Decoding Flexographic Printing in Modern Packaging
Flexography is the undisputed workhorse of the modern packaging industry, responsible for producing nearly 70% of the printed goods on supermarket shelves. At its core, flexographic printing (often simply called flexo) is a high-speed, web-fed rotary printing process that utilizes flexible photopolymer relief plates and fast-drying liquid inks to transfer images onto a vast array of substrates.
To conceptualize the mechanics without complex engineering jargon, imagine a highly sophisticated, precision-machined rubber stamp continuously spinning at hundreds of meters per minute.
For B2B packaging buyers, production directors, and brand owners, understanding what is flexographic printing used for goes far beyond academic curiosity—it is a critical commercial necessity. The decision to leverage this specific technology fundamentally dictates your unit costs, your speed to market, and your material versatility. This comprehensive guide decodes the scientific principles, the financial implications, and the real-world applications of the modern flexographic printing process.

The Real-World Advantages and Disadvantages of Flexography
Every industrial printing technology represents a physical and economic compromise. Before diving into the mechanical depths of the pressroom, here is a pragmatic, executive-level breakdown of where flexography dominates the production floor, and where it faces rigid physical limitations.
The Advantages
- Unmatched Production Speeds: Once a job is registered and running, flexographic technology is a sheer volume powerhouse. Industrial presses routinely maintain continuous web speeds between 300 to over 500 meters per minute, making short work of massive commercial orders.
- In-Line Finishing Capabilities: Because flexo utilizes a continuous web of material (rather than individual sheets), it allows for extraordinary “in-line” architecture. A substrate can be printed, coated with protective UV varnish, cold foiled, laminated, and die-cut in a single, uninterrupted pass. This collapses multi-day production cycles into minutes.
- Extreme Substrate Versatility: Thanks to its flexible elastomer plates and highly adaptable liquid ink systems, flexo can effortlessly print on highly irregular, abrasive, or non-porous surfaces that would instantly destroy a traditional offset blanket.
- Eco-Friendly Formulations: The flexographic process is uniquely optimized for water-based ink systems. This enables packaging converters to meet strict global ESG (Environmental, Social, and Governance) standards, achieve zero-VOC emission factory environments, and maintain strict FDA compliance for direct food-contact packaging.
The Limitations
- High Initial Setup Costs: The creation of customized photopolymer plates for every single color channel represents a significant upfront capital expenditure. This makes flexography economically unviable for extreme short runs, prototyping, or highly variable data printing.
- Tonal Limitations (Highlight Drop-off): Due to the physical pressure required to transfer ink from a raised surface, reproducing extremely soft, smooth gradients that fade completely to zero is mechanically challenging. Traditional flexo struggles to hold 1% to 3% extreme highlight dots, occasionally resulting in a visible “hard edge” or break in gradient designs.
- Changeover Downtime: Changing the physical plates, meticulously cleaning the ink chambers, and swapping anilox rollers between distinct jobs requires skilled labor and significant press downtime compared to the instantaneous digital switchover of an inkjet system.
How the Flexographic Printing Process Works
To truly appreciate the efficiency of this technology, we must break down its operating mechanics. The printing process operates in two distinct, highly engineered phases: the precise preparation of the image carrier, and the physical transfer of the fluid ink.
Phase 1: Platemaking and Mounting
The journey of a flexo print job begins long before the web starts moving. Flexography requires a physical master—the printing plate. Today, these are highly engineered photopolymer relief plates, crafted to microscopic tolerances.
Digital Imaging (CTP)
During the Computer-to-Plate process, a high-power laser ablates a carbon mask on the photopolymer material, exposing the exact areas where the image should be.
Thermal Plate Processing
The plate is exposed to intense UV light to harden the polymer. Modern facilities utilize heat to wick away unexposed polymer, eliminating solvent drying times and producing robust “flat-top dots” capable of 150+ LPI.
Precision Mounting
Plates are mounted onto steel cylinders using specialized stickyback tapes and micro-camera registration systems. Even a fraction of a millimeter of misalignment will result in blurry packaging.
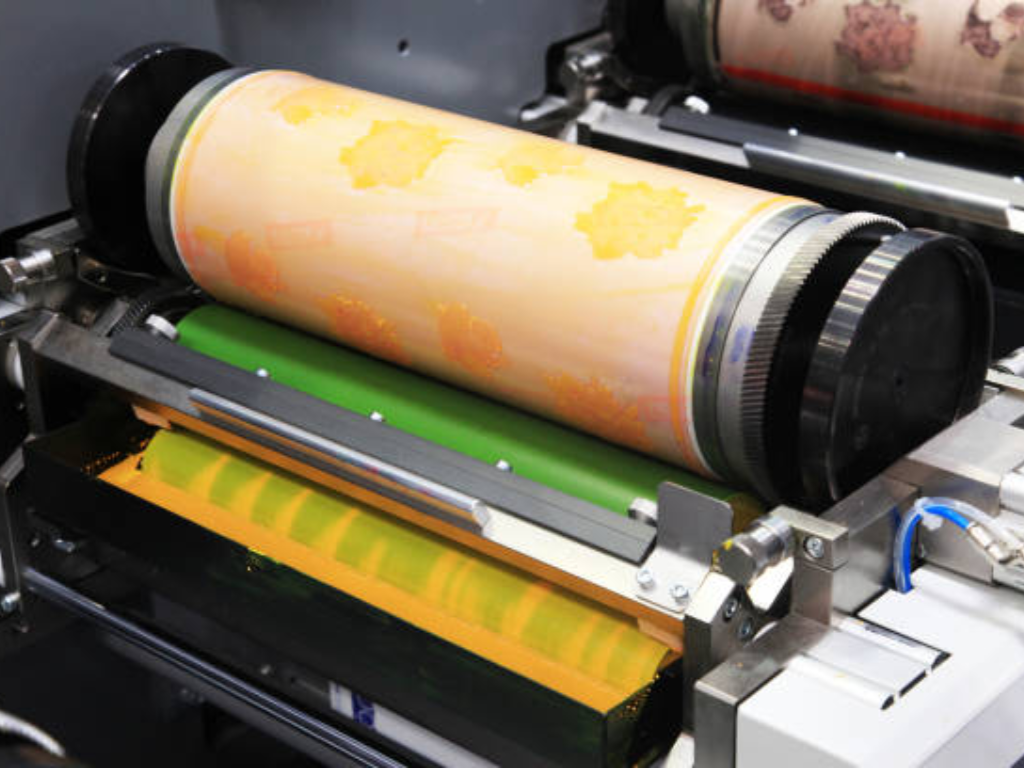
Phase 2: The Rotary Ink Transfer Mechanics
With the plates accurately mounted, the heart of the printing process takes place at the print deck, utilizing a synchronized four-roller system to deliver a mathematically precise layer of ink.
The Ink Chamber & Doctor Blade
Low-viscosity liquid ink is pumped into an enclosed chamber. A precisely machined steel or plastic doctor blade rests against the anilox roller, continuously shearing away excess fluid.
The Anilox Roller
(The Metering Heart)
A ceramic-coated steel cylinder engraved with millions of microscopic Micro-cells. The exact volume of ink these cells hold is measured in BCM. The doctor blade ensures ink solely remains inside these cells.
The Plate Cylinder
Rotating synchronously against the anilox, the raised 3D relief of the photopolymer plate dips into the micro-cells, picking up a perfectly metered, uniform film of wet ink.
The Impression Cylinder
(The Transfer)
The substrate web passes between the inked plate and a smooth steel cylinder. Operators rely on the “Kiss Impression”—if the pressure is too high, ink squashes out, destroying clarity.
Flexographic Inks and Substrates: Why It Prints on Almost Anything
The sheer versatility of flexography is largely driven by its unique ink chemistry. Flexo inks possess a very low viscosity—they flow almost like water. This is a non-negotiable requirement because the ink must instantly fill the microscopic anilox cells, transfer to the polymer plate, and dry onto the fast-moving substrate within a fraction of a second before reaching the next color station.
The technology relies on three primary industrial formulations:
- Water-Based Inks: Environmentally friendly and zero-VOC, making them the absolute industry standard for porous corrugated boards, paper bags, and direct food-contact packaging.
- Solvent-Based Inks: Fast-evaporating formulations excellent for non-porous plastic films heavily utilized in flexible snack pouches and shrink sleeves.
- UV/LED Curable Inks: These high-tech inks remain entirely liquid until instantly polymerized by concentrated UV light. They provide ultimate chemical resistance, high gloss, and unparalleled resolution for premium labels and pharmaceutical packaging.
Because of this deep chemical diversity, the flexographic process can conquer highly irregular surfaces. However, applying liquid ink to such a vast spectrum of materials requires specific chemical and mechanical adaptations. For instance, non-porous plastic films (like PE or BOPP) must undergo Corona Treatment before printing. This high-voltage electrical discharge microscopically oxidizes the smooth plastic, raising its surface energy (measured in Dyne level) so the liquid ink can permanently anchor rather than beading up and rolling off.
The Process-to-Substrate Matrix
It is a dangerous misconception that a single flexographic machine can effortlessly transition from printing thick cardboard boxes to ultra-thin stretchable plastics. To maintain process stability, the industry has evolved specific hardware architectures optimized for different physical materials. Here is the objective industrial baseline:
| Target Substrate | Material Characteristics | Ideal Ink Chemistry | Required Physical Architecture |
|---|---|---|---|
| Corrugated Boards & Folding Cartons | Highly porous, thick, rigid, abrasive | Water-Based | Inline Architecture: Features a straight, horizontal web path specifically designed to transport heavy, rigid materials without bending them around tight radii. |
| Flexible Packaging (PE/PP/PET Films) | Non-porous, ultra-thin, highly stretchable, heat sensitive | Solvent-Based or Water-Based | Central Impression (CI) Architecture: All color decks surround a single, massive central drum. This drum physically locks the stretchable film in place, maintaining flawless tension and color registration. |
| Pressure-Sensitive Labels | Narrow web, smooth surface, requires ultra-high definition | UV/LED Curable | Inline Architecture (Narrow Web): Allows for the easy integration of complex die-cutting, embossing, and cold foiling stations in a single pass. |
The Performance & TCO Matrix: Flexo vs Offset vs Digital
For the Chief Financial Officer or the strategic procurement director, the choice of printing technology is not merely about engineering elegance—it is about evaluating the Total Cost of Ownership (TCO). To make profitable, long-term decisions, we must analyze the “Break-Even Point” using real-world industrial data, alongside the physical resolution limits of each process.
Run Lengths and the Break-Even Point
The economic battleground between Digital, Offset, and Flexography is strictly dictated by the ratio of fixed upfront setup costs versus variable running costs. It is a mathematical balancing act.
Digital printing requires absolutely zero plates, meaning the first printed label costs exactly the same as the thousandth. However, digital ink and manufacturer “click charges” are notoriously expensive (often ranging from $0.02 to $0.15 per click depending on ink coverage). Flexography, conversely, requires a massive initial investment. Producing high-quality photopolymer plates can cost anywhere from $300 to $1,500+ per color channel depending on the dimensional size and HD dot technology utilized.
Yet, once the flexo press is registered and running at 400m/min, the variable cost of bulk fluid ink and substrate drops to pennies per square meter. Therefore, a strict Break-Even Point exists—typically sitting between 10,000 and 50,000 impressions (depending on the specific label or pouch dimensions). Once an order crosses this volume threshold, the unit cost of flexography plummets, making it drastically more profitable than digital technologies.
| Printing Technology | Initial Fixed Setup Cost | Cost Per Unit (High Vol) | Recommended Run Length |
|---|---|---|---|
| Digital Printing | Zero (No physical plates required) | High (Constant click charge: ~$0.02 – $0.15) | 1 to 10,000 units (Ideal for Micro/Short runs, variable data) |
| Offset Printing | Moderate (Aluminum plates: ~$20 – $50/color) | Low | 10,000 to 50,000 units (Ideal for high-end folding cartons) |
| Flexography | High (Resin plates: ~$300 – $1,500+/color) | Extremely Low (Fraction of a cent) | 50,000 to 1,000,000+ units (Ideal for mass continuous web) |
Quality and Print Resolution Limits
Finances aside, we must evaluate physical image resolution, measured in LPI (Lines Per Inch). Offset printing, utilizing ultra-smooth aluminum plates and a resilient rubber blanket transfer, has historically dominated the quality arena, effortlessly achieving fine resolutions of 175 to 200 LPI. If you are printing a luxury cosmetics box with intricate, photorealistic gradients on premium paperboard, offset remains the undisputed king.
Because flexography relies on soft, deformable polymer plates, attempting to print ultra-fine dots on rough, highly absorbent materials (like standard corrugated board) typically limits the resolution to a coarser 65 to 133 LPI. However, the technology has aggressively closed the gap. On smooth, high-tension web films using modern HD flat-top dot plates and finely engraved anilox rollers, flexo is now highly capable of hitting 150+ LPI, providing near-offset photographic quality for premium snack, beverage, and label packaging.
Surviving the Pressroom: Managing Dot Gain and Setup Variables
A frequent and costly pitfall for brands migrating their packaging designs to flexography is the stark realization that what looks flawless on a backlit monitor in the design studio can look muddy, dark, and oversaturated off the physical press. To survive commercial production, one must scientifically master the most notorious physical variable in the flexo pressroom: Dot Gain (Tonal Value Increase or TVI).
The Physics of Dot Gain
Dot gain is an unavoidable phenomenon rooted in fluid dynamics. Because the printing plate is made of a flexible polymer, it compresses slightly during the “kiss impression.” Imagine dipping your fingertip in water and pressing it against a glass table. The physical downward pressure forces the liquid to spread outward, creating a larger circle. The exact same microscopic event happens to the dots of ink.
Without Prepress Compensation
If a designer specifies a 50% halftone gray in the digital file, the physical pressure of the press might spread that ink dot, causing it to print as a 65% gray on the packaging. The mid-tones become heavily saturated, and fine shadows plug up completely.
The Cutback Curve (RIP)
Master prepress engineers apply a mathematical compensation profile. They deliberately shrink the 50% dot down to 35% on the physical plate. When the mechanical press pressure is applied, the dot spreads perfectly back to the desired 50% visual target.
Mastering these variables—calibrating curves for different substrates, from highly absorbent kraft paper to totally non-absorbent metalized PET—is what separates amateur print shops from world-class operations.
The Future of Flexo & De-Risking Your Equipment Investment
Flexographic printing is undergoing a massive, continuous evolution. The integration of servo-driven automation, in-line 100% defect inspection cameras, automated register control, and advanced zero-VOC water-based inks ensures that flexo will remain the unshakable backbone of the global packaging supply chain for decades to come.
However, understanding the scientific theory and economic advantages of flexography is only the first step. For manufacturing facilities, packaging converters, and global distributors looking to scale their operations or upgrade their technology, theory must seamlessly translate into reliable, high-speed daily production.
The harsh reality of the industrial world is that the best technological specifications on paper mean absolutely nothing if the physical machine cannot smoothly process your specific substrate on your factory floor.
Investing in heavy packaging machinery across international borders carries inherent risks: material incompatibility, tension control failures, and catastrophic production downtime. This is precisely where manufacturing pedigree becomes your ultimate insurance policy. Relying on a deep manufacturing foundation of 15 specialized factories and rigorous ISO9001/CE quality systems, KETE executes an uncompromising engineering and quality control protocol to permanently de-risk your investment.
Before any flagship CI or Inline flexo press leaves the KETE facility, it undergoes a mandatory, full-scale Factory Acceptance Test (FAT). Crucially, this testing is conducted using your exact custom materials—whether it is highly stretchable PE film, delicate non-wovens, or heavy aluminum foil. By physically proving the 500m/min high-speed performance and precise multi-color registration on your actual substrates, and backing it with global on-site installation and 7×24 technical support across 80+ countries, the technological risk is completely neutralized.
Ready to bridge the gap from theory to high-speed production?
Discover exactly how your custom packaging materials perform at industrial speeds. Contact the KETE engineering team today for a tailored press architecture configuration and a comprehensive, free material trial.
Request Your Custom Solution & Free Trial