Definizione e fisica della registrazione di stampa
La produzione industriale non funziona come una stampante desktop da ufficio. La stampa commerciale ad alto volume, come la flessografia o la rotocalco, si basa sulla separazione dei colori. L'opera d'arte digitale viene scomposta in canali di colore primari indipendenti: Ciano, Magenta, Giallo e Chiave (Nero), universalmente noti come CMYK.
Per ogni colore viene prodotta una lastra di stampa fisica o un cilindro metallico. Mentre il substrato viaggia ad alta velocità attraverso l'enorme macchina da stampa, passa attraverso stazioni di colore separate e sequenziali dove viene applicato ogni specifico strato di inchiostro.
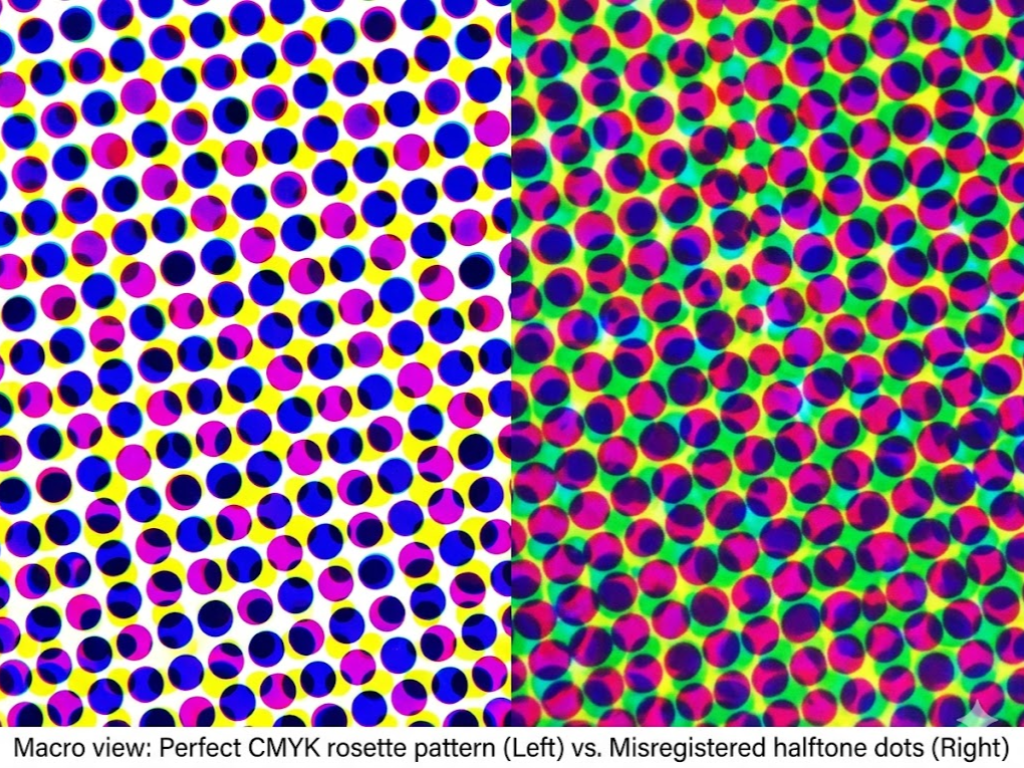
Registrazione di stampa (spesso indicato semplicemente come registrazione in stampa) è l'esatto allineamento fisico di queste distinte lastre di colore mentre colpiscono il substrato in movimento. Quando sono meccanicamente perfetti, i microscopici punti di mezzatinta di CMYK si sovrappongono in una precisa formazione geometrica nota come motivo a rosetta, creando l'illusione ottica di colori solidi e continui.
Tuttavia, se un singolo cilindro è disallineato di una frazione di millimetro o il substrato si sposta in modo infinitesimale, questa illusione ottica va in frantumi. I punti dei mezzitoni non si allineano più correttamente. Mantenere la precisione assoluta su più impatti ad alta velocità è una sfida ingegneristica non indifferente. La perfetta registrazione non è solo una questione di orgoglio estetico: è la linea di base fondamentale che separa gli imballaggi di marca di qualità superiore, pronti per lo scaffale, dai costosi materiali di scarto.
Standard di settore: Tolleranze di registrazione tra i vari metodi di stampa
Prima di affrontare la soluzione del problema, dobbiamo stabilire una base di realtà fisica. Per evitare aspettative irrealistiche e inutili e aspre controversie tra acquirenti di imballaggi, agenzie di design e produttori, è assolutamente necessario comprendere i limiti oggettivi e meccanici delle diverse tecnologie di stampa. Non si può pretendere la precisione microscopica della stampa offset commerciale di alto livello da una macchina flessografica per cartone ondulato che funziona alla massima velocità. La comunità internazionale della stampa, guidata da specifiche come gli standard ISO 12647, riconosce che un certo grado di spostamento meccanico è un fatto fisico inevitabile.
| Processo di stampa | Tolleranza tipica (spostamento) | Applicazioni comuni | Livello di rischio e caratteristiche meccaniche |
|---|---|---|---|
| Litografia offset | 0,05 mm - 0,10 mm | Cartoni pieghevoli, etichette di carta di alta gamma, scatole per cosmetici di lusso. | Molto basso: Utilizza lastre rigide di alluminio e substrati di carta altamente stabili. Eccellente per dettagli estremamente fini e tipografia nitida. |
| Rotocalco (rotocalco) | 0,10 mm - 0,15 mm | Imballaggi flessibili per grandi volumi, buste stand-up, maniche termoretraibili. | Basso: Utilizza cilindri metallici pieni incisi al laser. Nonostante la lavorazione di film plastici altamente estensibili a velocità enormi, la rotocalcografia offre una registrazione incredibilmente stabile per le grandi tirature B2B per lunghi periodi. |
| Flessografia (Flexo) | 0,20 mm - 0,50 mm | Scatole di spedizione in cartone ondulato, sacchi di carta, sacchi intrecciati, etichette standard. | Da moderata a elevata: Utilizza lastre di resina fotopolimerica flessibile che si comprimono sotto pressione fisica. Spesso stampa su materiali ruvidi o altamente estensibili. Richiede un'eccellente attrezzatura moderna per stringere le tolleranze. |
| Stampa digitale | < 0,05 mm | Imballaggi personalizzati a bassa tiratura, etichette prototipo, dati variabili. | Praticamente zero: Non utilizza lastre fisiche separate per colore nel senso tradizionale del termine. Tuttavia, è un metodo proibitivo dal punto di vista dei costi e troppo lento per le grandi produzioni industriali. |
La comprensione di questa matrice è fondamentale per i responsabili degli acquisti e gli acquirenti di stampa. Se state acquistando buste di plastica flessibile per un grande marchio internazionale di snack, la rotocalcografia è lo standard del settore per combinare alti volumi e registro stretto. Tuttavia, se state stampando cartoni di spedizione ondulati con la flessografia, dovete istruire il vostro team di prestampa a evitare elementi di design fragili, riconoscendo pienamente che uno spostamento da 0,3 mm a 0,5 mm è una realtà fisica standard del processo, non necessariamente un difetto della macchina o un errore dell'operatore.
Cause principali: Limiti meccanici e negligenza del file
Quando il materiale di imballaggio, del valore di migliaia di dollari, esce dalla macchina da stampa con gravi errori di registrazione che superano le tolleranze accettabili sopra descritte, si verifica inevitabilmente una situazione di tensione. L'agenzia di design del marchio punta il dito contro la tipografia e quest'ultima incolpa il file digitale. È necessario rispondere alla domanda cruciale: "Chi è il responsabile ultimo di questo scarto?". La realtà è che gli spostamenti di registro hanno origine in due ambiti completamente diversi: le implacabili leggi della meccanica fisica in fabbrica e la negligenza tecnica nell'ambiente di prestampa digitale.
Variabili della stampa e del substrato (La realtà fisica)
La stampa industriale è un processo di produzione pesante, caratterizzato da variabili fisiche dinamiche. La variabile più imprevedibile è il substrato stesso. I materiali si comportano in modo diverso quando sono sottoposti a una tensione estrema della bobina, alla forte pressione fisica dei cilindri di stampa e al calore intenso dei tunnel di essiccazione tra le stazioni. Ad esempio, la carta si comporta come una spugna: può assorbire l'umidità degli inchiostri a base d'acqua ed espandersi, oppure perdere umidità in un essiccatore ad aria calda e restringersi. I film per imballaggi flessibili, come il polietilene (PE) o il polipropilene a orientamento biassiale (BOPP), sono intrinsecamente elastici.
Se un nastro stampato di film plastico estensibile si allunga di soli 0,5 millimetri tra la stazione del colore ciano e quella del colore nero, una registrazione errata è una certezza fisica, indipendentemente dalla perfezione del file di grafica. Inoltre, le vibrazioni meccaniche dovute a sistemi di ingranaggi vecchi e usurati, o lievi imprecisioni nel montaggio manuale delle lastre fotopolimeriche sui cilindri, introducono ulteriori deviazioni fisiche nel processo.
È proprio qui che il calibro ingegneristico dell'apparecchiatura di stampa determina il limite massimo della qualità di stampa. Per combattere con successo queste forze fisiche estreme, la produzione moderna si affida a macchinari di qualità superiore. Ad esempio, le avanzate macchine da stampa flessografiche e rotocalco progettate da KETE utilizzano solidi e robusti telai lavorati a CNC che eliminano praticamente le microscopiche vibrazioni meccaniche. Inoltre, sono dotati di sistemi di controllo della tensione del nastro ad anello chiuso all'avanguardia e di azionamenti di precisione per servomotori. Questi sistemi sofisticati monitorano e microregolano continuamente la tensione della pellicola o della carta a velocità fino a 500 m/min, neutralizzando attivamente l'allungamento del materiale e applicando matematicamente tolleranze di registrazione strette che le vecchie apparecchiature a ingranaggi non possono fisicamente raggiungere.
Vulnerabilità della prestampa e della progettazione (The Digital Blueprint)
Tuttavia, il direttore di una fabbrica non può incolpare costantemente i macchinari se il progetto architettonico - il file digitale - è fondamentalmente difettoso. Anche se si stampa con la macchina da stampa più avanzata e perfettamente calibrata del mondo, un file di prestampa mal costruito può causare disastri di registrazione. Molti grafici trattano il design del packaging industriale esattamente come la progettazione di una grafica digitale per un sito web. Utilizzano effetti traslucidi sovrapposti, tratti multicolori incredibilmente sottili e minuscoli caratteri tipografici colorati senza comprendere i limiti meccanici della macchina da stampa. Quando i designer non riescono a prevedere il microscopico margine di errore necessario per i macchinari, creano un file fragile che esige dal mondo fisico una perfezione impossibile, a tolleranza zero.
Tattiche di pre-stampa di livello master per prevenire gli spostamenti di registrazione
Ora che abbiamo stabilito le realtà meccaniche della macchina da stampa e gli standard di funzionamento, l'attenzione deve spostarsi su ciò che si può assolutamente controllare: il file di prestampa. Un maestro della prestampa non si limita a sperare che la macchina da stampa mantenga un allineamento perfetto, ma progetta attivamente il file digitale in modo che assorba fisicamente gli errori meccanici senza mostrare difetti visivi. Questa strategia di progettazione difensiva si basa su due tecniche fondamentali: Sovrastampa e Trapping.
La regola nera 100% e i segreti della sovrastampa
La regola d'oro assoluta del design degli imballaggi è che tutti i dettagli essenziali, compresi i piccoli testi del corpo (tipicamente tutto ciò che è inferiore a 8-10 punti), i codici a barre UPC, i codici QR e i contorni sottili, devono essere colorati usando 100% nero monocolore (C:0, M:0, Y:0, K:100). Utilizzando un solo canale di inchiostro, si garantisce che solo una lastra fisica sia responsabile della stampa di quell'elemento. Se le altre lastre si spostano, non importa; il testo nero rimarrà nitido e perfettamente leggibile perché non si basa sulla sovrapposizione dei colori.
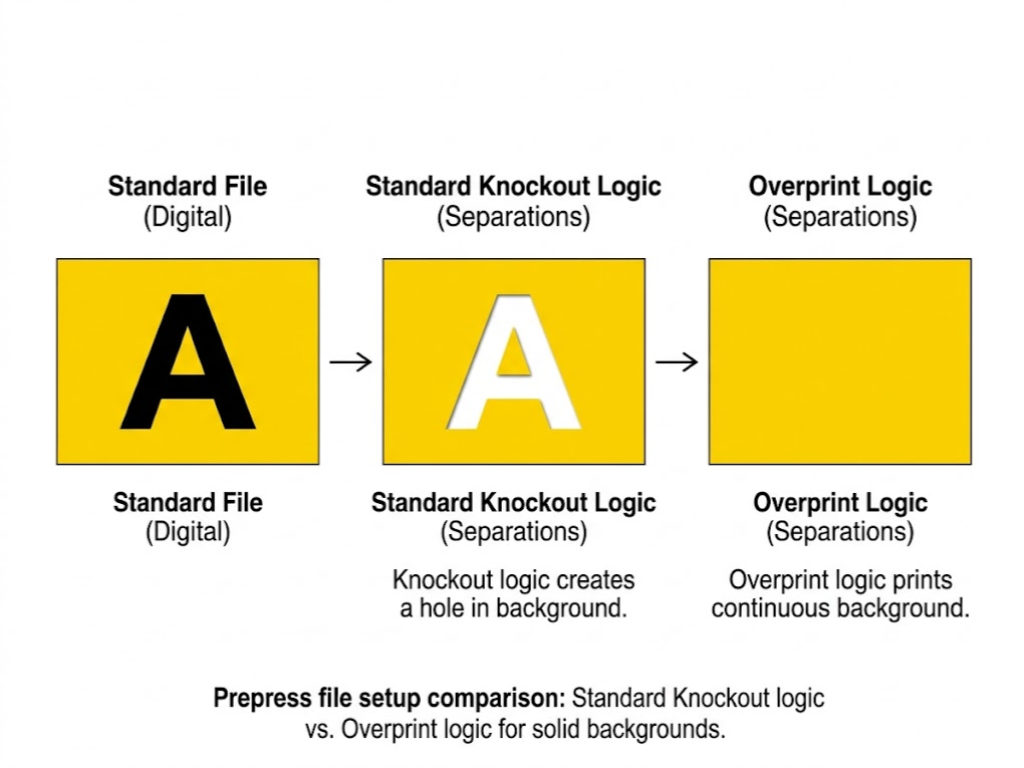
Tuttavia, la semplice assegnazione di 100% Black non è sufficiente per rendere il vostro file a prova di bomba. È necessario padroneggiare il concetto di Sovrastampa. Immaginate di avere uno sfondo giallo pieno e di posizionare una lettera "A" nera 100% direttamente su di esso. Per impostazione predefinita, la maggior parte dei software di progettazione (e il Raster Image Processor, o RIP, della tipografia) esegue un'azione chiamata "Knockout". Il software ritaglia letteralmente una forma di "A" bianca non stampata dalla lastra di sfondo gialla, assicurando che l'inchiostro nero venga stampato direttamente sulla carta bianca grezza per mantenere la purezza del colore.
In un ambiente industriale, un'interruzione è molto pericolosa. Se la lastra nera si sposta di appena 0,1 mm durante la tiratura, non si accorgerà del foro di eliminazione nella lastra gialla, esponendo una striscia di carta bianca sottostante. Per evitare questo inconveniente, è necessario selezionare il testo nero nel pannello degli attributi del software e selezionare esplicitamente l'opzione "Riempimento in sovrastampa" box. La sovrastampa indica alla macchina da stampa di stampare completamente lo sfondo giallo pieno, senza buchi. Poiché le macchine da stampa a bobina ad alta velocità come la flessografia e la rotocalcografia utilizzano essiccatori interstazioneL'inchiostro giallo viene rapidamente asciugato prima di raggiungere la stazione successiva. L'inchiostro nero viene quindi impresso con forza su una completamente essiccato strato di inchiostro giallo (un processo bagnato su asciutto). Poiché il nero è il colore più scuro e opaco, riesce a coprire il giallo.
Padroneggiare la trappola: La logica di Chokes e Spreads
Ma cosa fare quando due colori brillanti si incontrano e nessuno dei due è nero? Non si può semplicemente sovrastampare il ciano sul magenta, perché si creerebbe una brutta linea di sovrapposizione viola scuro. È qui che entra in gioco l'arte altamente specializzata del Trappola viene utilizzato per eliminare i temuti spazi vuoti bianchi di cui si è parlato in precedenza.
Il trapping è la sovrapposizione deliberata e microscopica di colori adiacenti. È come se un sarto lasciasse qualche millimetro in più di margine di cucitura quando cuce insieme due pezzi di stoffa, assicurandosi che la cucitura non si stacchi mai sotto sforzo fisico. In fase di prestampa, espandiamo artificialmente un colore nel territorio del colore vicino.
La quantità di trappola deve corrispondere alla tolleranza fisica del processo di stampa. Non è possibile utilizzare un'impostazione universale della trappola. Se si stampa in litografia offset, una trappola minima di 0,08 mm - 0,10 mm è perfettamente sufficiente. Tuttavia, se si sta progettando per la flessografia ondulata, l'applicazione di una trappola di 0,1 mm è inutile. Le lastre si staccheranno comunque ed esporranno il bianco. Per la flessografia e per i materiali altamente estensibili, è necessario utilizzare una trappola di 0,1 mm. strategia di cattura aggressivaimpostare i valori della trappola a 0,3 mm, 0,4 mm o addirittura 0,5 mm, a seconda delle capacità della macchina da stampa.
Diffusione (espansione)
Se si ha una stella gialla chiara su uno sfondo blu scuro, si applica uno spread. La stella gialla viene leggermente ingrandita (allargata verso l'esterno) dal valore calcolato per la trappola, in modo che i suoi bordi si insinuino appena sotto il bordo dello sfondo blu scuro.
Strozzatura (Contrattualistica)
Se si ha una stella blu scuro su uno sfondo giallo chiaro, si applica una strozzatura. Lo sfondo giallo è costretto a contrarsi verso l'interno (strozzando la stella), comprimendo i bordi della stella blu scuro.
La lista di controllo pre-volo definitiva per file a prova di proiettile
Le conoscenze teoriche devono essere convertite in rigorosi protocolli operativi. Prima che qualsiasi file digitale venga inviato al reparto di produzione delle lastre, deve superare una rigorosa ispezione pre-volo. L'implementazione di questa lista di controllo ridurrà drasticamente gli scarti di registrazione errati, in particolare nei settori ad alto rischio dell'imballaggio flessibile e della stampa di etichette.
Verifica 100% K per elementi fini
Confermate che tutti i codici a barre, i codici QR, le avvertenze legali e la tipografia sotto gli 8 punti non contengono assolutamente ciano, magenta o giallo. Devono essere letti rigorosamente come C:0 M:0 Y:0 K:100 nell'anteprima di separazione.
Applicare le regole di sovrastampa
Assicurarsi che gli attributi "Riempimento sovrastampa" e "Tratto sovrastampa" siano attivamente controllati per tutto il testo nero 100% e i tratti neri sottili di contorno che si trovano su sfondi colorati.
Definizione rigorosa dei marchi di registrazione
I segni devono essere colorati utilizzando un vero e proprio "colore di registrazione" (producendo l'inchiostro solido 100% su ogni singola piastra attiva, compresi CMYK, tutte le tinte piatte Pantone e i livelli di base bianchi opachi), non solo CMYK.
Abbinare i valori delle trappole alle tolleranze
Non indovinate mai i valori delle trappole. Comunicate direttamente con il vostro stabilimento di stampa. Assicurarsi che se si stampa in flessografia, le trappole siano impostate in modo aggressivo (0,3 mm+) per adattarsi alle realtà fisiche della macchina.
Riduci al minimo il tipo inverso su più colori
Se si deve togliere del testo bianco da uno sfondo scuro, assicurarsi che lo sfondo sia composto solo da uno o due colori solidi. Invertire un piccolo testo bianco da uno sfondo nero ricco di 4 colori è una ricetta garantita per ottenere un testo illeggibile e sfrangiato.
Quando smettere di dare la colpa al file: costruire il business case per l'aggiornamento delle apparecchiature
In ogni operazione di produzione arriva un punto di svolta critico. In qualità di responsabile della prestampa o di supervisore della produzione, avete svolto il vostro lavoro in modo impeccabile. Avete controllato la vostra agenzia di design. Avete applicato rigorosamente la lista di controllo pre-volo. I vostri file digitali sono a prova di bomba, eppure il vostro stabilimento continua a generare pallet di materiale da imballaggio scartato e non registrato correttamente, prosciugando i margini di profitto della vostra azienda ogni singolo mese.
Questo è il momento in cui dovete passare da un tecnico che risolve i problemi a un campione interno. Quando il software e la preparazione dei file non sono più un problema, dovete affrontare la dura verità del guasto meccanico dell'hardware e dovete dimostrarlo al vostro team di gestione. Cilindri di stampa usurati, treni di ingranaggi degradati con gioco eccessivo e sistemi di tensione manuale arcaici non sono in grado di garantire la precisione richiesta dalla moderna stampa multicolore ad alta velocità. Non è possibile riparare una macchina da stampa meccanicamente compromessa con migliori file di Adobe Illustrator.
Se la vostra attività è afflitta da turni di registrazione incontrollabili che intaccano la vostra redditività, è giunto il momento di mettere in sicurezza la vostra linea di produzione con soluzioni modernizzate e automatizzate. KETE offre macchinari per la stampa flessografica, rotocalco ed etichette di livello mondiale, progettati appositamente per eliminare le variabili meccaniche. Costruite su una base di oltre 30 anni di eccellenza produttiva e di rigorosi sistemi di qualità ISO 9001, le macchine da stampa KETE utilizzano telai lavorati a CNC per impieghi gravosi, servomotori di precisione di marca internazionale e sistemi di registro automatizzati che mantengono tolleranze strette anche sui film flessibili più esigenti ed estensibili a velocità fino a 500 m/min.
La vostra attuale macchina da stampa sta frenando la vostra attività? Lasciate che il nostro team di tecnici diagnostichi i vostri colli di bottiglia produttivi.
