na montagem manual de placas de fotopolímero em cilindros, injectam mais desvios físicos no processo.
É precisamente aqui que o calibre de engenharia do equipamento de impressão dita o limite máximo da sua qualidade de impressão. Para combater com sucesso estas forças físicas extremas, o fabrico moderno baseia-se em maquinaria superior. Por exemplo, as avançadas prensas flexográficas e de rotogravura concebidas pela KETE utilizam estruturas sólidas e resistentes maquinadas em CNC que praticamente eliminam as vibrações mecânicas microscópicas. Mais importante ainda, estão equipados com sistemas de controlo de tensão da banda em circuito fechado de última geração e accionamentos de servomotores de precisão. Estes sistemas sofisticados monitorizam e micro-ajustam continuamente a tensão da película ou do papel a velocidades até 500 m/min, neutralizando ativamente a dilatação do material e impondo matematicamente tolerâncias de registo apertadas que o equipamento mais antigo, acionado por engrenagens, simplesmente não consegue alcançar fisicamente.
Vulnerabilidades da pré-impressão e do design (The Digital Blueprint)
No entanto, um gestor de fábrica não pode culpar constantemente a maquinaria se o projeto de arquitetura - o ficheiro digital - tiver falhas fundamentais. Mesmo que imprima na máquina de impressão mais avançada e perfeitamente calibrada do mundo, um ficheiro de pré-impressão mal construído resultará em desastres de registo. Muitos designers gráficos tratam o design de embalagens industriais exatamente como a conceção de um gráfico digital para um sítio Web. Utilizam efeitos translúcidos sobrepostos, traços multicoloridos incrivelmente finos e tipografia colorida minúscula sem compreenderem as limitações mecânicas da impressora. Quando os designers não incorporam a margem de erro microscópica necessária para a maquinaria, criam um ficheiro frágil que exige do mundo físico uma perfeição impossível, com tolerância zero absoluta.
Tácticas de pré-impressão de nível superior para evitar mudanças de registo
Agora que já estabelecemos as realidades mecânicas da prensa e os padrões pelos quais funcionam, o foco deve mudar para o que pode controlar absolutamente: o ficheiro de pré-impressão. Um engenheiro de pré-impressão mestre não se limita a esperar que a máquina de impressão mantenha um alinhamento perfeito; ele concebe ativamente o ficheiro digital para absorver fisicamente os erros mecânicos sem mostrar defeitos visuais. Esta estratégia de conceção defensiva baseia-se fortemente em duas técnicas fundamentais: Sobreimpressão e Trapping.
Os segredos da regra preta e da sobreimpressão do 100%
A regra de ouro absoluta do design de embalagens é que todos os pormenores finos essenciais - incluindo o texto pequeno do corpo da embalagem (normalmente abaixo de 8-10 pontos), códigos de barras UPC, códigos QR e contornos finos - devem ser coloridos utilizando 100% monocromático Preto (C:0, M:0, Y:0, K:100). Ao utilizar apenas um canal de tinta, garante que apenas uma chapa física é responsável pela impressão desse elemento. Se as outras chapas se deslocarem, não faz mal; o texto a preto permanecerá nítido e perfeitamente legível, uma vez que não depende da sobreposição de cores.
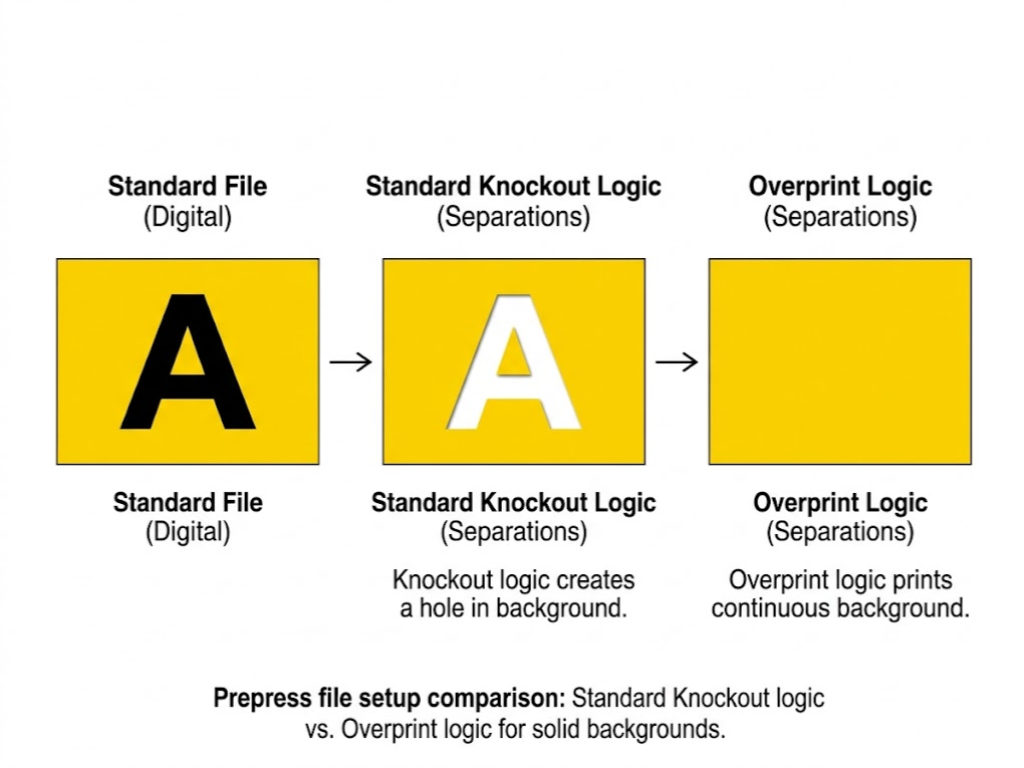
No entanto, a simples atribuição de 100% Preto não é suficiente para tornar o seu ficheiro à prova de bala. É necessário dominar o conceito de Sobreimpressão. Imagine que tem um fundo amarelo sólido e que coloca uma letra "A" preta 100% diretamente sobre o mesmo. Por predefinição, a maior parte do software de desenho (e o processador de imagem raster, ou RIP, na gráfica) executará uma ação chamada "Knockout". O software corta literalmente uma forma de "A" branca, não impressa, da placa de fundo amarela, assegurando que a tinta preta é impressa diretamente em papel branco cru para manter a pureza da cor.
Num ambiente industrial, um furo é altamente perigoso. Se a chapa preta se deslocar apenas 0,1 mm durante a execução, não conseguirá ver o orifício eliminado na chapa amarela, expondo uma parte gritante de papel branco por baixo. Para evitar isto, deve selecionar o texto preto no painel de atributos do seu software e verificar explicitamente a opção "Preenchimento de sobreimpressão" caixa. A sobreimpressão dá instruções à impressora para imprimir o fundo amarelo sólido na totalidade, sem quaisquer orifícios. Uma vez que as impressoras rotativas de alta velocidade, como a flexografia e a gravura, utilizam secadores entre estaçõesA tinta amarela é rapidamente seca antes de chegar à estação seguinte. A tinta preta é então estampada à força numa totalmente seco camada de tinta amarela (um processo de molhado sobre seco). Uma vez que o preto é a cor mais escura e opaca, cobre com êxito o amarelo.
Dominar a armadilha: A lógica dos estrangulamentos e dos spreads
Mas o que é que se faz quando duas cores brilhantes se encontram e nenhuma delas é preta? Não se pode simplesmente sobrepor o ciano ao magenta, pois isso criaria uma linha de sobreposição roxa escura e feia. É aqui que entra a arte altamente especializada da Armadilha é utilizado para eliminar as temidas lacunas brancas de que falámos anteriormente.
O trapping é a sobreposição deliberada e microscópica de cores adjacentes. Pense nisto como um alfaiate que deixa alguns milímetros extra de margem de costura de tecido quando cose duas peças de tecido, garantindo que a costura nunca se separa sob tensão física. Na pré-impressão, expandimos artificialmente uma cor ligeiramente para o território da cor vizinha.
O mais importante é que a quantidade de trapping corresponda à tolerância física do processo de impressão. Não é possível utilizar uma definição de trapping universal. Se estiver a imprimir através de Litografia Offset, um trap mínimo de 0,08mm a 0,10mm é perfeitamente suficiente. No entanto, se estiver a desenhar para Flexografia em cartão canelado, aplicar um trap de 0,1 mm é inútil. As chapas continuarão a separar-se e a expor o branco. Para flexografia e materiais altamente extensíveis, é necessário utilizar um estratégia de armadilhagem agressivaPara obter mais informações sobre os valores de tração, defina os valores de tração para 0,3 mm, 0,4 mm ou mesmo 0,5 mm, dependendo das capacidades da prensa.
Espalhar (Expandir)
Se tiver uma estrela amarela clara sobre um fundo azul escuro, aplica uma dispersão. A estrela amarela é ligeiramente ampliada (espalhada para fora) pelo valor de trapping calculado, de modo a que as suas extremidades fiquem logo abaixo do limite do fundo azul escuro.
Choke (Contratação)
Se tiver uma estrela azul escura sobre um fundo amarelo claro, está a aplicar um estrangulamento. O fundo amarelo é forçado a contrair-se para dentro (estrangula a estrela), espremendo-se por baixo das bordas da estrela azul escura.
A melhor lista de verificação antes do voo para ficheiros à prova de bala
Os conhecimentos teóricos devem ser convertidos em protocolos operacionais rigorosos. Antes de qualquer ficheiro digital ser enviado para o departamento de produção de chapas, deve passar por uma rigorosa inspeção pré-voo. A implementação desta lista de verificação reduzirá drasticamente as rejeições de registo incorreto, especificamente nos sectores de impressão de embalagens flexíveis e etiquetas de alto risco.
Verificar 100% K para elementos finos
Confirme que todos os códigos de barras, códigos QR, avisos legais e tipografia com menos de 8 pontos não contêm absolutamente nenhum ciano, magenta ou amarelo. Devem ser lidos estritamente como C:0 M:0 Y:0 K:100 na pré-visualização das separações.
Aplicar regras de sobreimpressão
Certifique-se de que os atributos "Preenchimento de sobreimpressão" e "Traço de sobreimpressão" estão ativamente verificados para todo o texto preto 100% e traços de contorno pretos finos que se encontram sobre fundos coloridos.
Definição rigorosa das marcas de registo
As marcas devem ser coloridas utilizando a verdadeira "cor de registo" (com a saída de tinta sólida 100% em cada placa ativaincluindo CMYK, todas as cores diretas Pantone e camadas de base brancas opacas), e não apenas CMYK.
Corresponder valores de trapping a tolerâncias
Nunca adivinhe os valores de trap. Comunique diretamente com o seu centro de impressão. Certifique-se de que, se estiver a imprimir em Flexo, os seus traps estão ajustados de forma agressiva (0,3 mm+) para se adaptarem às realidades físicas da máquina.
Minimizar o tipo invertido em várias cores
Se estiver a retirar texto branco de um fundo escuro, certifique-se de que o fundo é constituído apenas por uma ou duas cores sólidas. Inverter um texto branco minúsculo num fundo preto rico em 4 cores é uma receita garantida para um texto ilegível e com franjas de cor.
Quando parar de culpar o arquivo: Criando o caso comercial para atualizações de equipamentos
Há um ponto de viragem crítico em todas as operações de fabrico. Como gestor de pré-impressão ou supervisor de produção, fez o seu trabalho de forma impecável. Fez uma auditoria à sua agência de design. Aplicou rigorosamente a lista de verificação pré-voo. Os seus ficheiros digitais são à prova de bala - no entanto, o seu chão de fábrica continua a gerar paletes de material de embalagem rejeitado e incorretamente registado, esgotando as margens de lucro da sua empresa todos os meses.
Este é o momento em que tem de passar de um técnico de resolução de problemas para um defensor interno. Quando o software e a preparação de ficheiros já não são o problema, tem de enfrentar a dura verdade da falha mecânica do hardware, e tem de o provar à sua equipa de gestão. Cilindros de impressão desgastados, trens de engrenagens degradados com folga excessiva e sistemas de tensão manual arcaicos simplesmente não podem executar a precisão necessária para a impressão multicolorida moderna e de alta velocidade. Não é possível reparar uma prensa mecanicamente comprometida com melhores ficheiros Adobe Illustrator.
Se a sua operação é atormentada por mudanças de registo incontroláveis que corroem a sua rentabilidade, está na altura de proteger fundamentalmente a sua linha de produção com soluções modernizadas e automatizadas. KETE oferece maquinaria de impressão flexográfica, de rotogravura e de etiquetas de classe mundial, concebida especificamente para eliminar variáveis mecânicas. Construídas sobre uma base de mais de 30 anos de excelência de fabrico e rigorosos sistemas de qualidade ISO 9001, as prensas KETE utilizam estruturas pesadas maquinadas em CNC, servomotores de precisão de marca internacional e sistemas de registo automatizados que mantêm tolerâncias apertadas mesmo nas películas flexíveis mais exigentes e elásticas a velocidades até 500m/min.
A sua prensa atual está a atrasar o seu negócio? Deixe a nossa equipa técnica diagnosticar os seus estrangulamentos de produção.
