Definición y física del registro de impresión
La fabricación industrial no funciona como una impresora de sobremesa de oficina. La impresión comercial de gran volumen, como la flexografía o el huecograbado, se basa en la separación de colores. El material gráfico digital se divide en canales de colores primarios independientes: Cian, Magenta, Amarillo y Clave (Negro), universalmente conocidos como CMYK.
Se fabrica una plancha de impresión física o cilindro metálico para cada color. A medida que el sustrato se desplaza por la enorme máquina de impresión a gran velocidad, pasa por estaciones de color secuenciales separadas en las que se aplica cada capa de tinta específica.
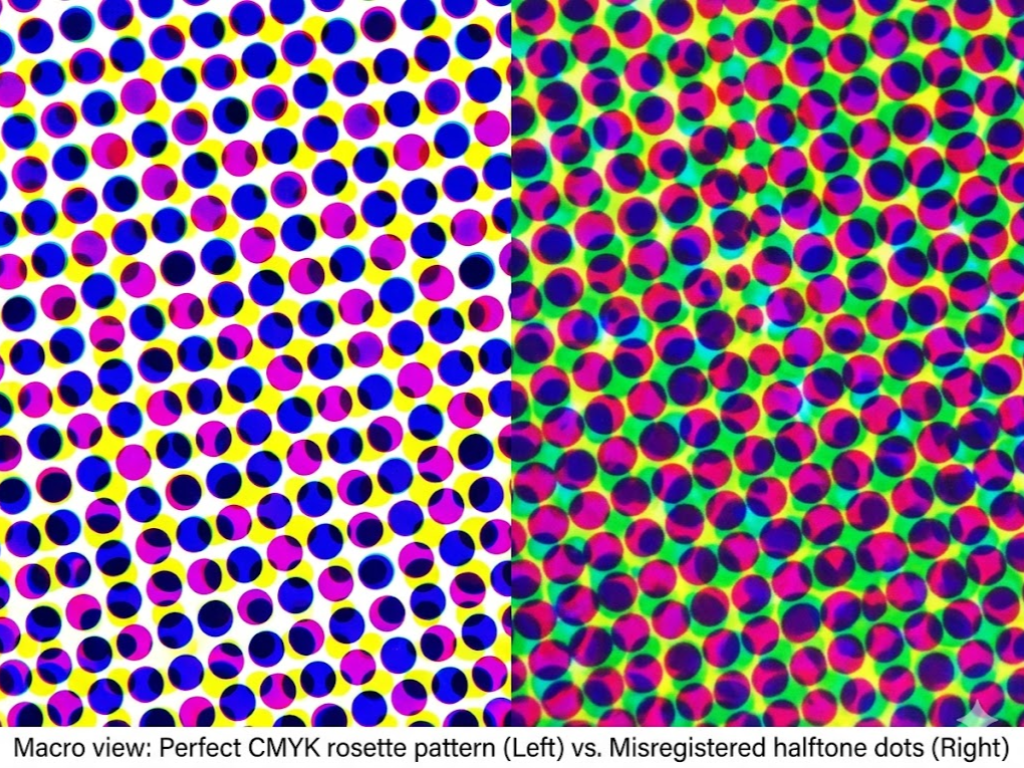
Registro de impresión (a menudo denominado simplemente registro en la impresión) es la alineación física exacta de estas placas de color distintas cuando chocan contra el sustrato en movimiento. Cuando son mecánicamente perfectos, los microscópicos puntos de semitono de CMYK se superponen en una formación geométrica precisa conocida como patrón de roseta, creando la ilusión óptica de colores sólidos y continuos.
Sin embargo, si un solo cilindro se desalinea una fracción de milímetro, o el sustrato se desplaza infinitesimalmente, esta ilusión óptica se hace añicos. Los puntos de semitono dejan de alinearse correctamente. Mantener una precisión absoluta en múltiples impactos a alta velocidad es un gran reto de ingeniería. El registro perfecto no es sólo una cuestión de orgullo estético; es la línea de base fundamental que separa los envases de marca de primera calidad y listos para la venta del costoso material de desecho rechazado.
Normas del sector: Tolerancias de registro en todos los métodos de impresión
Antes de lanzarnos a resolver el problema, debemos establecer una línea de base de la realidad física. Para evitar expectativas poco realistas y agrias disputas innecesarias entre compradores de envases, agencias de diseño y fabricantes, es absolutamente esencial comprender las limitaciones objetivas y mecánicas de las distintas tecnologías de impresión. No se puede exigir la precisión microscópica de la impresión offset comercial de gama alta a una prensa flexográfica de cartón ondulado que funcione a máxima velocidad. La comunidad internacional de impresión, guiada por especificaciones como las normas ISO 12647, reconoce que un cierto grado de desplazamiento mecánico es un hecho inevitable de la física.
| Proceso de impresión | Tolerancia típica (desplazamiento) | Aplicaciones comunes | Nivel de riesgo y características mecánicas |
|---|---|---|---|
| Litografía offset | 0,05 mm - 0,10 mm | Cajas de cartón plegables, etiquetas de papel de alta gama, cajas de cosméticos de lujo. | Muy bajo: Utiliza placas de aluminio rígidas y sustratos de papel muy estables. Excelente para detalles extremadamente finos y tipografía nítida. |
| Huecograbado (Gravure) | 0,10 mm - 0,15 mm | Envases flexibles de gran volumen, bolsas autoportantes, fundas retráctiles. | Bajo: Utiliza cilindros de metal macizo grabados por láser. A pesar de trabajar con películas de plástico muy elásticas a velocidades inmensas, el huecograbado ofrece un registro increíblemente estable para grandes tiradas de impresión B2B durante largos periodos. |
| Flexografía (Flexo) | 0,20 mm - 0,50 mm | Cajas de envío de cartón ondulado, bolsas de papel, sacos tejidos, etiquetas estándar. | Moderada a alta: Utiliza placas flexibles de resina de fotopolímero que se comprimen bajo presión física. A menudo imprime sobre materiales rugosos o muy extensibles. Requiere excelentes equipos modernos para ajustar las tolerancias. |
| Impresión digital | < 0,05 mm | Embalajes personalizados en tiradas cortas, etiquetas prototipo, datos variables. | Prácticamente cero: No utiliza planchas físicas separadas por colores en el sentido tradicional. Sin embargo, su coste es prohibitivo y demasiado lento para la producción industrial masiva. |
Comprender esta matriz es vital para los responsables de compras y los compradores de impresión. Si está comprando bolsas de plástico flexible para una importante marca internacional de aperitivos, el huecograbado es la norma del sector para combinar un gran volumen con un registro estricto. Sin embargo, si imprime cajas de cartón ondulado para envíos con flexografía, debe dar instrucciones a su equipo de diseño de preimpresión para evitar elementos de diseño frágiles, reconociendo plenamente que un desplazamiento de 0,3 mm a 0,5 mm es una realidad física estándar del proceso, no necesariamente un defecto de la máquina o un error del operario.
Causas profundas: Limitaciones mecánicas frente a negligencia del expediente
Cuando sale de la imprenta material de envasado por valor de miles de dólares con graves errores de registro que superan las tolerancias aceptables descritas anteriormente, se produce inevitablemente un tenso enfrentamiento. La agencia de diseño de la marca señala a la imprenta y ésta culpa al archivo digital. Hay que responder a la pregunta clave: "¿Quién es el responsable último de esta chatarra?". La realidad es que los cambios de registro se originan en dos ámbitos totalmente distintos: las implacables leyes de la mecánica física en la planta de producción y la negligencia técnica en el entorno de preimpresión digital.
Variables de prensa y sustrato (La realidad física)
La impresión industrial es un proceso de fabricación pesado plagado de variables físicas dinámicas. La variable más impredecible es el propio sustrato. Los materiales se comportan de forma diferente cuando se someten a una tensión extrema de la banda, a la fuerte presión física de impresión de los cilindros de impresión y al intenso calor de los túneles de secado entre estaciones. Por ejemplo, el papel actúa en cierto modo como una esponja; puede absorber la humedad de las tintas con base de agua y expandirse, o perder humedad en un secador de aire caliente y encogerse. Los films de envasado flexibles, como el polietileno (PE) o el polipropileno orientado biaxialmente (BOPP), son intrínsecamente elásticos.
Si una banda impresa de película de plástico extensible se estira sólo 0,5 milímetros entre la estación de color cian y la estación de color negro, el error de registro es una certeza física, independientemente de lo perfecto que fuera el archivo del material gráfico. Además, las vibraciones mecánicas de los sistemas de engranajes antiguos y desgastados, o las pequeñas imprecisiones en el montaje manual de las planchas de fotopolímero en los cilindros, inyectan más desviaciones físicas en el proceso.
Aquí es precisamente donde el calibre de ingeniería del equipo de impresión dicta el techo de su calidad de impresión. Para combatir con éxito estas fuerzas físicas extremas, la fabricación moderna se basa en maquinaria superior. Por ejemplo, las avanzadas impresoras flexográficas y de huecograbado diseñadas por KETE utilizan sólidos bastidores mecanizados CNC de alta resistencia que prácticamente eliminan las vibraciones mecánicas microscópicas. Y lo que es más importante, están equipadas con sistemas de control de tensión de banda de bucle cerrado de última generación y servomotores de precisión. Estos sofisticados sistemas supervisan y microajustan continuamente la tensión de la película o el papel a velocidades de hasta 500 m/min, neutralizando activamente el estiramiento del material y aplicando matemáticamente tolerancias de registro estrictas que los equipos antiguos accionados por engranajes simplemente no pueden lograr físicamente.
Vulnerabilidades de la preimpresión y el diseño (The Digital Blueprint)
Sin embargo, un director de fábrica no puede culpar constantemente a la maquinaria si el plano arquitectónico -el archivo digital- es fundamentalmente defectuoso. Aunque se imprima en la máquina más avanzada y perfectamente calibrada del mundo, un archivo de preimpresión mal construido provocará desastres de registro. Muchos diseñadores gráficos tratan el diseño de envases industriales exactamente igual que el diseño de un gráfico digital para un sitio web. Utilizan efectos traslúcidos superpuestos, trazos multicolores increíblemente finos y tipografía de colores diminutos sin comprender las limitaciones mecánicas de la prensa. Cuando los diseñadores no incorporan el margen de error microscópico necesario para la maquinaria, crean un archivo frágil que exige al mundo físico una perfección imposible, de tolerancia cero absoluta.
Tácticas magistrales de preimpresión para evitar cambios de registro
Ahora que hemos establecido las realidades mecánicas de la prensa y las normas por las que se rigen, debemos centrarnos en lo que podemos controlar absolutamente: el archivo de preimpresión. Un maestro de la preimpresión no se limita a esperar que la máquina de impresión mantenga una alineación perfecta, sino que diseña activamente el archivo digital para que absorba físicamente los errores mecánicos sin mostrar defectos visuales. Esta estrategia de diseño defensivo se basa en gran medida en dos técnicas fundamentales: La sobreimpresión y el trapping.
La regla negra 100% y los secretos de la sobreimpresión
La regla de oro absoluta del diseño de envases es que todos los detalles finos esenciales -incluido el texto pequeño del cuerpo (normalmente cualquier cosa por debajo de 8-10 puntos), los códigos de barras UPC, los códigos QR y los contornos finos- deben colorearse utilizando 100% Negro monocolor (C:0, M:0, Y:0, K:100). Al utilizar un solo canal de tinta, se asegura de que sólo una plancha física es responsable de la impresión de ese elemento. Si las demás planchas se desplazan, no importa; el texto negro seguirá siendo nítido, definido y perfectamente legible porque no depende de colores superpuestos.
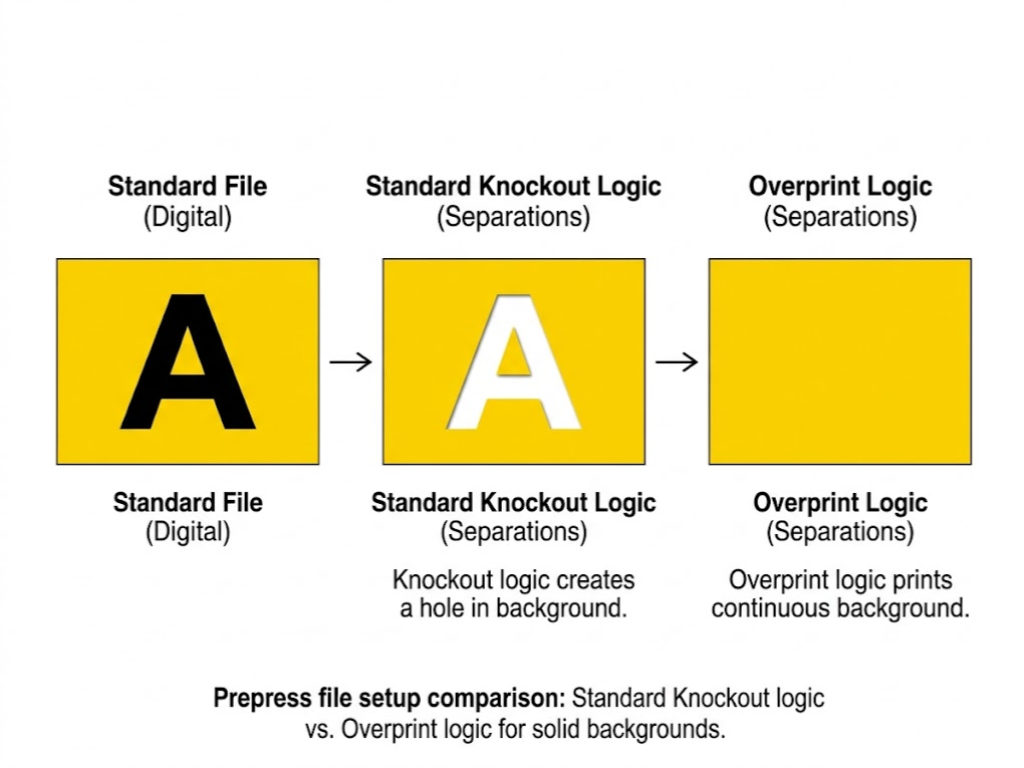
Sin embargo, no basta con asignar 100% Negro para blindar su expediente. Debe dominar el concepto de Sobreimpresión. Imagine que tiene un fondo amarillo sólido y coloca una letra "A" 100% Negra directamente sobre él. Por defecto, la mayoría del software de diseño (y el procesador de imágenes de trama, o RIP, en la imprenta) realizará una acción llamada "Knockout". El software recortará literalmente una forma de "A" blanca sin imprimir de la placa de fondo amarilla, asegurándose de que la tinta negra se imprima directamente sobre papel blanco sin tratar para mantener la pureza del color.
En un entorno industrial, un golpe es muy peligroso. Si la placa negra se desplaza sólo 0,1 mm durante la tirada, se perderá el orificio de la placa amarilla, dejando al descubierto un trozo de papel blanco. Para evitarlo, debe seleccionar el texto negro en el panel de atributos del software y marcar explícitamente la casilla "Relleno de sobreimpresión" caja. La sobreimpresión ordena a la rotativa que imprima el fondo amarillo sólido por completo, sin agujeros. Dado que las rotativas de alta velocidad, como las de flexografía y huecograbado, utilizan secadoras entre estacionesLa tinta amarilla se seca rápidamente antes de llegar a la siguiente estación. A continuación, la tinta negra se estampa con fuerza en un totalmente seco capa de tinta amarilla (un proceso húmedo sobre seco). Como el negro es el color más oscuro y opaco, cubre con éxito el amarillo.
Dominar la trampa: La lógica de Chokes y Spreads
Pero, ¿qué hacer cuando se juntan dos colores brillantes y ninguno es negro? No se puede simplemente sobreimprimir cian sobre magenta, ya que se crearía una fea línea superpuesta de color púrpura oscuro. Aquí es donde el arte altamente especializado de Trampa se despliega para eliminar los temidos espacios en blanco comentados anteriormente.
El trapping es la superposición microscópica y deliberada de colores adyacentes. Piense en ello como si un sastre dejara unos milímetros extra de margen de costura al coser dos piezas de tela juntas, asegurándose de que la costura nunca se separe bajo tensión física. En preimpresión, expandimos artificialmente un color ligeramente en el territorio del color vecino.
Lo más importante es que la cantidad de trampa coincida con la tolerancia física del proceso de impresión. No se puede utilizar un ajuste de trampa universal. Si está imprimiendo mediante litografía offset, una trampa mínima de 0,08 mm a 0,10 mm es perfectamente suficiente. Sin embargo, si está diseñando para flexografía corrugada, aplicar una trampa de 0,1 mm es inútil. Las planchas seguirán separándose y exponiendo el blanco. Para flexografía y materiales muy extensibles, debe emplear un estrategia de captura agresiva, ajustando los valores de su trampa a 0,3 mm, 0,4 mm o incluso 0,5 mm en función de las capacidades de la prensa.
Spread (Expansión)
Si tiene una estrella amarilla clara sobre un fondo azul oscuro, aplique una dispersión. La estrella amarilla se amplía ligeramente (se extiende hacia fuera) según el valor de trampa calculado, de modo que sus bordes se cuelan justo por debajo del borde del fondo azul oscuro.
Choke (Contratación)
Si tienes una estrella azul oscuro sobre un fondo amarillo claro, aplicas un estrangulamiento. El fondo amarillo se ve obligado a contraerse hacia dentro (estrangular la estrella), comprimiendo por debajo los bordes de la estrella azul oscuro.
Lista de comprobación definitiva para archivos a prueba de balas
Los conocimientos teóricos deben convertirse en estrictos protocolos operativos. Antes de enviar cualquier archivo digital al departamento de confección de planchas, debe pasar una rigurosa inspección previa. La aplicación de esta lista de comprobación reducirá drásticamente los rechazos por registro erróneo, especialmente en los sectores de impresión de envases flexibles y etiquetas, en los que hay mucho en juego.
Verificar 100% K para elementos finos
Confirme que todos los códigos de barras, códigos QR, advertencias legales y tipografía de menos de 8 puntos no contienen en absoluto cian, magenta ni amarillo. Deben leerse estrictamente como C:0 M:0 Y:0 K:100 en la vista previa de separaciones.
Aplicar las normas de sobreimpresión
Asegúrese de que los atributos "Relleno de sobreimpresión" y "Trazo de sobreimpresión" están activados para todo el texto negro 100% y los trazos finos de contorno negro que se sitúan sobre fondos de color.
Definición estricta de las marcas de registro
Las marcas deben colorearse utilizando "Color de registro" verdadero (impresión de tinta sólida 100% en cada placa activa(incluyendo CMYK, todas las tintas planas Pantone y capas base de blanco opaco), no sólo CMYK.
Ajustar los valores de las trampas a las tolerancias
No adivine nunca los valores de las trampas. Comuníquese directamente con su imprenta. Asegúrese de que, si imprime en flexografía, las trampas estén ajustadas de forma agresiva (0,3 mm o más) para adaptarse a la realidad física de la máquina.
Minimizar el tipo inverso en varios colores
Si va a eliminar texto blanco de un fondo oscuro, asegúrese de que el fondo esté compuesto sólo por uno o dos colores sólidos. Invertir un pequeño texto blanco de un fondo negro rico en 4 colores es una receta garantizada para un texto ilegible y con franjas de color.
Cuándo dejar de echarle la culpa al expediente: cómo justificar la actualización de los equipos
Llega un punto de inflexión crítico en toda operación de fabricación. Como director de preimpresión o supervisor de producción, usted ha hecho su trabajo a la perfección. Ha auditado a su agencia de diseño. Ha aplicado estrictamente la lista de comprobación previa al vuelo. Sus archivos digitales son a prueba de balas y, sin embargo, su planta de producción sigue generando palés de material de envasado rechazado y mal registrado, que desangran cada mes los márgenes de beneficio de su empresa.
Este es el momento en el que debe pasar de ser un solucionador de problemas técnicos a un campeón interno. Cuando el software y la preparación de archivos dejan de ser el problema, debe enfrentarse a la dura realidad de los fallos mecánicos del hardware, y debe demostrárselo a su equipo directivo. Los cilindros de impresión desgastados, los trenes de engranajes degradados con holgura excesiva y los arcaicos sistemas de tensión manual simplemente no pueden ejecutar la precisión necesaria para la impresión multicolor moderna y de alta velocidad. No se puede arreglar una rotativa en mal estado mecánico con mejores archivos de Adobe Illustrator.
Si sus operaciones están plagadas de cambios de registro incontrolables que merman su rentabilidad, ha llegado el momento de asegurar fundamentalmente su línea de producción con soluciones modernizadas y automatizadas. KETE ofrece maquinaria de primera clase para la impresión flexográfica, de huecograbado y de etiquetas, diseñada específicamente para eliminar las variables mecánicas. Construidas sobre una base de más de 30 años de excelencia en la fabricación y estrictos sistemas de calidad ISO 9001, las prensas KETE utilizan bastidores mecanizados CNC de alta resistencia, servomotores de precisión de marca internacional y sistemas de registro automatizados que mantienen tolerancias estrictas incluso en los films flexibles más exigentes y elásticos a velocidades de hasta 500 m/min.
¿Su prensa actual está frenando su negocio? Deje que nuestro equipo técnico diagnostique los cuellos de botella de su producción.
