Giải mã công nghệ in flexo trong ngành bao bì hiện đại
In flexo là công nghệ chủ lực không thể phủ nhận của ngành công nghiệp bao bì hiện đại, đóng vai trò sản xuất gần 70% sản phẩm in trên các kệ hàng siêu thị. Về bản chất, In flexo (thường được gọi tắt là flexo) là một quy trình in quay tốc độ cao, sử dụng cuộn giấy làm nguyên liệu, kết hợp với các tấm in nổi bằng photopolymer dẻo và mực lỏng khô nhanh để chuyển hình ảnh lên nhiều loại vật liệu in khác nhau.
Để hình dung cơ chế hoạt động mà không cần dùng đến những thuật ngữ kỹ thuật phức tạp, hãy tưởng tượng một con dấu cao su được gia công chính xác và cực kỳ tinh vi, liên tục quay với tốc độ hàng trăm mét mỗi phút.
Đối với các nhà mua sắm bao bì B2B, giám đốc sản xuất và chủ sở hữu thương hiệu, việc hiểu rõ ứng dụng của in flexo không chỉ dừng lại ở sự tò mò thuần túy mà còn là một nhu cầu thương mại thiết yếu. Quyết định áp dụng công nghệ này sẽ quyết định trực tiếp đến chi phí đơn vị, tốc độ đưa sản phẩm ra thị trường và khả năng linh hoạt trong việc sử dụng vật liệu của quý vị. Cẩm nang toàn diện này sẽ giải mã các nguyên lý khoa học, tác động tài chính và các ứng dụng thực tiễn của quy trình in flexo hiện đại.

Những ưu điểm và nhược điểm thực tế của công nghệ in flexo
Mỗi công nghệ in công nghiệp đều là kết quả của sự cân bằng giữa các yếu tố vật lý và kinh tế. Trước khi đi sâu vào các khía cạnh kỹ thuật phức tạp của xưởng in, dưới đây là một phân tích thực tiễn ở cấp độ quản lý, chỉ ra những lĩnh vực mà công nghệ in flexo chiếm ưu thế trên dây chuyền sản xuất, cũng như những hạn chế vật lý nghiêm ngặt mà nó phải đối mặt.
Những lợi ích
- Tốc độ sản xuất vượt trội: Một khi công việc đã được thiết lập và bắt đầu chạy, công nghệ in flexo thực sự là một cỗ máy sản xuất với năng suất khổng lồ. Các máy in công nghiệp thường duy trì tốc độ cuộn liên tục từ 300 đến hơn 500 mét mỗi phút, giúp xử lý nhanh chóng các đơn hàng thương mại quy mô lớn.
- Khả năng hoàn thiện tại dây chuyền: Do công nghệ in flexo sử dụng cuộn vật liệu liên tục (thay vì từng tờ riêng lẻ), nên nó cho phép thực hiện quy trình sản xuất “trực tiếp” vô cùng hiệu quả. Vật liệu nền có thể được in, phủ lớp sơn UV bảo vệ, dán lá kim loại lạnh, ép màng và cắt khuôn chỉ trong một lần chạy máy liên tục. Điều này giúp rút ngắn chu kỳ sản xuất từ vài ngày xuống còn vài phút.
- Khả năng tương thích cực cao với các loại nền: Nhờ các tấm cao su đàn hồi linh hoạt và hệ thống mực lỏng có khả năng thích ứng cao, công nghệ in flexo có thể dễ dàng in trên các bề mặt có hình dạng rất bất thường, có tính mài mòn hoặc không xốp – những bề mặt mà nếu dùng trong in offset truyền thống sẽ làm hỏng tấm cao su ngay lập tức.
- Công thức thân thiện với môi trường: Quy trình in flexo được tối ưu hóa đặc biệt cho các hệ thống mực in gốc nước. Điều này giúp các nhà sản xuất bao bì đáp ứng các tiêu chuẩn ESG (Môi trường, Xã hội và Quản trị) nghiêm ngặt trên toàn cầu, tạo ra môi trường nhà máy không phát thải VOC và duy trì sự tuân thủ nghiêm ngặt các quy định của FDA đối với bao bì tiếp xúc trực tiếp với thực phẩm.
Những hạn chế
- Chi phí thiết lập ban đầu cao: Việc sản xuất các tấm photopolymer tùy chỉnh cho từng kênh màu riêng biệt đòi hỏi một khoản đầu tư ban đầu khá lớn. Điều này khiến in flexo trở nên không khả thi về mặt kinh tế đối với các đơn hàng số lượng cực kỳ ít, sản xuất mẫu thử hoặc in ấn dữ liệu có độ biến động cao.
- Hạn chế về tông màu (Sự suy giảm độ sáng ở vùng sáng): Do áp lực vật lý cần thiết để chuyển mực từ bề mặt nổi, việc tái tạo các hiệu ứng chuyển màu cực kỳ mềm mại, mịn màng và mờ dần hoàn toàn về mức 0 là một thách thức về mặt kỹ thuật. Công nghệ in flexo truyền thống gặp khó khăn trong việc duy trì các chấm sáng cực đại từ 1% đến 3%, đôi khi dẫn đến hiện tượng “viền cứng” hoặc đứt đoạn rõ rệt trong các thiết kế chuyển màu.
- Thời gian ngừng hoạt động để chuyển đổi: Việc thay đổi các tấm in vật lý, vệ sinh kỹ lưỡng các khoang mực và thay thế các trục lăn anilox giữa các công việc khác nhau đòi hỏi nhân công lành nghề và gây ra thời gian ngừng hoạt động đáng kể của máy in, so với việc chuyển đổi tức thì sang hệ thống in phun kỹ thuật số.
Quy trình in flexo hoạt động như thế nào
Để thực sự đánh giá cao hiệu quả của công nghệ này, chúng ta cần phân tích kỹ cơ chế hoạt động của nó. Quá trình in diễn ra qua hai giai đoạn riêng biệt, được thiết kế kỹ lưỡng: việc chuẩn bị chính xác vật mang hình ảnh và quá trình chuyển mực lỏng lên bề mặt.
Giai đoạn 1: Làm bản in và lắp đặt
Quá trình thực hiện một công việc in flexo bắt đầu từ rất lâu trước khi cuộn giấy bắt đầu chuyển động. In flexo đòi hỏi phải có một khuôn mẫu vật lý — đó là tấm in. Ngày nay, những tấm in này được chế tạo với công nghệ tiên tiến tấm in nổi bằng photopolymer, được chế tạo với độ chính xác đến mức vi mô.
Hình ảnh kỹ thuật số (CTP)
Trong quy trình Computer-to-Plate, một tia laser công suất cao sẽ bóc tách lớp mặt nạ carbon trên vật liệu photopolymer, để lộ chính xác các vùng cần in hình ảnh.
Xử lý tấm nhiệt
Tấm in được chiếu tia UV cường độ cao để làm cứng chất polymer. Các cơ sở sản xuất hiện đại sử dụng nhiệt để loại bỏ phần polymer chưa được phơi sáng, giúp loại bỏ thời gian sấy bằng dung môi và tạo ra các “điểm phẳng” chắc chắn, có thể đạt độ phân giải trên 150 LPI.
Lắp đặt chính xác
Các tấm được gắn lên các trụ thép bằng băng dính chuyên dụng và hệ thống định vị bằng camera siêu nhỏ. Chỉ cần sai lệch một phần nhỏ của milimet cũng sẽ dẫn đến bao bì bị mờ.
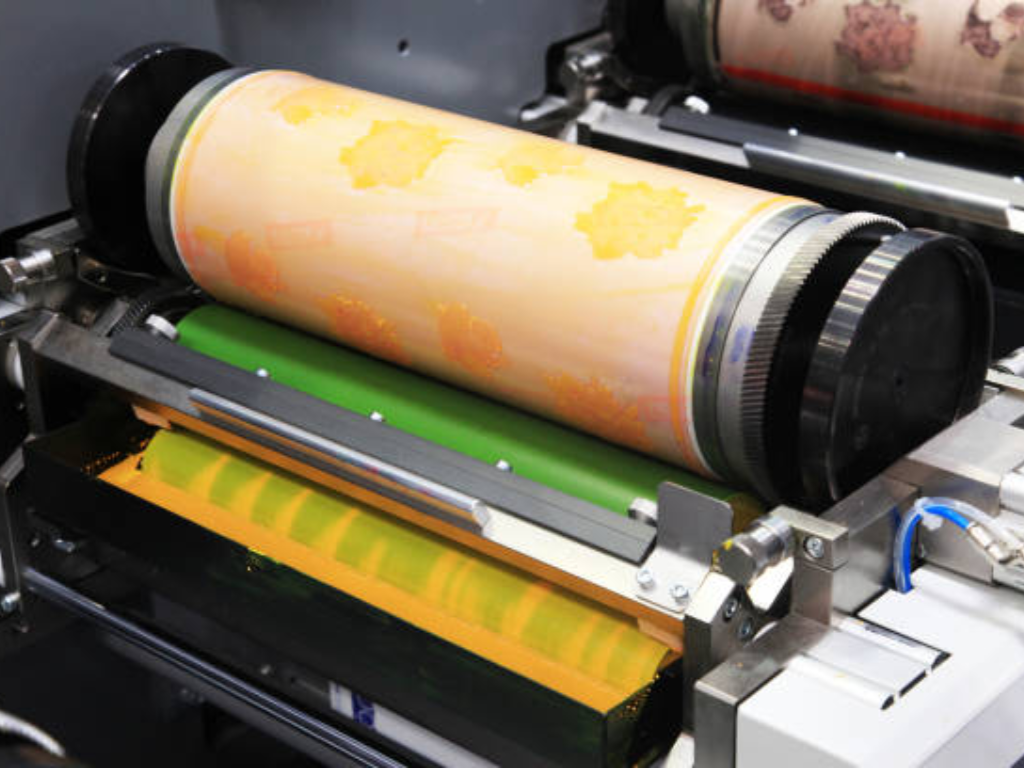
Giai đoạn 2: Cơ chế truyền mực quay
Sau khi các tấm in được lắp đặt chính xác, công đoạn quan trọng nhất của quy trình in diễn ra tại bàn in, sử dụng hệ thống bốn trục lăn đồng bộ để tạo ra một lớp mực với độ chính xác tuyệt đối.
Buồng mực & Lưỡi gạt mực
Mực lỏng có độ nhớt thấp được bơm vào một buồng kín. Một lưỡi gạt được gia công chính xác bằng thép hoặc nhựa được đặt sát vào trục lăn anilox, liên tục gạt bỏ lượng mực thừa.
Con lăn Anilox
(Trái tim đo lường)
Một ống thép tráng men gốm được khắc hàng triệu hình ảnh siêu nhỏ Các trạm thu phát sóng vi mô. Lượng mực chính xác mà các tế bào này chứa được đo bằng BCM. Lưỡi gạt mực đảm bảo mực chỉ nằm bên trong các ô này.
Xilanh đĩa
Quay đồng bộ với trục anilox, bề mặt nổi 3D của tấm photopolymer lún vào các ô vi mô, thu nhận một lớp mực ướt được phân phối chính xác và đồng đều.
Trục in
(Việc chuyển nhượng)
Tấm nền đi qua giữa tấm in đã được bôi mực và một trục thép nhẵn. Người vận hành dựa vào “Dấu vết nụ hôn”—nếu áp lực quá cao, mực sẽ bị ép ra ngoài, làm mất độ rõ nét.
Mực in flexo và vật liệu in: Tại sao nó có thể in trên hầu hết mọi chất liệu
Sự linh hoạt vượt trội của công nghệ in flexo phần lớn nhờ vào thành phần hóa học độc đáo của mực in. Mực in flexo có độ nhớt rất thấp — chúng chảy gần như nước. Đây là một yêu cầu bắt buộc vì mực in phải lấp đầy ngay lập tức các ô anilox siêu nhỏ, chuyển sang tấm polymer và khô trên vật liệu in đang di chuyển nhanh chỉ trong tích tắc trước khi đến trạm màu tiếp theo.
Công nghệ này dựa trên ba công thức công nghiệp chính:
- Mực gốc nước: Thân thiện với môi trường và không chứa VOC, khiến chúng trở thành tiêu chuẩn hàng đầu trong ngành đối với các sản phẩm như tấm bìa sóng xốp, túi giấy và bao bì tiếp xúc trực tiếp với thực phẩm.
- Mực gốc dung môi: Các công thức bay hơi nhanh, rất phù hợp cho màng nhựa không xốp, được sử dụng rộng rãi trong túi đựng đồ ăn vặt dẻo và ống co nhiệt.
- Mực in khô bằng tia UV/LED: Các loại mực công nghệ cao này vẫn ở dạng lỏng hoàn toàn cho đến khi được quang hóa ngay lập tức dưới tác động của ánh sáng UV cường độ cao. Chúng mang lại khả năng chống hóa chất tối ưu, độ bóng cao và độ phân giải vượt trội cho nhãn mác cao cấp và bao bì dược phẩm.
Nhờ sự đa dạng hóa học sâu rộng này, quy trình in flexo có thể xử lý được các bề mặt có độ gồ ghề cao. Tuy nhiên, việc phủ mực lỏng lên một loạt vật liệu đa dạng như vậy đòi hỏi phải có những điều chỉnh về mặt hóa học và cơ học cụ thể. Ví dụ, các màng nhựa không xốp (như PE hoặc BOPP) phải trải qua Điều trị Corona trước khi in. Hiện tượng phóng điện cao áp này làm oxy hóa bề mặt nhựa mịn ở cấp độ vi mô, từ đó làm tăng năng lượng bề mặt của nó (được đo bằng Mức Dyne) để mực lỏng có thể bám dính vĩnh viễn thay vì tụ lại thành giọt và trôi đi.
Ma trận quá trình-vật liệu nền
Đó là một quan niệm sai lầm nguy hiểm khi cho rằng một máy in flexo duy nhất có thể dễ dàng chuyển đổi từ in hộp các-tông dày sang in nhựa co giãn siêu mỏng. Để duy trì sự ổn định của quy trình, ngành công nghiệp đã phát triển các kiến trúc phần cứng chuyên biệt, được tối ưu hóa cho các loại vật liệu vật lý khác nhau. Dưới đây là tiêu chuẩn cơ bản khách quan trong ngành:
| Vật liệu nền mục tiêu | Đặc điểm vật liệu | Công thức mực lý tưởng | Kiến trúc phần cứng bắt buộc |
|---|---|---|---|
| Tấm bìa sóng & Hộp giấy gấp | Có độ xốp cao, dày, cứng, có tính mài mòn | Dựa trên nước | Kiến trúc Inline: Được trang bị đường dẫn băng tải thẳng ngang, được thiết kế đặc biệt để vận chuyển các vật liệu nặng và cứng mà không làm chúng bị uốn cong khi đi qua các bán kính hẹp. |
| Bao bì mềm (Màng PE/PP/PET) | Không xốp, siêu mỏng, có độ co giãn cao, nhạy cảm với nhiệt | Dạng dung môi hoặc dạng nước | Kiến trúc Central Impression (CI): Tất cả các bộ màu đều được bố trí xung quanh một trống trung tâm khổng lồ. Trống này giữ chặt màng co giãn tại vị trí, đảm bảo độ căng hoàn hảo và độ chính xác trong việc khớp màu. |
| Nhãn dính nhạy áp lực | Chiều rộng hẹp, bề mặt nhẵn, yêu cầu độ phân giải cực cao | Có thể đóng rắn bằng tia UV/LED | Kiến trúc Inline (Dải hẹp): Cho phép tích hợp dễ dàng các trạm cắt khuôn phức tạp, dập nổi và dập lá kim loại lạnh chỉ trong một lần chạy. |
Ma trận Hiệu suất & Chi phí sở hữu tổng thể (TCO): In flexo so với in offset so với in kỹ thuật số
Đối với Giám đốc Tài chính hoặc Giám đốc Mua sắm Chiến lược, việc lựa chọn công nghệ in ấn không chỉ đơn thuần là vấn đề về tính thẩm mỹ kỹ thuật, mà còn liên quan đến việc đánh giá Tổng chi phí sở hữu (TCO). Để đưa ra những quyết định mang lại lợi nhuận trong dài hạn, chúng ta cần phân tích “Điểm hòa vốn” dựa trên dữ liệu công nghiệp thực tế, đồng thời xem xét các giới hạn về độ phân giải vật lý của từng quy trình.
Độ dài chuỗi và điểm hòa vốn
Cuộc cạnh tranh kinh tế giữa in kỹ thuật số, in offset và in flexo hoàn toàn phụ thuộc vào tỷ lệ giữa chi phí thiết lập ban đầu cố định và chi phí vận hành biến đổi. Đó là một sự cân bằng mang tính toán học.
In kỹ thuật số hoàn toàn không cần bản in, nghĩa là chi phí in nhãn đầu tiên hoàn toàn giống với chi phí in nhãn thứ một nghìn. Tuy nhiên, mực in kỹ thuật số và “phí nhấp chuột” của nhà sản xuất nổi tiếng là đắt đỏ (thường dao động từ Từ $0.02 đến $0.15 cho mỗi lần nhấp chuột (tùy thuộc vào độ phủ mực). Ngược lại, in flexo đòi hỏi một khoản đầu tư ban đầu rất lớn. Chi phí sản xuất các tấm photopolymer chất lượng cao có thể dao động từ Từ $300 đến $1.500+ cho mỗi kênh màu tùy thuộc vào kích thước và công nghệ điểm ảnh HD được sử dụng.
Tuy nhiên, một khi máy in flexo đã được căn chỉnh và vận hành ở tốc độ 400 m/phút, chi phí biến đổi của mực lỏng đóng thùng và vật liệu in sẽ giảm xuống chỉ còn vài xu cho mỗi mét vuông. Do đó, một quy trình nghiêm ngặt Điểm hòa vốn tồn tại — thường nằm giữa 10.000 và 50.000 lượt hiển thị (tùy thuộc vào kích thước cụ thể của nhãn hoặc túi). Khi một đơn hàng vượt qua ngưỡng khối lượng này, chi phí đơn vị của công nghệ in flexo sẽ giảm mạnh, giúp mang lại lợi nhuận cao hơn đáng kể so với các công nghệ in kỹ thuật số.
| Công nghệ in ấn | Chi phí thiết lập ban đầu cố định | Chi phí trên mỗi đơn vị (khối lượng lớn) | Độ dài chuỗi được khuyến nghị |
|---|---|---|---|
| In kỹ thuật số | Không (Không cần đĩa vật lý) | Cao (Chi phí nhấp chuột cố định: ~$0.02 – $0.15) | Từ 1 đến 10.000 đơn vị (Phù hợp cho các lô sản xuất nhỏ/số lượng ít, dữ liệu biến đổi) |
| In Offset | Trung bình (Tấm nhôm: ~$20 – $50/màu) | Thấp | 10.000 đến 50.000 chiếc (Phù hợp nhất cho hộp giấy gấp cao cấp) |
| Flexography | Cao (Tấm nhựa: ~1.430 – 14.300+/màu) | Cực kỳ thấp (chỉ bằng một phần nhỏ của một xu) | 50.000 đến 1.000.000+ đơn vị (Phù hợp nhất cho dây chuyền sản xuất liên tục quy mô lớn) |
Chất lượng và giới hạn độ phân giải in
Bỏ qua khía cạnh tài chính, chúng ta cần đánh giá độ phân giải hình ảnh, được đo bằng đơn vị LPI (Lines Per Inch). In offset, nhờ sử dụng các tấm nhôm siêu mịn và lớp cao su chuyển mực có độ đàn hồi cao, từ lâu đã chiếm ưu thế về chất lượng, dễ dàng đạt được độ phân giải cao từ 175 đến 200 LPI. Nếu bạn đang in một hộp mỹ phẩm cao cấp với các hiệu ứng chuyển màu phức tạp, chân thực như ảnh trên giấy bìa cao cấp, in offset vẫn là phương pháp in hàng đầu không thể thay thế.
Vì in flexo dựa trên các tấm polymer mềm, dễ biến dạng, nên việc cố gắng in các chấm siêu mịn trên các vật liệu thô ráp, có độ thấm cao (như bìa sóng tiêu chuẩn) thường giới hạn độ phân giải ở mức thô hơn, từ 65 đến 133 LPI. Tuy nhiên, công nghệ này đã nhanh chóng thu hẹp khoảng cách đó. Trên các màng cuộn mịn, có độ căng cao, sử dụng các tấm in chấm phẳng HD hiện đại và các trục lăn anilox được khắc tinh xảo, flexo hiện nay hoàn toàn có khả năng đạt 150+ LPI, mang lại chất lượng hình ảnh gần như in offset cho bao bì đồ ăn nhẹ, đồ uống và nhãn mác cao cấp.
Vượt qua thách thức trong phòng in: Kiểm soát hiện tượng tăng điểm và các biến số thiết lập
Một sai lầm thường gặp và tốn kém mà các thương hiệu hay mắc phải khi chuyển thiết kế bao bì sang công nghệ in flexo là nhận ra một cách rõ ràng rằng những gì trông hoàn hảo trên màn hình có đèn nền trong phòng thiết kế lại có thể trở nên mờ nhạt, tối và quá bão hòa khi in ra trên máy in thực tế. Để đảm bảo chất lượng trong quá trình sản xuất thương mại, người ta phải nắm vững một cách khoa học yếu tố vật lý nổi tiếng nhất trong xưởng in flexo: Dot Gain (Sự gia tăng giá trị tông màu hoặc TVI).
Cơ chế vật lý của hiện tượng tăng điểm
Hiện tượng tăng điểm là một hiện tượng không thể tránh khỏi, bắt nguồn từ cơ chế động lực học chất lỏng. Do bản in được làm từ chất liệu polymer dẻo, nên nó sẽ bị nén nhẹ trong quá trình “in chạm”. Hãy tưởng tượng bạn nhúng đầu ngón tay vào nước rồi ấn nó lên mặt bàn kính. Lực ép hướng xuống buộc chất lỏng lan rộng ra ngoài, tạo thành một vòng tròn lớn hơn. Hiện tượng vi mô y hệt như vậy cũng xảy ra với các giọt mực.
Không có bù trừ tiền in
Nếu một nhà thiết kế chỉ định một Màu xám bán sắc 50% trong tệp tin kỹ thuật số, áp lực vật lý từ máy in có thể làm lan rộng chấm mực đó, khiến nó được in ra dưới dạng một 65% màu xám trên bao bì. Các tông màu trung bình trở nên quá bão hòa, và các vùng bóng mờ bị mất chi tiết hoàn toàn.
Đường cong cắt giảm (RIP)
Các kỹ sư tiền in lành nghề áp dụng một cấu hình bù đắp toán học. Họ cố ý thu nhỏ chấm 50% xuống còn 35% trên bản in. Khi áp lực của máy in cơ học được tác động, chấm mực sẽ lan tỏa đều đặn trở lại vị trí mong muốn 50% mục tiêu trực quan.
Việc làm chủ các yếu tố này — hiệu chỉnh đường cong cho các loại vật liệu in khác nhau, từ giấy kraft có độ thấm cao đến PET tráng kim hoàn toàn không thấm — chính là điều phân biệt các xưởng in nghiệp dư với các cơ sở in ấn đẳng cấp thế giới.
Tương lai của công nghệ in flexo và giảm thiểu rủi ro khi đầu tư vào thiết bị
Công nghệ in flexo đang trải qua một quá trình phát triển mạnh mẽ và liên tục. Sự kết hợp giữa hệ thống tự động hóa điều khiển bằng động cơ servo, camera kiểm tra lỗi 100% tích hợp trực tiếp, hệ thống điều khiển độ chính xác tự động và mực in gốc nước tiên tiến không chứa VOC đảm bảo rằng công nghệ in flexo sẽ tiếp tục là trụ cột vững chắc của chuỗi cung ứng bao bì toàn cầu trong nhiều thập kỷ tới.
Tuy nhiên, việc hiểu rõ lý thuyết khoa học và những lợi thế kinh tế của công nghệ in flexo chỉ là bước đầu tiên. Đối với các nhà máy sản xuất, các doanh nghiệp gia công bao bì và các nhà phân phối toàn cầu đang có nhu cầu mở rộng quy mô hoạt động hoặc nâng cấp công nghệ, lý thuyết phải được áp dụng một cách trơn tru vào quá trình sản xuất hàng ngày với tốc độ cao và độ tin cậy cao.
Thực tế khắc nghiệt của thế giới công nghiệp là dù các thông số kỹ thuật trên giấy tờ có tốt đến đâu thì cũng chẳng có ý nghĩa gì nếu chiếc máy thực tế không thể xử lý trơn tru loại vật liệu cụ thể của bạn ngay tại xưởng sản xuất.
Việc đầu tư vào máy móc đóng gói công nghiệp quy mô lớn trên phạm vi quốc tế tiềm ẩn những rủi ro cố hữu: sự không tương thích về vật liệu, sự cố trong kiểm soát độ căng và tình trạng ngừng sản xuất nghiêm trọng. Chính tại đây, bề dày kinh nghiệm sản xuất sẽ trở thành “bảo hiểm” tối ưu cho quý vị. Dựa trên nền tảng sản xuất vững chắc với 15 nhà máy chuyên biệt và hệ thống quản lý chất lượng ISO 9001/CE nghiêm ngặt, KETE áp dụng một quy trình kỹ thuật và kiểm soát chất lượng nghiêm ngặt nhằm loại bỏ triệt để các rủi ro cho khoản đầu tư của quý vị.
Trước khi bất kỳ máy in flexo CI hoặc Inline chủ lực nào rời khỏi nhà máy KETE, máy đó đều phải trải qua một cuộc Kiểm tra Chấp nhận tại Nhà máy (FAT) toàn diện và bắt buộc. Điều quan trọng là, cuộc kiểm tra này được tiến hành sử dụng chính xác các vật liệu tùy chỉnh của bạn—dù đó là màng PE có độ co giãn cao, vải không dệt mỏng manh hay lá nhôm dày. Bằng cách chứng minh thực tế khả năng vận hành tốc độ cao 500m/phút và độ chính xác trong việc căn chỉnh nhiều màu trên chính các vật liệu nền của quý khách, đồng thời được hỗ trợ bởi dịch vụ lắp đặt tại chỗ trên toàn cầu và hỗ trợ kỹ thuật 24/7 tại hơn 80 quốc gia, rủi ro về mặt công nghệ sẽ được loại bỏ hoàn toàn.
Bạn đã sẵn sàng thu hẹp khoảng cách giữa lý thuyết và sản xuất tốc độ cao chưa?
Khám phá hiệu suất thực tế của các vật liệu đóng gói tùy chỉnh của bạn khi vận hành ở tốc độ công nghiệp. Hãy liên hệ ngay với đội ngũ kỹ thuật của KETE để được tư vấn về cấu hình hệ thống máy ép phù hợp và trải nghiệm thử nghiệm vật liệu miễn phí, toàn diện.
Yêu cầu giải pháp tùy chỉnh và dùng thử miễn phí