Определение и физика регистрации печати
Промышленное производство работает не так, как офисный настольный принтер. Высокотиражная коммерческая печать, например флексография или ротогравюра, основана на цветоделении. Ваше цифровое произведение распадается на независимые первичные цветовые каналы: голубой, пурпурный, желтый и ключевой (черный), известные под общим названием CMYK.
Для каждого цвета изготавливается своя печатная форма или металлический цилиндр. Когда подложка проходит через массивную печатную машину на высокой скорости, она проходит через отдельные, последовательные цветовые станции, где наносится каждый конкретный слой краски.
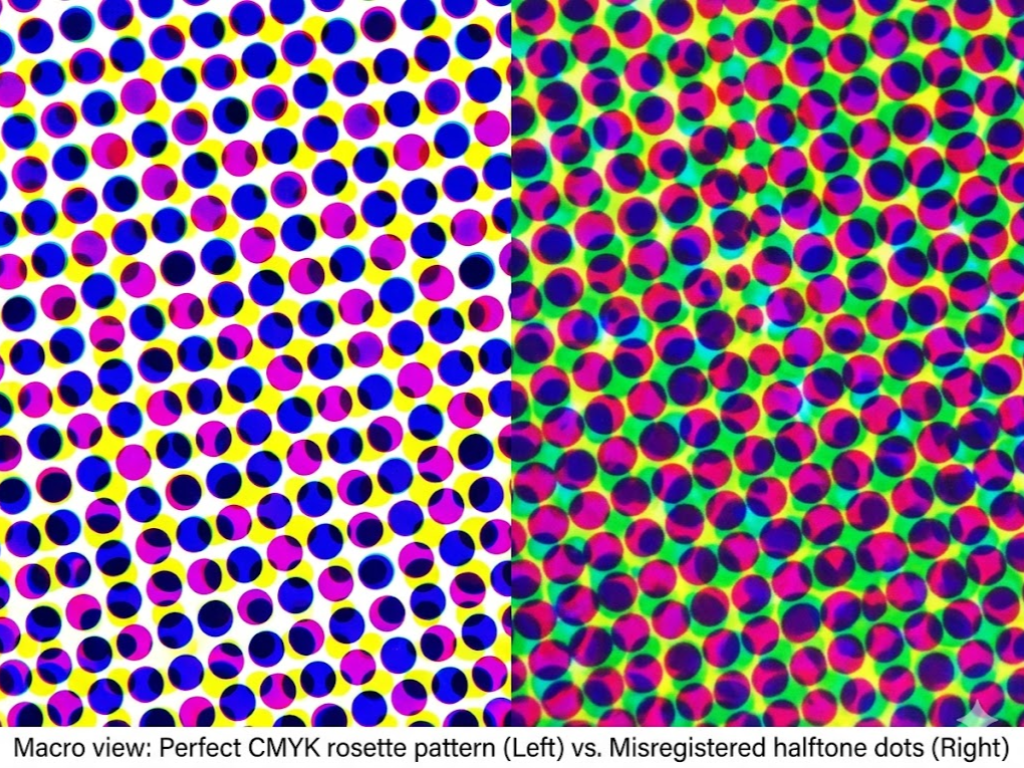
Регистрация печати (часто называемый просто регистрация в полиграфии) - это точное физическое выравнивание этих отдельных цветовых пластин при их ударе о движущуюся подложку. При механическом воздействии микроскопические полутоновые точки CMYK накладываются друг на друга в точной геометрической форме, известной как розетка, создавая оптическую иллюзию сплошных, непрерывных цветов.
Однако если один цилиндр смещен на долю миллиметра или подложка сдвинута на бесконечно малую величину, эта оптическая иллюзия разрушается. Полутоновые точки больше не выравниваются правильно. Поддержание абсолютной точности при многократных высокоскоростных ударах - серьезная инженерная задача. Идеальная регистрация - это не только эстетическая гордость; это фундаментальная основа, которая отделяет первоклассную, готовую к полке фирменную упаковку от дорогостоящего бракованного материала.
Отраслевые стандарты: Допуски на регистрацию при разных способах печати
Прежде чем приступить к решению проблемы, необходимо определить исходные данные физической реальности. Чтобы избежать неоправданных ожиданий и ненужных, ожесточенных споров между покупателями упаковки, дизайнерскими агентствами и производителями, крайне важно понимать объективные механические ограничения различных технологий печати. Нельзя требовать микроскопической точности коммерческой офсетной печати высокого класса от флексографской машины для гофрокартона, работающей на максимальной скорости. Международное полиграфическое сообщество, руководствуясь такими спецификациями, как стандарты ISO 12647, признает, что определенная степень механического сдвига является неизбежным фактом физики.
| Процесс печати | Типичный допуск (сдвиг) | Общие приложения | Уровень риска и механические характеристики |
|---|---|---|---|
| Офсетная литография | 0,05 мм - 0,10 мм | Складные картонные коробки, этикетки из высококачественной бумаги, коробки для косметики класса люкс. | Очень низкий: Используются жесткие алюминиевые пластины и высокопрочные бумажные подложки. Превосходно подходит для чрезвычайно мелких деталей и четкой типографики. |
| Ротогравюра (глубокая печать) | 0,10 мм - 0,15 мм | Гибкая упаковка больших объемов, пакеты-стойки, термоусадочные рукава. | Низкий: Используются цельные металлические цилиндры с лазерной гравировкой. Несмотря на то, что пластиковые пленки с высокой степенью растяжимости работают на огромных скоростях, глубокая печать обеспечивает невероятно стабильную регистрацию при печати больших тиражей B2B в течение длительного времени. |
| Флексография (флексография) | 0,20 мм - 0,50 мм | Гофрированные транспортные коробки, бумажные мешки, тканые мешки, стандартные этикетки. | От умеренного до высокого: Используются гибкие пластины из фотополимерной смолы, которые сжимаются под физическим давлением. Часто печатает на грубых или сильно растягивающихся материалах. Требуется современное оборудование для обеспечения жестких допусков. |
| Цифровая печать | < 0,05 мм | Упаковка на заказ, прототипы этикеток, переменные данные. | Практически ноль: Не использует физические цветоделенные пластины в традиционном понимании. Однако он требует больших затрат и слишком медлителен для массового промышленного производства. |
Понимание этой матрицы жизненно важно для менеджеров по закупкам и покупателей печатной продукции. Если вы закупаете гибкие пластиковые пакеты для крупного международного бренда снеков, то ротогравюра является отраслевым стандартом, позволяющим сочетать большие объемы с жесткой регистрацией. Однако если вы печатаете гофрированные картонные коробки с помощью флексографии, вы должны проинструктировать свою команду допечатного дизайна, чтобы избежать хрупких элементов дизайна, полностью признавая, что смещение на 0,3-0,5 мм - это стандартная физическая реальность процесса, а не обязательно дефект машины или ошибка оператора.
Коренные причины: Механические ограничения против небрежности в работе с файлами
Когда упаковочный материал стоимостью в тысячи долларов выходит из типографии с серьезными ошибками в регистрации, превышающими допустимые пределы, описанные выше, неизбежно возникает напряженное противостояние. Дизайнерское агентство бренда указывает пальцем на типографию, а типография обвиняет цифровой файл. Необходимо ответить на критический вопрос: "Кто в конечном итоге несет ответственность за этот брак?". Реальность такова, что сдвиги в регистрации происходят из двух совершенно разных областей: неумолимые законы физической механики на заводе и техническая небрежность в цифровой допечатной среде.
Переменные пресса и субстрата (Физическая реальность)
Промышленная печать - это тяжелый производственный процесс, чреватый динамическими физическими переменными. Самой непредсказуемой переменной является сама подложка. Материалы ведут себя по-разному, когда подвергаются экстремальному натяжению полотна, сильному физическому давлению печатных цилиндров и интенсивному нагреву межстанционных сушильных туннелей. Например, бумага ведет себя как губка: она может впитывать влагу из красок на водной основе и расширяться, или терять влагу в сушилке с горячим воздухом и сжиматься. Гибкие упаковочные пленки, такие как полиэтилен (PE) или двуосноориентированный полипропилен (BOPP), по своей природе растяжимы.
Если напечатанное полотно растягивающейся пластиковой пленки растягивается всего на 0,5 миллиметра между станцией голубого цвета и станцией черного цвета, неправильная регистрация - это физический факт, независимо от того, насколько совершенным был файл иллюстрации. Кроме того, механические вибрации от старых, изношенных систем передач или небольшие неточности при ручном монтаже фотополимерных пластин на цилиндры вносят дополнительные физические отклонения в процесс.
Именно здесь инженерный уровень печатного оборудования диктует потолок качества печати. Чтобы успешно бороться с этими экстремальными физическими нагрузками, современное производство полагается на превосходное оборудование. Например, передовые флексографические и глубокие печатные машины, разработанные компанией KETE В них используются прочные, сверхпрочные рамы, изготовленные на станках с ЧПУ, которые практически исключают микроскопические механические вибрации. Более того, они оснащены современными системами контроля натяжения полотна с замкнутым циклом и прецизионными сервоприводами. Эти сложные системы непрерывно контролируют и микрорегулируют натяжение пленки или бумаги на скорости до 500 м/мин, активно нейтрализуя растяжение материала и математически обеспечивая жесткие допуски на регистрацию, которых просто физически не может достичь старое оборудование с зубчатым приводом.
Уязвимые места допечатной подготовки и дизайна (The Digital Blueprint)
Однако менеджер завода не может постоянно винить машины, если архитектурный чертеж - цифровой файл - в корне не верен. Даже если вы печатаете на самой современной, идеально откалиброванной печатной машине в мире, плохо составленный файл допечатной подготовки приведет к катастрофе при верстке. Многие графические дизайнеры относятся к дизайну промышленной упаковки точно так же, как к разработке цифровой графики для веб-сайта. Они используют перекрывающиеся полупрозрачные эффекты, невероятно тонкие разноцветные штрихи и крошечную цветную типографику, не понимая механических ограничений печатной машины. Когда дизайнеры не учитывают микроскопические погрешности оборудования, они создают хрупкий файл, который требует от физического мира невозможного, абсолютного совершенства с нулевой толерантностью.
Тактика допечатной подготовки на уровне мастера для предотвращения смещения регистрации
Теперь, когда мы выяснили механические реалии печатной машины и стандарты, по которым она работает, необходимо переключить внимание на то, что вы можете абсолютно контролировать: файл допечатной подготовки. Мастер допечатной подготовки не просто надеется на то, что печатная машина обеспечит идеальное выравнивание; он активно разрабатывает цифровой файл, чтобы физически поглотить механические ошибки, не показывая визуальных дефектов. Эта защитная стратегия дизайна в значительной степени опирается на две основополагающие техники: Надпечатка и треппинг.
100% Секреты черного правила и надпечатки
Абсолютное золотое правило дизайна упаковки заключается в том, что все важные мелкие детали, включая мелкий текст (обычно менее 8-10 пунктов), штрих-коды UPC, QR-коды и тонкие контуры, должны быть окрашены с помощью цвета. 100% одноцветный черный (C:0, M:0, Y:0, K:100). Используя только один канал краски, вы гарантируете, что только одна физическая пластина отвечает за печать данного элемента. Если другие пластины сместятся, это не имеет значения; черный текст останется четким, резким и отлично читаемым, поскольку не зависит от наложения цветов.
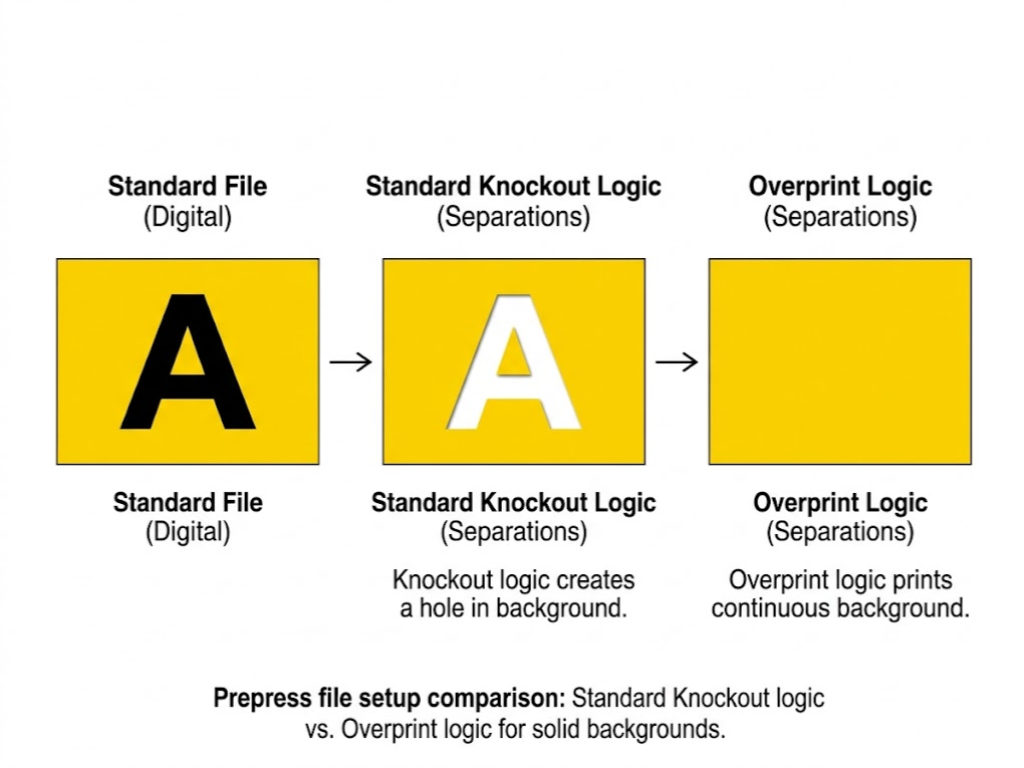
Однако простого присвоения 100% Black недостаточно для пуленепробиваемого файла. Вы должны освоить концепцию Надпечатка. Представьте, что у вас есть сплошной желтый фон, и вы помещаете черную букву "A" размером 100% прямо на него. По умолчанию большинство дизайнерских программ (и процессор растровых изображений, или RIP, в типографии) выполняют действие, называемое "выбивкой". Программа буквально вырезает белую, непропечатанную форму буквы "A" из желтого фонового листа, обеспечивая печать черной краски непосредственно на белой бумаге для сохранения чистоты цвета.
В промышленных условиях выбивание очень опасно. Если черная пластина сместится всего на 0,1 мм во время прогона, она пропустит выбитое отверстие в желтой пластине, обнажив под ним ослепительный клочок белой бумаги. Чтобы предотвратить это, необходимо выбрать черный текст на панели атрибутов программы и явно установить флажок "Надпечатная заливка" коробка. Оверпринт дает команду печатной машине напечатать сплошной желтый фон полностью, без отверстий. Поскольку в высокоскоростных рулонных печатных машинах, таких как флексографская и глубокая печать, используются высокоэффективные межстанционные сушилкиЖелтые чернила быстро высыхают, прежде чем попасть на следующую станцию. Затем черные чернила с силой выдавливаются на полностью высушенный слой желтых чернил (процесс "мокрый-сухой"). Поскольку черный - самый темный и непрозрачный цвет, он успешно перекрывает желтый.
Освоение ловли: Логика чоков и спредов
Но что делать, если два ярких цвета встречаются, и ни один из них не является черным? Вы не можете просто напечатать голубой поверх пурпурного, так как это приведет к появлению некрасивой темно-пурпурной линии наложения. Вот тут-то и пригодится высокоспециализированное искусство Ловушка используется для устранения страшных белых пробелов, о которых говорилось ранее.
Треппинг - это намеренное, микроскопическое наложение соседних цветов. Подумайте об этом, как портной, сшивая два куска ткани, оставляет дополнительные несколько миллиметров припуска на швы, чтобы шов не разошелся при физическом напряжении. В допечатной подготовке мы искусственно слегка расширяем один цвет на территорию соседнего.
Очень важно, чтобы количество трафаретов соответствовало физическим допускам печатного процесса. Нельзя использовать универсальную настройку ловушки. Если вы печатаете методом офсетной литографии, то минимального прижима в 0,08-0,10 мм будет вполне достаточно. Однако если вы разрабатываете дизайн для гофрированной флексографии, применение ловушки 0,1 мм бесполезно. Пластины все равно будут разъезжаться и обнажать белый цвет. Для флексографии и материалов с высокой растяжимостью необходимо использовать агрессивная стратегия отловаВ зависимости от возможностей пресса установите значения ловушек 0,3 мм, 0,4 мм или даже 0,5 мм.
Распространение (расширение)
Если у вас есть светло-желтая звезда, расположенная на темно-синем фоне, вы применяете спрединг. Желтая звезда немного увеличивается (распространяется наружу) на рассчитанную вами величину ловушки, так что ее края проникают под границу темно-синего фона.
Дроссель (подрядчик)
Если у вас есть темно-синяя звезда, расположенная на светло-желтом фоне, вы применяете дроссель. Желтый фон вынужден сжиматься внутрь (подавлять звезду), выдавливая под собой края темно-синей звезды.
Окончательный контрольный список перед полетом для пуленепробиваемых файлов
Теоретические знания должны быть преобразованы в строгие операционные протоколы. Перед отправкой цифрового файла в отдел изготовления форм он должен пройти строгую предполетную проверку. Внедрение этого контрольного списка позволит резко сократить количество брака, связанного с неправильной регистрацией, особенно в секторах печати гибкой упаковки и этикеток, требующих больших затрат.
Проверка 100% K для мелких элементов
Убедитесь, что все штрихкоды, QR-коды, юридические предупреждения и типографика размером менее 8 пунктов не содержат голубого, пурпурного или желтого цветов. Они должны читаться строго как C:0 M:0 Y:0 K:100 в предварительном просмотре разделения.
Обеспечение соблюдения правил надпечатки
Убедитесь, что атрибуты "Overprint Fill" и "Overprint Stroke" активно проверяются для всего черного текста 100% и тонких черных обводных штрихов, расположенных на цветном фоне.
Строгое определение регистрационных знаков
Марки должны быть окрашены с использованием истинного "Регистрационного цвета" (вывод 100% твердыми чернилами на каждая активная пластинавключая CMYK, все точечные цвета Pantone и непрозрачные белые базовые слои), а не только CMYK.
Сопоставьте значения ловушек с допусками
Никогда не угадывайте значения ловушек. Общайтесь непосредственно с вашим печатным предприятием. Убедитесь, что при флексографской печати ловушки настроены агрессивно (0,3 мм+), чтобы учесть физические реалии машины.
Минимизация реверсивного текста на нескольких цветах
Если вы выводите белый текст на темном фоне, убедитесь, что фон состоит только из одного или двух однотонных цветов. Реверсирование крошечного белого текста на 4-цветном насыщенном черном фоне - гарантированный рецепт нечитаемого текста с цветовыми пятнами.
Когда перестать обвинять файл: построение бизнес-обоснования для модернизации оборудования
В каждой производственной операции наступает критический переломный момент. Как менеджер по допечатной подготовке или руководитель производства, вы безупречно выполнили свою работу. Вы провели аудит своего дизайнерского агентства. Вы строго следили за выполнением предполётного контрольного списка. Ваши цифровые файлы пуленепробиваемы - и тем не менее на вашем заводе ежемесячно появляются паллеты с бракованным, неправильно зарегистрированным упаковочным материалом, высасывающим прибыль вашей компании.
Именно в этот момент вы должны превратиться из специалиста по устранению технических неполадок во внутреннего чемпиона. Когда программное обеспечение и подготовка файлов перестают быть проблемой, вы должны столкнуться с суровой правдой о механической неисправности оборудования и доказать это своему руководству. Изношенные оттискные цилиндры, изношенные зубчатые передачи с чрезмерным люфтом и архаичные системы ручного натяжения просто не могут обеспечить точность, необходимую для современной высокоскоростной многокрасочной печати. Механически неисправную печатную машину нельзя исправить с помощью лучших файлов Adobe Illustrator.
Если ваше производство страдает от неконтролируемых смен регистрации, которые съедают вашу рентабельность, пришло время кардинально обезопасить производственную линию с помощью модернизированных, автоматизированных решений. KETE поставляет оборудование мирового класса для флексографии, ротогравюры и печати этикеток, разработанное специально для устранения механических погрешностей. Созданные на основе более чем 30-летнего опыта производства и строгой системы качества ISO 9001, печатные машины KETE используют сверхпрочные рамы с ЧПУ, прецизионные серводвигатели международного бренда и автоматизированные системы регистрации, которые обеспечивают жесткие допуски даже на самых требовательных, растягивающихся гибких пленках при скорости до 500 м/мин.
Ваш текущий пресс тормозит ваш бизнес? Позвольте нашей технической команде диагностировать узкие места в вашем производстве.
