Định nghĩa và các nguyên lý vật lý của sự khớp màu trong in ấn
Sản xuất công nghiệp không hoạt động giống như một chiếc máy in để bàn trong văn phòng. In ấn thương mại với số lượng lớn — chẳng hạn như in flexo hay in ống đồng — dựa trên kỹ thuật tách màu. Bản thiết kế kỹ thuật số của bạn sẽ được tách thành các kênh màu cơ bản độc lập: Cyan, Magenta, Yellow và Key (Black), thường được gọi tắt là CMYK.
Mỗi màu sẽ được chế tạo một tấm in hoặc một trục kim loại riêng. Khi vật liệu in di chuyển qua máy in cỡ lớn với tốc độ cao, nó sẽ đi qua các trạm in màu riêng biệt và liên tiếp, nơi từng lớp mực cụ thể được phủ lên.
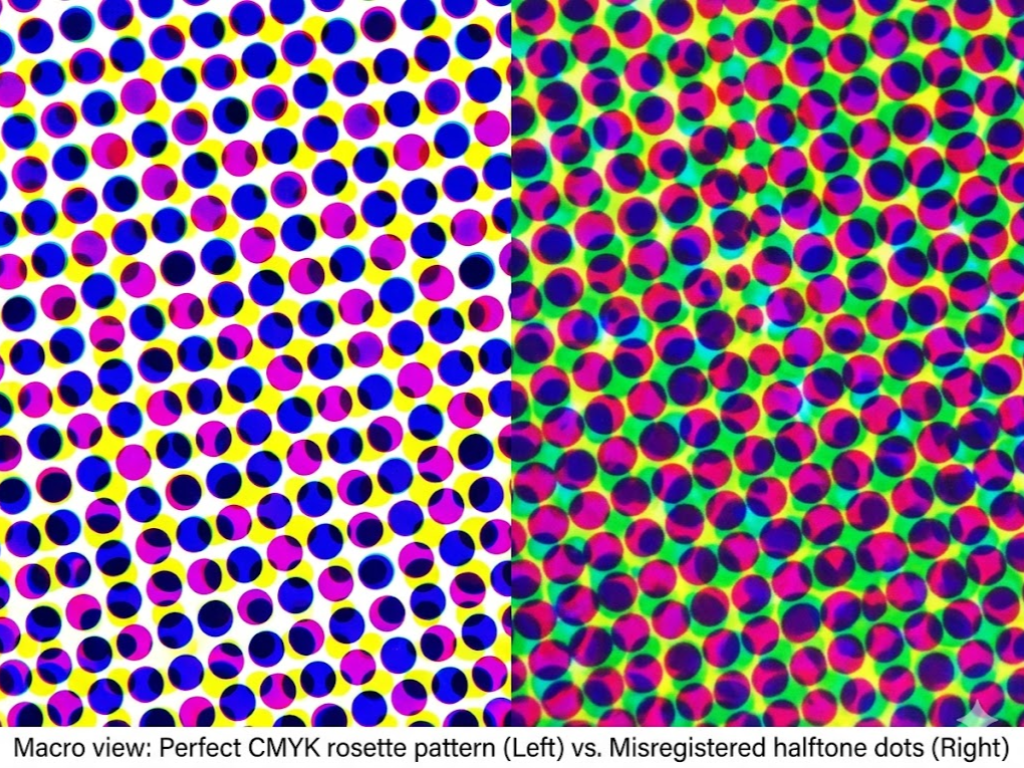
Đăng ký in ấn (thường được gọi tắt là đăng ký in ấn) là sự căn chỉnh vật lý chính xác của các tấm màu riêng biệt này khi chúng tiếp xúc với chất nền đang chuyển động. Khi đạt được sự hoàn hảo về mặt cơ học, các chấm bán sắc vi mô của CMYK sẽ chồng lên nhau theo một cấu trúc hình học chính xác được gọi là mẫu hoa hồng, tạo ra ảo giác quang học về những mảng màu đồng nhất và liên tục.
Tuy nhiên, chỉ cần một trục quay bị lệch vị trí dù chỉ một phần nghìn milimet, hoặc tấm nền dịch chuyển một chút xíu, ảo giác quang học này sẽ tan vỡ. Các chấm bán sắc sẽ không còn khớp nhau chính xác nữa. Việc duy trì độ chính xác tuyệt đối qua nhiều lần va chạm ở tốc độ cao là một thách thức kỹ thuật lớn. Sự khớp chính xác hoàn hảo không chỉ là vấn đề về mặt thẩm mỹ; đó là tiêu chuẩn cơ bản phân biệt bao bì thương hiệu cao cấp, sẵn sàng bày bán trên kệ với những sản phẩm phế phẩm tốn kém và bị loại bỏ.
Tiêu chuẩn ngành: Dung sai đăng ký trong các phương pháp in
Trước khi đi sâu vào giải quyết vấn đề, chúng ta cần xác định rõ thực tế kỹ thuật cơ bản. Để tránh những kỳ vọng không thực tế và những tranh cãi gay gắt, không cần thiết giữa người mua bao bì, các công ty thiết kế và nhà sản xuất, việc hiểu rõ những giới hạn kỹ thuật khách quan của các công nghệ in khác nhau là điều tuyệt đối cần thiết. Bạn không thể đòi hỏi độ chính xác vi mô của in offset thương mại cao cấp từ một máy in flexo trên bìa cứng sóng chạy ở tốc độ tối đa. Cộng đồng in ấn quốc tế, được hướng dẫn bởi các thông số kỹ thuật như tiêu chuẩn ISO 12647, nhận ra rằng một mức độ sai lệch cơ học nhất định là một thực tế vật lý không thể tránh khỏi.
| Quy trình in | Dung sai tiêu chuẩn (Sự lệch) | Ứng dụng phổ biến | Mức độ rủi ro & Đặc tính cơ học |
|---|---|---|---|
| In offset | 0,05 mm – 0,10 mm | Hộp giấy gấp, nhãn giấy cao cấp, hộp đựng mỹ phẩm cao cấp. | Rất thấp: Sử dụng các tấm nhôm cứng và chất nền giấy có độ ổn định cao. Rất phù hợp để in các chi tiết cực kỳ tinh xảo và chữ in sắc nét. |
| In ống đồng (Gravure) | 0,10 mm – 0,15 mm | Bao bì mềm sản xuất số lượng lớn, túi đứng, ống co. | Thấp: Sử dụng các ống kim loại rắn được khắc bằng laser. Mặc dù in trên màng nhựa có độ co giãn cao ở tốc độ cực lớn, công nghệ in ống đồng vẫn đảm bảo độ chính xác vị trí in cực kỳ ổn định cho các đơn hàng in B2B quy mô lớn trong thời gian dài. |
| In ấn flexo (Flexo) | 0,20 mm – 0,50 mm | Hộp vận chuyển bằng bìa cứng, túi giấy, bao dệt, nhãn tiêu chuẩn. | Từ trung bình đến cao: Sử dụng các tấm nhựa quang trùng hợp dẻo có khả năng co lại khi chịu áp lực vật lý. Thường in trên các vật liệu có bề mặt gồ ghề hoặc có độ co giãn cao. Yêu cầu trang thiết bị hiện đại chất lượng cao để đảm bảo độ chính xác cao. |
| In kỹ thuật số | < 0,05 mm | Bao bì đặt hàng số lượng ít, nhãn mẫu thử, dữ liệu biến đổi. | Gần như bằng không: Không sử dụng các bản in tách màu vật lý theo nghĩa truyền thống. Tuy nhiên, phương pháp này tốn kém và quá chậm để áp dụng cho các đợt sản xuất công nghiệp quy mô lớn. |
Việc hiểu rõ ma trận này là vô cùng quan trọng đối với các nhà quản lý mua hàng và người mua dịch vụ in ấn. Nếu bạn đang tìm nguồn cung ứng túi nhựa dẻo cho một thương hiệu đồ ăn nhẹ quốc tế lớn, in ống đồng là tiêu chuẩn ngành để kết hợp sản lượng lớn với độ chính xác cao. Tuy nhiên, nếu bạn đang in thùng carton vận chuyển bằng phương pháp in flexo, bạn phải hướng dẫn đội ngũ thiết kế tiền in tránh các yếu tố thiết kế dễ vỡ, đồng thời nhận thức rõ rằng sự lệch từ 0,3 mm đến 0,5 mm là một thực tế vật lý tiêu chuẩn của quy trình, không nhất thiết là lỗi máy móc hay sai sót của người vận hành.
Nguyên nhân gốc rễ: Hạn chế về mặt kỹ thuật so với sự cẩu thả trong việc xử lý tệp
Khi hàng nghìn đô la vật liệu đóng gói được in ra với những sai lệch vị trí nghiêm trọng vượt quá giới hạn cho phép nêu trên, một cuộc đối đầu căng thẳng chắc chắn sẽ xảy ra. Công ty thiết kế của thương hiệu đổ lỗi cho xưởng in, còn xưởng in lại đổ lỗi cho tệp tin kỹ thuật số. Câu hỏi quan trọng cần được trả lời là: “Ai là người chịu trách nhiệm cuối cùng cho đợt hàng hỏng này?” Thực tế là sự lệch đăng ký xuất phát từ hai lĩnh vực hoàn toàn khác nhau: những quy luật khắc nghiệt của cơ học vật lý trên dây chuyền sản xuất và sự sơ suất kỹ thuật trong môi trường tiền in kỹ thuật số.
Các biến số liên quan đến máy in và vật liệu in (Thực tế vật lý)
In công nghiệp là một quy trình sản xuất nặng nề, chứa đựng nhiều biến số vật lý thay đổi liên tục. Biến số khó lường nhất chính là bản thân vật liệu in. Các vật liệu sẽ có phản ứng khác nhau khi chịu lực căng cực mạnh, áp lực vật lý nặng nề từ các trục in và nhiệt độ cao trong các hầm sấy giữa các trạm. Ví dụ, giấy hoạt động giống như một miếng bọt biển; nó có thể hấp thụ độ ẩm từ mực in gốc nước và nở ra, hoặc mất độ ẩm trong máy sấy khí nóng và co lại. Các loại màng bao bì dẻo, như polyethylene (PE) hoặc polypropylene định hướng hai trục (BOPP), vốn có tính co giãn.
Nếu một cuộn màng nhựa co giãn đã in bị kéo giãn chỉ 0,5 milimét giữa trạm in màu lục lam và trạm in màu đen, thì sự lệch khớp là điều không thể tránh khỏi về mặt vật lý, bất kể tệp thiết kế ban đầu hoàn hảo đến đâu. Hơn nữa, các rung động cơ học từ hệ thống bánh răng cũ kỹ, hao mòn, hoặc những sai lệch nhỏ trong quá trình lắp đặt thủ công các tấm photopolymer lên trục in, càng làm gia tăng thêm các sai lệch vật lý trong quy trình.
Đây chính là lúc trình độ kỹ thuật của thiết bị in quyết định mức độ cao nhất mà chất lượng bản in của bạn có thể đạt được. Để đối phó thành công với những lực vật lý cực lớn này, ngành sản xuất hiện đại phải dựa vào những máy móc tiên tiến. Ví dụ, các máy in flexo và in ống đồng tiên tiến do KETE sử dụng khung máy chắc chắn, chịu tải nặng, được gia công bằng CNC, giúp loại bỏ gần như hoàn toàn các rung động cơ học ở cấp độ vi mô. Quan trọng hơn, chúng được trang bị hệ thống điều khiển độ căng màng khép kín tiên tiến nhất và các bộ truyền động servo chính xác. Các hệ thống tinh vi này liên tục theo dõi và điều chỉnh vi mô độ căng của màng hoặc giấy ở tốc độ lên đến 500m/phút, chủ động trung hòa sự giãn nở của vật liệu và đảm bảo các dung sai đăng ký chặt chẽ một cách chính xác về mặt toán học – điều mà các thiết bị cũ chạy bằng bánh răng đơn giản là không thể đạt được về mặt vật lý.
Các lỗ hổng trong giai đoạn tiền in và thiết kế (Bản thiết kế kỹ thuật số)
Tuy nhiên, một giám đốc nhà máy không thể liên tục đổ lỗi cho máy móc nếu bản thiết kế kiến trúc — tức tệp tin kỹ thuật số — vốn đã có sai sót cơ bản. Ngay cả khi bạn in trên máy in tiên tiến nhất và được hiệu chỉnh hoàn hảo nhất trên thế giới, một tệp tin tiền in được thiết kế kém vẫn sẽ dẫn đến những sai lệch nghiêm trọng trong việc căn chỉnh. Nhiều nhà thiết kế đồ họa coi thiết kế bao bì công nghiệp giống hệt như thiết kế đồ họa kỹ thuật số cho trang web. Họ sử dụng các hiệu ứng trong suốt chồng chéo, các nét vẽ nhiều màu cực kỳ mảnh và kiểu chữ màu nhỏ xíu mà không hiểu các hạn chế cơ học của máy in. Khi các nhà thiết kế không tính đến sai số vi mô cần thiết cho máy móc, họ sẽ tạo ra một tệp tin dễ hỏng, đòi hỏi sự hoàn hảo tuyệt đối, không thể chấp nhận sai sót nào từ thế giới vật lý.
Các chiến lược tiền in cấp cao nhằm ngăn ngừa sự lệch vị trí
Giờ đây, khi chúng ta đã làm rõ các đặc tính cơ học của máy in và các tiêu chuẩn vận hành của chúng, trọng tâm cần chuyển sang yếu tố mà bạn hoàn toàn có thể kiểm soát: tệp tin tiền in. Một kỹ sư tiền in giỏi không chỉ đơn thuần hy vọng rằng máy in sẽ giữ được độ căn chỉnh hoàn hảo; họ chủ động thiết kế tệp tin kỹ thuật số để tệp tin này có thể “hấp thụ” các sai số cơ học mà không để lộ ra các khuyết điểm về mặt hình ảnh. Chiến lược thiết kế phòng ngừa này phụ thuộc rất nhiều vào hai kỹ thuật cơ bản: In chồng (Overprinting) và Trapping.
Quy tắc 100% màu đen và những bí mật về in chồng
Quy tắc vàng tuyệt đối trong thiết kế bao bì là tất cả các chi tiết nhỏ quan trọng — bao gồm chữ nhỏ (thường là cỡ dưới 8-10 điểm), mã vạch UPC, mã QR và các đường viền mảnh — phải được tô màu bằng 100% một màu Đen (C:0, M:0, Y:0, K:100). Bằng cách chỉ sử dụng một kênh mực, bạn đảm bảo rằng chỉ có một tấm in vật lý chịu trách nhiệm in yếu tố đó. Nếu các tấm in khác bị lệch, điều đó cũng không thành vấn đề; văn bản màu đen sẽ vẫn rõ nét, sắc sảo và hoàn toàn dễ đọc vì nó không phụ thuộc vào sự chồng màu.
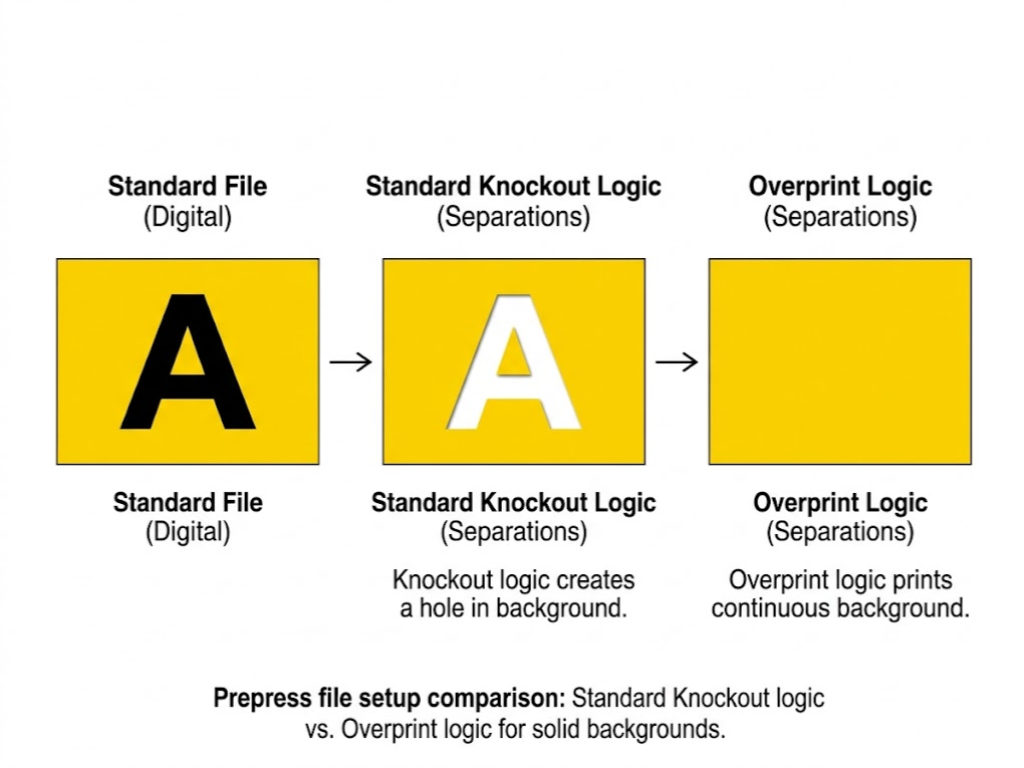
Tuy nhiên, chỉ cần gán mã 100% Black thôi thì vẫn chưa đủ để bảo vệ tệp của bạn một cách chắc chắn. Bạn phải nắm vững khái niệm về In chồng. Hãy tưởng tượng bạn có một nền màu vàng đồng nhất, và bạn đặt chữ cái “A” màu đen 100% ngay lên trên đó. Theo mặc định, hầu hết các phần mềm thiết kế (và Bộ xử lý hình ảnh raster, hay RIP, tại xưởng in) sẽ thực hiện một thao tác gọi là “Knockout.” Phần mềm sẽ thực sự cắt bỏ hình chữ “A” màu trắng, không in, khỏi tấm nền màu vàng, đảm bảo mực đen in trực tiếp lên giấy trắng nguyên bản để duy trì độ tinh khiết của màu sắc.
Trong môi trường công nghiệp, quá trình đục lỗ là rất nguy hiểm. Nếu tấm giấy màu đen bị lệch chỉ 0,1 mm trong quá trình chạy máy, nó sẽ không khớp với lỗ đục trên tấm giấy màu vàng, khiến một dải giấy trắng ló ra phía dưới. Để tránh điều này, bạn phải chọn văn bản màu đen trong bảng thuộc tính của phần mềm và đánh dấu chọn rõ ràng vào ô “Đổ màu chồng lên” hộp. Chức năng in chồng giúp máy in in nền màu vàng đồng nhất hoàn toàn, không có bất kỳ lỗ hổng nào. Bởi vì các máy in cuộn tốc độ cao như máy in flexo và máy in ống đồng sử dụng hiệu quả cao máy sấy liên trạm, mực vàng được làm khô nhanh chóng trước khi đến trạm tiếp theo. Sau đó, mực đen được dập mạnh lên một đã khô hoàn toàn lớp mực vàng (quy trình in ướt trên khô). Vì màu đen là màu tối nhất và có độ che phủ cao nhất, nên nó đã che phủ hoàn toàn màu vàng.
Nắm vững kỹ thuật đặt bẫy: Nguyên lý của các kiểu bố trí bẫy và phân bố bẫy
Nhưng phải làm thế nào khi hai màu sáng gặp nhau mà không phải là màu đen? Bạn không thể đơn giản in chồng màu lục lam lên trên màu đỏ tía, vì điều đó sẽ tạo ra một đường chồng màu tím sẫm rất xấu. Đây chính là lúc nghệ thuật chuyên sâu của Bẫy được triển khai để loại bỏ những khoảng trống màu trắng đáng lo ngại đã đề cập trước đó.
Kỹ thuật "trapping" là việc cố ý chồng lấn các màu liền kề lên nhau với độ chính xác cực nhỏ. Hãy hình dung nó giống như một thợ may để lại thêm vài milimet đường may khi ghép hai mảnh vải lại với nhau, nhằm đảm bảo đường may không bị bung ra khi chịu lực tác động. Trong quá trình tiền in, chúng ta sẽ cố ý mở rộng một màu sang một chút vào vùng của màu liền kề.
Điều quan trọng là, mức độ bù trừ của bạn phải phù hợp với khả năng chịu đựng thực tế của quy trình in. Bạn không thể áp dụng cài đặt khoảng cách tràn màu chung cho mọi trường hợp. Nếu in bằng phương pháp in offset, khoảng cách tràn màu tối thiểu từ 0,08 mm đến 0,10 mm là hoàn toàn đủ. Tuy nhiên, nếu thiết kế cho in flexo trên giấy bìa sóng, việc áp dụng khoảng cách tràn màu 0,1 mm là vô ích. Các bản in vẫn sẽ bị tách rời và để lộ vùng trắng. Đối với in flexo và các vật liệu có độ co giãn cao, bạn phải áp dụng một chiến lược bẫy tích cực, đặt các giá trị khe hở ở mức 0,3 mm, 0,4 mm hoặc thậm chí 0,5 mm tùy thuộc vào khả năng của máy ép.
Phạm vi (Mở rộng)
Nếu bạn có một ngôi sao màu vàng nhạt nằm trên nền màu xanh đậm, bạn hãy áp dụng hiệu ứng mở rộng. Ngôi sao màu vàng sẽ được mở rộng nhẹ (mở rộng ra ngoài) theo giá trị bẫy mà bạn đã tính toán, sao cho các cạnh của nó lấn nhẹ vào bên dưới đường viền của nền màu xanh đậm.
Co thắt (Co lại)
Nếu bạn có một ngôi sao màu xanh đậm nằm trên nền màu vàng nhạt, bạn hãy áp dụng hiệu ứng thu hẹp. Nền màu vàng sẽ bị ép co lại vào trong (làm thu hẹp ngôi sao), lấn vào bên dưới các cạnh của ngôi sao màu xanh đậm.
Danh sách kiểm tra trước khi khởi chạy hoàn hảo cho các tệp tin an toàn tuyệt đối
Kiến thức lý thuyết phải được chuyển hóa thành các quy trình vận hành nghiêm ngặt. Trước khi bất kỳ tệp tin kỹ thuật số nào được gửi đến bộ phận chế bản, tệp tin đó phải trải qua một cuộc kiểm tra sơ bộ nghiêm ngặt. Việc áp dụng danh sách kiểm tra này sẽ giúp giảm đáng kể số lượng sản phẩm bị loại do sai lệch vị trí in, đặc biệt là trong các lĩnh vực in bao bì dẻo và in nhãn mác – những lĩnh vực đòi hỏi độ chính xác cao.
Kiểm tra 100% K cho các nguyên tố vi lượng
Xác nhận rằng tất cả các mã vạch, mã QR, cảnh báo pháp lý và các phần chữ có cỡ chữ dưới 8 điểm hoàn toàn không chứa màu Cyan, Magenta hay Yellow. Trong bản xem trước tách màu, các phần này phải hiển thị chính xác theo tỷ lệ C:0 M:0 Y:0 K:100.
Áp dụng các quy tắc in chồng
Đảm bảo các thuộc tính “Overprint Fill” và “Overprint Stroke” được chọn cho tất cả các văn bản màu đen và các nét viền màu đen mảnh thuộc kiểu 100% nằm trên nền màu.
Định nghĩa chặt chẽ về nhãn hiệu đăng ký
Các dấu phải được tô màu bằng “Màu đăng ký” chính xác (in mực đặc 100% trên mỗi tấm hoạt động, bao gồm CMYK, tất cả các màu Pantone đặc biệt và các lớp nền màu trắng đục), chứ không chỉ CMYK.
So sánh các giá trị bẫy với các giới hạn dung sai
Đừng bao giờ phỏng đoán các giá trị khoảng trống. Hãy liên hệ trực tiếp với nhà in của bạn. Đảm bảo rằng nếu bạn in bằng công nghệ Flexo, các khoảng trống phải được thiết lập rộng rãi (0,3 mm trở lên) để phù hợp với các đặc tính kỹ thuật thực tế của máy in.
Giảm thiểu hiệu ứng chữ đảo ngược trên nhiều màu
Nếu bạn muốn làm nổi bật văn bản màu trắng trên nền tối, hãy đảm bảo nền chỉ bao gồm một hoặc hai màu đồng nhất. Việc đặt văn bản màu trắng nhỏ trên nền đen đậm bốn màu chắc chắn sẽ dẫn đến văn bản khó đọc và bị lem màu.
Khi nào nên ngừng đổ lỗi cho hệ thống: Xây dựng cơ sở kinh doanh cho việc nâng cấp thiết bị
Trong mọi quy trình sản xuất đều có một bước ngoặt quan trọng. Với tư cách là quản lý tiền in hoặc giám sát sản xuất, bạn đã hoàn thành công việc của mình một cách hoàn hảo. Bạn đã kiểm tra kỹ lưỡng đơn vị thiết kế. Bạn đã thực thi nghiêm ngặt danh sách kiểm tra trước in. Các tệp tin kỹ thuật số của bạn hoàn toàn không có sai sót — thế nhưng, xưởng sản xuất của bạn vẫn đang tạo ra hàng đống vật liệu đóng gói bị loại bỏ hoặc in lệch, khiến biên lợi nhuận của công ty cạn kiệt mỗi tháng.
Đây chính là thời điểm bạn phải chuyển từ vai trò người khắc phục sự cố kỹ thuật sang vai trò người ủng hộ nội bộ. Khi phần mềm và việc chuẩn bị tệp tin không còn là vấn đề, bạn phải đối mặt với thực tế phũ phàng về sự cố cơ khí phần cứng, và bạn phải chứng minh điều này cho ban lãnh đạo. Các trục in bị mòn, hệ thống bánh răng xuống cấp với độ trễ quá mức, cùng các hệ thống căng dây thủ công lỗi thời đơn giản là không thể đáp ứng được độ chính xác cần thiết cho công nghệ in đa màu tốc độ cao hiện đại. Bạn không thể khắc phục một máy in bị hỏng về mặt cơ khí bằng các tệp Adobe Illustrator tốt hơn.
Nếu hoạt động sản xuất của quý vị đang gặp phải tình trạng lệch tâm không thể kiểm soát, làm ảnh hưởng đến lợi nhuận, thì đã đến lúc cần củng cố nền tảng cho dây chuyền sản xuất bằng các giải pháp tự động hóa hiện đại. KETE cung cấp các dòng máy in flexo, in ống đồng và in nhãn đạt tiêu chuẩn quốc tế, được thiết kế chuyên biệt nhằm loại bỏ các yếu tố biến đổi cơ học. Được xây dựng trên nền tảng hơn 30 năm kinh nghiệm sản xuất xuất sắc và hệ thống quản lý chất lượng ISO 9001 nghiêm ngặt, các máy in KETE sử dụng khung máy gia công CNC chịu lực cao, động cơ servo chính xác của các thương hiệu quốc tế, cùng hệ thống định vị tự động duy trì độ chính xác cao ngay cả khi in trên các loại màng dẻo co giãn khó tính nhất, với tốc độ lên đến 500m/phút.
Máy ép hiện tại của bạn có đang cản trở sự phát triển của doanh nghiệp không? Hãy để đội ngũ kỹ thuật của chúng tôi giúp bạn xác định các điểm nghẽn trong quy trình sản xuất.
