Baskı Kaydının Tanımı ve Fiziği
Endüstriyel üretim, bir ofis masaüstü yazıcısı gibi çalışmaz. Fleksografi veya rotogravür gibi yüksek hacimli ticari baskılar renk ayrımına dayanır. Dijital resminiz bağımsız ana renk kanallarına ayrıştırılır: Cyan, Magenta, Yellow ve Key (Siyah), evrensel olarak CMYK olarak bilinir.
Her renk için fiziksel bir baskı plakası veya metal silindir üretilir. Alt tabaka yüksek hızlarda devasa baskı makinesinden geçerken, her bir özel mürekkep katmanının uygulandığı ayrı, sıralı renk istasyonlarından geçer.
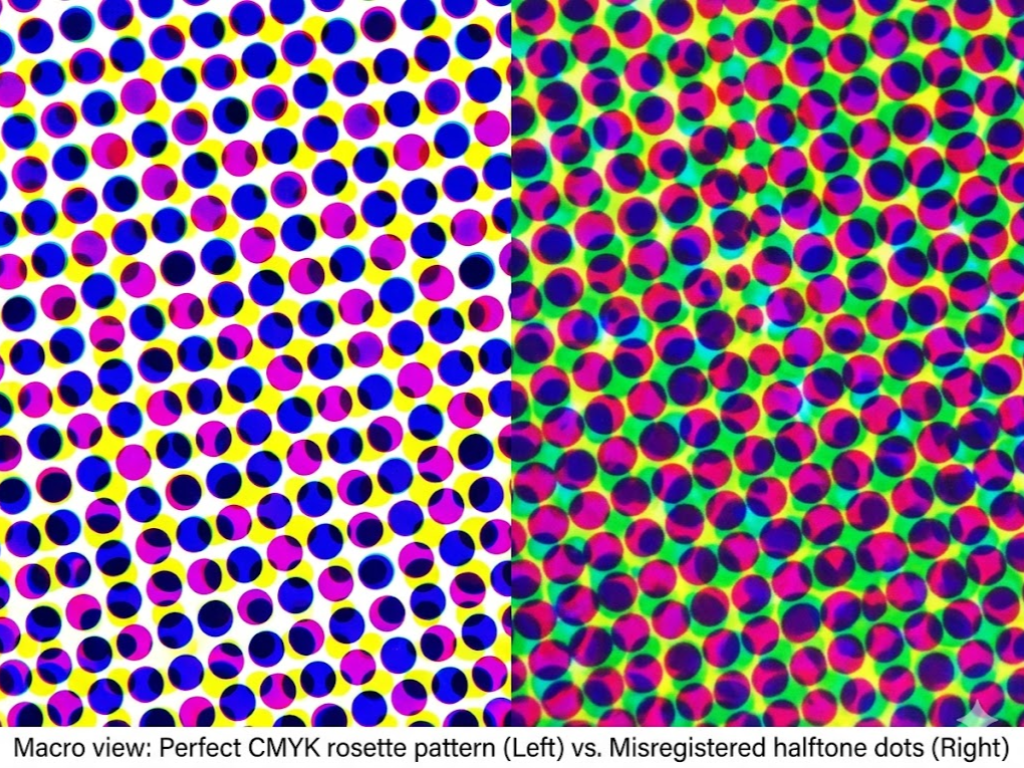
Baskı kaydı (genellikle basitçe baskıda kayıt), bu farklı renk plakalarının hareketli alt tabakaya çarparken tam olarak fiziksel olarak hizalanmasıdır. Mekanik olarak mükemmel olduğunda, CMYK'nın mikroskobik yarım ton noktaları, rozet deseni olarak bilinen hassas bir geometrik oluşumda üst üste biner ve düz, sürekli renklerin optik yanılsamasını yaratır.
Ancak, tek bir silindirin hizası milimetrenin çok küçük bir kısmı kadar bozulursa veya alt tabaka sonsuz derecede kayarsa, bu optik illüzyon bozulur. Yarım ton noktalar artık doğru şekilde hizalanmaz. Çok sayıda yüksek hızlı darbede mutlak hassasiyeti korumak büyük bir mühendislik sorunudur. Mükemmel kayıt sadece estetik bir gurur meselesi değildir; birinci sınıf, rafa hazır marka ambalajlarını maliyetli, reddedilen hurda malzemeden ayıran temel esastır.
Endüstri Standartları: Baskı Yöntemleri Arasında Kayıt Toleransları
Sorunu çözmeye başlamadan önce, fiziksel gerçekliğin bir temelini oluşturmalıyız. Ambalaj alıcıları, tasarım ajansları ve üreticiler arasında gerçekçi olmayan beklentileri ve gereksiz, acı anlaşmazlıkları önlemek için, farklı baskı teknolojilerinin nesnel, mekanik sınırlamalarını anlamak kesinlikle çok önemlidir. Maksimum hızda çalışan bir oluklu mukavva flekso baskı makinesinden üst düzey ticari ofset baskının mikroskobik hassasiyetini talep edemezsiniz. ISO 12647 standartları gibi spesifikasyonlar tarafından yönlendirilen uluslararası baskı topluluğu, belirli bir derecedeki mekanik kaymanın fiziğin kaçınılmaz bir gerçeği olduğunu kabul etmektedir.
| Baskı Süreci | Tipik Tolerans (Vardiya) | Yaygın Uygulamalar | Risk Seviyesi ve Mekanik Özellikler |
|---|---|---|---|
| Ofset Litografi | 0,05 mm - 0,10 mm | Katlanır kartonlar, üst düzey kağıt etiketler, lüks kozmetik kutuları. | Çok düşük: Sert alüminyum plakalar ve son derece stabil kağıt alt tabakalar kullanır. Son derece ince ayrıntılar ve keskin tipografi için mükemmeldir. |
| Rotogravür (Gravür) | 0,10 mm - 0,15 mm | Yüksek hacimli esnek ambalajlar, dik duran poşetler, shrink sleeve'ler. | Düşük: Lazerle oyulmuş katı metal silindirler kullanır. Yüksek oranda esneyebilen plastik filmleri muazzam hızlarda çalıştırmasına rağmen gravür, uzun süreler boyunca devasa B2B baskı çalışmaları için inanılmaz derecede istikrarlı bir kayıt sunar. |
| Fleksografi (Flekso) | 0.20mm - 0.50mm | Oluklu nakliye kutuları, kağıt torbalar, dokuma çuvallar, standart etiketler. | Orta ila Yüksek: Fiziksel basınç altında sıkıştırılan esnek fotopolimer reçine plakaları kullanır. Genellikle pürüzlü veya yüksek oranda uzayabilen malzemeler üzerine baskı yapar. Toleransları sıkılaştırmak için mükemmel modern ekipman gerektirir. |
| Dijital Baskı | < 0,05 mm | Kısa süreli özel ambalajlar, prototip etiketler, değişken veriler. | Neredeyse sıfır: Geleneksel anlamda fiziksel renk ayrımlı plakalar kullanmaz. Bununla birlikte, büyük endüstriyel üretim çalışmaları için maliyet engelleyici ve çok yavaştır. |
Bu matrisi anlamak, satın alma yöneticileri ve baskı alıcıları için hayati önem taşımaktadır. Büyük bir uluslararası atıştırmalık markası için esnek plastik poşet tedarik ediyorsanız, rotogravür yüksek hacmi sıkı kayıtla birleştirmek için endüstri standardıdır. Bununla birlikte, fleksografi kullanarak oluklu nakliye kartonları basıyorsanız, baskı öncesi tasarım ekibinize kırılgan tasarım öğelerinden kaçınmaları talimatını vermeli ve 0,3 mm ila 0,5 mm'lik bir kaymanın sürecin standart bir fiziksel gerçekliği olduğunu, mutlaka bir makine hatası veya operatör hatası olmadığını tamamen kabul etmelisiniz.
Kök Nedenler: Mekanik Sınırlamalar vs Dosya İhmali
Binlerce dolar değerindeki ambalaj malzemesi baskıdan yukarıda özetlenen kabul edilebilir toleransları aşan ciddi kayıt hatalarıyla çıktığında, kaçınılmaz olarak gergin bir açmaz meydana gelir. Markanın tasarım ajansı baskı tesisini, baskı tesisi de dijital dosyayı suçlar. Kritik soru yanıtlanmalıdır: "Bu hurdadan nihai olarak kim sorumlu?" Gerçek şu ki, kayıt kaymaları tamamen farklı iki alandan kaynaklanıyor: fabrika zeminindeki fiziksel mekaniğin affetmez yasaları ve dijital baskı öncesi ortamındaki teknik ihmal.
Baskı ve Alt Tabaka Değişkenleri (Fiziksel Gerçeklik)
Endüstriyel baskı, dinamik fiziksel değişkenlerle dolu ağır bir üretim sürecidir. En öngörülemeyen değişken baskı malzemesinin kendisidir. Malzemeler aşırı web gerilimine, baskı silindirlerinden gelen ağır fiziksel baskı basıncına ve istasyonlar arası kurutma tünellerinin yoğun ısısına maruz kaldığında farklı davranır. Örneğin, kağıt bir nevi sünger gibi davranır; su bazlı mürekkeplerden nem emip genişleyebilir veya sıcak hava kurutucusunda nem kaybedip büzüşebilir. Polietilen (PE) veya çift eksenli yönlendirilmiş polipropilen (BOPP) gibi esnek ambalaj filmleri doğaları gereği esnektir.
Uzatılabilir plastik filmden basılmış bir ağ, camgöbeği renk istasyonu ile siyah renk istasyonu arasında sadece 0,5 milimetre esnerse, resim dosyası ne kadar mükemmel olursa olsun, yanlış kayıt fiziksel bir kesinliktir. Ayrıca, eski, yıpranmış dişli sistemlerinden kaynaklanan mekanik titreşimler veya fotopolimer plakaların silindirlere manuel olarak monte edilmesindeki küçük yanlışlıklar, sürece daha fazla fiziksel sapma katar.
Baskı ekipmanının mühendislik kalibresinin baskı kalitenizin tavanını belirlediği yer tam da burasıdır. Bu aşırı fiziksel güçlerle başarılı bir şekilde mücadele etmek için modern üretim, üstün makinelere dayanır. Örneğin, gelişmiş fleksografik ve gravür baskı makineleri KETE mikroskobik mekanik titreşimleri neredeyse tamamen ortadan kaldıran sağlam, ağır hizmet tipi CNC-işlenmiş çerçeveler kullanır. Daha da önemlisi, son teknoloji ürünü kapalı devre tülbent gerginliği kontrol sistemleri ve hassas servo-motor sürücülerle donatılmıştır. Bu sofistike sistemler, film veya kağıdın gerginliğini 500 m/dak'ya varan hızlarda sürekli olarak izler ve mikro ayarlar, malzeme esnemesini aktif olarak nötralize eder ve eski, dişli tahrikli ekipmanların fiziksel olarak elde edemeyeceği sıkı kayıt toleranslarını matematiksel olarak zorlar.
Baskı Öncesi ve Tasarım Zafiyetleri (The Digital Blueprint)
Ancak bir fabrika müdürü, mimari plan -dijital dosya- temelde kusurluysa sürekli olarak makineleri suçlayamaz. Dünyanın en gelişmiş, mükemmel kalibre edilmiş matbaasında baskı yapsanız bile, kötü oluşturulmuş bir baskı öncesi dosyası kayıt felaketlerine yol açacaktır. Pek çok grafik tasarımcı endüstriyel ambalaj tasarımını tıpkı bir web sitesi için dijital grafik tasarlamak gibi ele alır. Baskının mekanik sınırlamalarını anlamadan üst üste binen yarı saydam efektler, inanılmaz derecede ince çok renkli konturlar ve küçük renkli tipografi kullanırlar. Tasarımcılar makineler için gerekli mikroskobik hata payını hesaba katmadıklarında, fiziksel dünyadan imkansız, mutlak sıfır toleranslı mükemmellik talep eden kırılgan bir dosya yaratmış olurlar.
Kayıt Kaymalarını Önlemek için Ustalık Düzeyinde Baskı Öncesi Taktikler
Artık baskı makinesinin mekanik gerçeklerini ve hangi standartlara göre çalıştığını belirlediğimize göre, odak noktası kesinlikle kontrol edebileceğiniz şeye kaymalıdır: baskı öncesi dosyası. Usta bir baskı öncesi mühendisi yalnızca baskı makinesinin mükemmel hizalamayı sağlamasını ummakla kalmaz; dijital dosyayı görsel kusurları göstermeden mekanik hataları fiziksel olarak absorbe edecek şekilde aktif olarak tasarlar. Bu savunmacı tasarım stratejisi büyük ölçüde iki temel tekniğe dayanır: Üst Baskı ve Bindirme.
100% Siyah Kural ve Üst Baskı Sırları
Ambalaj tasarımının mutlak altın kuralı, küçük gövde metinleri (tipik olarak 8-10 puntonun altındaki her şey), UPC barkodları, QR kodları ve ince ana hatlar dahil olmak üzere tüm önemli ince ayrıntıların renklendirilmesi gerektiğidir. 100% tek renkli Siyah (C:0, M:0, Y:0, K:100). Yalnızca tek bir mürekkep kanalı kullanarak, o öğenin basılmasından yalnızca bir fiziksel plakanın sorumlu olmasını sağlarsınız. Diğer klişelerin kayması önemli değildir; siyah metin, üst üste binen renklere dayanmadığı için net, keskin ve mükemmel okunaklı kalacaktır.
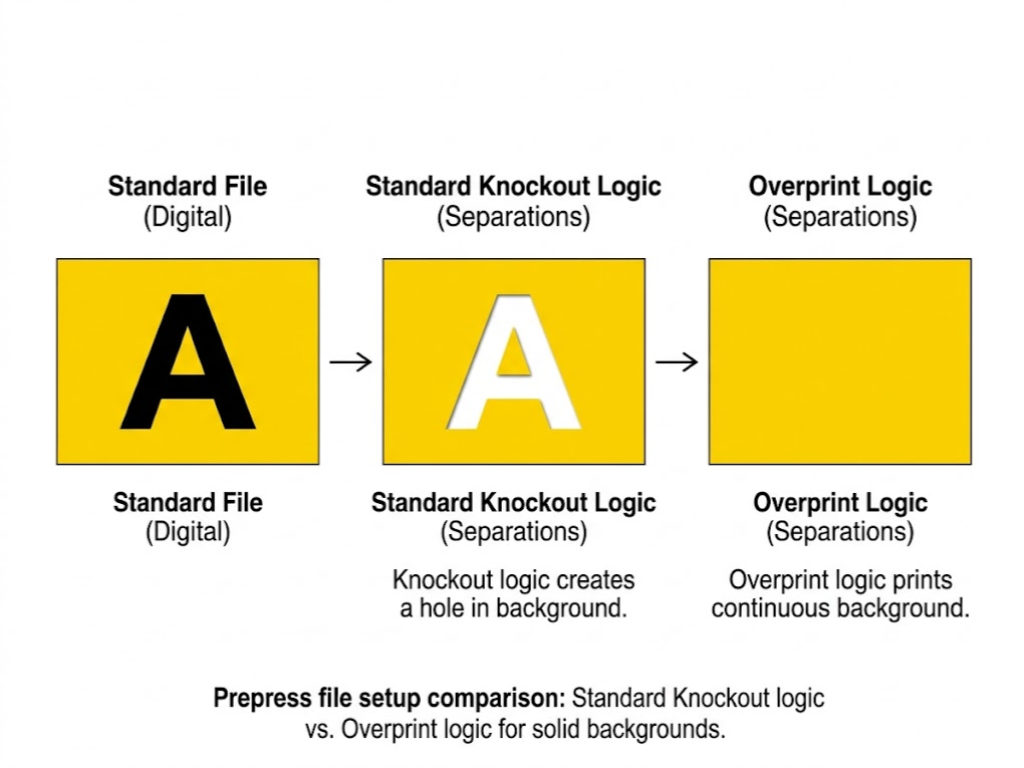
Ancak, sadece 100% Black atamak dosyanızı kurşun geçirmez hale getirmek için yeterli değildir. Şu kavramda ustalaşmalısınız Üst Baskı. Düz sarı bir arka planınız olduğunu ve bunun üzerine doğrudan 100% Siyah "A" harfini yerleştirdiğinizi düşünün. Varsayılan olarak, çoğu tasarım yazılımı (ve matbaadaki Raster Görüntü İşlemcisi veya RIP) "Knockout" adı verilen bir eylem gerçekleştirecektir. Yazılım, renk saflığını korumak için siyah mürekkebin doğrudan ham beyaz kağıda basılmasını sağlayarak sarı arka plan plakasından tam anlamıyla beyaz, basılmamış bir "A" şekli kesecektir.
Endüstriyel bir ortamda, nakavt son derece tehlikelidir. Siyah plaka çalışma sırasında sadece 0,1 mm kayarsa, sarı plakadaki deliği kaçıracak ve altındaki beyaz kağıdın göz kamaştırıcı bir şeridini ortaya çıkaracaktır. Bunu önlemek için yazılımınızın öznitelikler panelinde siyah metni seçmeli ve "Üst Baskı Dolgusu" kutu. Üst baskı, baskı makinesine düz sarı arka planı hiçbir delik olmadan tamamen basması talimatını verir. Flekso ve gravür gibi yüksek hızlı web baskı makineleri, yüksek verimli i̇stasyonlar arasi kurutucularsarı mürekkep bir sonraki istasyona ulaşmadan önce hızla kurutulur. Siyah mürekkep daha sonra zorla bir tamamen kurutulmuş sarı mürekkep katmanı (ıslak-kuru işlem). Siyah en koyu, en opak renk olduğu için sarıyı başarılı bir şekilde kapatır.
Tuzak Kurmada Ustalaşmak: Şokların ve Yayılmaların Mantığı
Ancak iki parlak renk bir araya geldiğinde ve ikisi de siyah olmadığında ne yaparsınız? Macenta üzerine camgöbeği basamazsınız, çünkü bu çirkin, koyu mor bir üst üste binme çizgisi oluşturur. İşte bu noktada son derece uzmanlaşmış Tuzak daha önce tartışılan korkunç beyaz boşlukları ortadan kaldırmak için kullanılır.
Bindirme, bitişik renklerin kasıtlı olarak mikroskobik şekilde üst üste bindirilmesidir. Bunu, bir terzinin iki kumaş parçasını birbirine dikerken fazladan birkaç milimetre kumaş dikiş payı bırakması gibi düşünün; böylece dikişin fiziksel baskı altında asla ayrılmaması sağlanır. Baskı öncesinde, bir rengi yapay olarak komşu rengin alanına doğru hafifçe genişletiriz.
En önemlisi, tuzak miktarınız baskı sürecinin fiziksel toleransına uygun olmalıdır. Evrensel bir tuzak ayarı kullanamazsınız. Ofset Litografi ile baskı yapıyorsanız, 0,08 mm ila 0,10 mm'lik minimum bir tuzak tamamen yeterlidir. Ancak, oluklu Flekso için tasarım yapıyorsanız, 0,1 mm'lik bir tuzak uygulamak işe yaramaz. Plakalar yine de ayrılacak ve beyazı açığa çıkaracaktır. Flekso ve yüksek oranda uzayabilen malzemeler için bir agresif yakalama stratejisiBaskı kapasitesine bağlı olarak tuzak değerlerinizi 0,3 mm, 0,4 mm veya hatta 0,5 mm olarak ayarlayın.
Yayılma (Genişleme)
Koyu mavi bir arka plan üzerinde açık sarı bir yıldızınız varsa, bir yayma uygularsınız. Sarı yıldız, hesapladığınız tuzak değeri kadar hafifçe büyütülür (dışa doğru yayılır), böylece kenarları koyu mavi arka planın sınırının hemen altına gizlenir.
Choke (Müteahhitlik)
Açık sarı bir arka plan üzerinde koyu mavi bir yıldızınız varsa, bir boğulma uygularsınız. Sarı arka plan içe doğru büzülmeye (yıldızı boğmaya) zorlanır ve koyu mavi yıldızın kenarlarının altına sıkışır.
Kurşun Geçirmez Dosyalar için Uçuş Öncesi Nihai Kontrol Listesi
Teorik bilgiler katı operasyonel protokollere dönüştürülmelidir. Herhangi bir dijital dosya klişe yapım departmanına gönderilmeden önce, titiz bir uçuş öncesi denetimden geçmelidir. Bu kontrol listesinin uygulanması, özellikle yüksek riskli esnek ambalaj ve etiket baskı sektörlerinde hatalı kayıt redlerini büyük ölçüde azaltacaktır.
İnce Elemanlar için 100% K'yi doğrulayın
Tüm barkodların, QR kodlarının, yasal uyarıların ve 8 punto altındaki tipografinin kesinlikle Camgöbeği, Macenta veya Sarı içermediğini onaylayın. Ayrımlar önizlemesinde kesinlikle C:0 M:0 Y:0 K:100 olarak okunmalıdırlar.
Üst Baskı Kurallarını Uygula
"Üst Baskı Dolgusu" ve "Üst Baskı Konturu" özelliklerinin tüm 100% siyah metinleri ve renkli arka planların üzerine oturan ince siyah konturlar için aktif olarak işaretlendiğinden emin olun.
Tescil Markalarının Kesin Tanımı
İşaretler gerçek "Kayıt Rengi" kullanılarak renklendirilmelidir (100% düz mürekkep çıktısı her bir aktif plakaCMYK, tüm Pantone spot renkleri ve opak beyaz taban katmanları dahil), sadece CMYK değil.
Tuzak Değerlerini Toleranslarla Eşleştirme
Tuzak değerlerini asla tahmin etmeyin. Baskı tesisinizle doğrudan iletişim kurun. Flexo baskı yapıyorsanız, makinenin fiziksel gerçeklerine uyum sağlamak için tuzaklarınızın agresif bir şekilde ayarlandığından (0,3 mm+) emin olun.
Birden Fazla Renkte Ters Yazıyı Küçültme
Koyu bir arka plandan beyaz metin çıkarıyorsanız, arka planın yalnızca bir veya iki düz renkten oluştuğundan emin olun. Küçük beyaz metni 4 renkli zengin siyah bir arka plandan tersine çevirmek, okunaksız, renk saçaklı metin için garantili bir reçetedir.
Dosyayı Suçlamayı Ne Zaman Bırakmalı: Ekipman Yükseltmeleri için İş Gerekçesi Oluşturma
Her üretim operasyonunda kritik bir dönüm noktası vardır. Bir baskı öncesi yöneticisi veya üretim şefi olarak işinizi kusursuz bir şekilde yaptınız. Tasarım ajansınızı denetlediniz. Uçuş öncesi kontrol listesini sıkı bir şekilde uyguladınız. Dijital dosyalarınız kurşun geçirmez; ancak fabrika katınız hala reddedilmiş, yanlış kaydedilmiş ambalaj malzemesi paletleri üretiyor ve şirketinizin kar marjlarını her ay kurutuyor.
Bu, teknik sorun gidericiden şirket içi şampiyona geçiş yapmanız gereken andır. Yazılım ve dosya hazırlama artık sorun olmadığında, donanım mekanik arızasının acı gerçeğiyle yüzleşmeli ve bunu yönetim ekibinize kanıtlamalısınız. Yıpranmış baskı silindirleri, aşırı boşluklu bozulmuş dişli takımları ve arkaik manuel gergi sistemleri modern, yüksek hızlı çok renkli baskı için gereken hassasiyeti sağlayamaz. Daha iyi Adobe Illustrator dosyaları ile mekanik olarak tehlikede olan bir baskı makinesini düzeltemezsiniz.
Operasyonunuz, karlılığınızı azaltan kontrol edilemeyen kayıt değişimlerinden muzdaripse, üretim hattınızı modernize edilmiş, otomatikleştirilmiş çözümlerle temelden güvence altına almanın zamanı gelmiştir. KETE mekanik değişkenleri ortadan kaldırmak için özel olarak tasarlanmış dünya standartlarında flekso, rotogravür ve etiket baskı makineleri sunar. KETE baskı makineleri, 30 yılı aşkın üretim mükemmelliği ve sıkı ISO 9001 kalite sistemleri temeli üzerine inşa edilmiş olup, ağır hizmet tipi CNC ile işlenmiş çerçeveler, uluslararası markalı hassas servo motorlar ve 500 m / dk'ya kadar hızlarda en zorlu, esnek esnek filmlerde bile sıkı toleransları koruyan otomatik kayıt sistemleri kullanır.
Mevcut presiniz işinizi engelliyor mu? Teknik ekibimizin üretim darboğazlarınızı teşhis etmesine izin verin.
