Decodificare la stampa flessografica nel packaging moderno
La flessografia è il cavallo di battaglia indiscusso della moderna industria dell'imballaggio, responsabile della produzione di quasi 70% dei prodotti stampati presenti sugli scaffali dei supermercati. Il suo cuore, La stampa flessografica (spesso chiamata semplicemente flexo) è un processo di stampa rotativa ad alta velocità con alimentazione a bobina che utilizza lastre fotopolimeriche flessibili in rilievo e inchiostri liquidi a rapida essiccazione per trasferire immagini su una vasta gamma di substrati.
Per concettualizzare la meccanica senza un gergo ingegneristico complesso, immaginate un timbro di gomma altamente sofisticato e lavorato con precisione che gira continuamente a centinaia di metri al minuto.
Per gli acquirenti di imballaggi B2B, i direttori di produzione e i proprietari di marchi, capire a cosa serve la stampa flessografica va ben oltre la curiosità accademica: è una necessità commerciale fondamentale. La decisione di sfruttare questa specifica tecnologia determina fondamentalmente i costi unitari, la velocità di commercializzazione e la versatilità dei materiali. Questa guida completa decodifica i principi scientifici, le implicazioni finanziarie e le applicazioni reali del moderno processo di stampa flessografica.

Vantaggi e svantaggi della flessografia nel mondo reale
Ogni tecnologia di stampa industriale rappresenta un compromesso fisico ed economico. Prima di immergersi nelle profondità meccaniche della sala stampa, ecco una ripartizione pragmatica e di livello esecutivo dei settori in cui la flessografia domina la produzione e in cui deve affrontare rigidi limiti fisici.
I vantaggi
- Velocità di produzione ineguagliabili: Una volta che il lavoro è stato registrato e avviato, la tecnologia flessografica è un vero e proprio concentrato di volumi. Le macchine da stampa industriali mantengono abitualmente velocità di bobina continue tra i 300 e gli oltre 500 metri al minuto, facendo un breve lavoro di ordini commerciali massicci.
- Capacità di finitura in linea: Poiché la flessografia utilizza un nastro continuo di materiale (anziché singoli fogli), consente una straordinaria architettura "in linea". Un substrato può essere stampato, rivestito con vernice UV protettiva, laminato a freddo, accoppiato e fustellato in un unico passaggio ininterrotto. In questo modo i cicli di produzione di molti giorni si riducono a pochi minuti.
- Estrema versatilità del substrato: Grazie alle lastre flessibili in elastomero e ai sistemi di inchiostro liquido altamente adattabili, la flessografia può stampare senza problemi su superfici altamente irregolari, abrasive o non porose che distruggerebbero immediatamente un caucciù offset tradizionale.
- Formulazioni ecologiche: Il processo flessografico è ottimizzato in modo unico per i sistemi di inchiostro a base d'acqua. Ciò consente ai trasformatori di imballaggi di soddisfare i severi standard globali ESG (Environmental, Social, and Governance), di ottenere ambienti di fabbrica a zero emissioni di COV e di mantenere la rigorosa conformità alla FDA per gli imballaggi a diretto contatto con gli alimenti.
I limiti
- Elevati costi iniziali di installazione: La creazione di lastre fotopolimeriche personalizzate per ogni singolo canale di colore rappresenta una spesa di capitale iniziale significativa. Ciò rende la flessografia economicamente non conveniente per tirature estremamente ridotte, per la prototipazione o per la stampa di dati altamente variabili.
- Limitazioni tonali (caduta di luce): A causa della pressione fisica necessaria per trasferire l'inchiostro da una superficie in rilievo, la riproduzione di gradienti estremamente morbidi e lisci che sfumano completamente a zero è meccanicamente impegnativa. La flessografia tradizionale fatica a trattenere punti di evidenziazione estremi da 1% a 3%, con il risultato di ottenere talvolta un "bordo duro" visibile o un'interruzione nei disegni a gradiente.
- Tempo di inattività per il cambio formato: La sostituzione delle lastre fisiche, la pulizia meticolosa delle camere d'inchiostro e lo scambio dei rulli anilox tra lavori diversi richiedono manodopera specializzata e tempi di inattività significativi rispetto alla commutazione digitale istantanea di un sistema a getto d'inchiostro.
Come funziona il processo di stampa flessografica
Per apprezzare veramente l'efficienza di questa tecnologia, dobbiamo scomporre i suoi meccanismi di funzionamento. Il processo di stampa si svolge in due fasi distinte e altamente ingegnerizzate: la preparazione precisa del supporto dell'immagine e il trasferimento fisico dell'inchiostro fluido.
Fase 1: realizzazione e montaggio delle lastre
Il viaggio di un lavoro di stampa flessografica inizia molto prima che la bobina inizi a muoversi. La flessografia richiede una matrice fisica: la lastra di stampa. Oggi si tratta di lastre altamente ingegnerizzate lastre a rilievo in fotopolimero, realizzati con tolleranze microscopiche.
Imaging digitale (CTP)
Durante il processo Computer-to-Plate, un laser ad alta potenza ablaziona una maschera di carbonio sul materiale fotopolimerico, esponendo le aree esatte in cui l'immagine deve essere inserita.
Trattamento termico della piastra
La lastra viene esposta a un'intensa luce UV per indurire il polimero. Gli impianti moderni utilizzano il calore per eliminare il polimero non esposto, eliminando i tempi di essiccazione del solvente e producendo robusti "punti piatti" capaci di oltre 150 LPI.
Montaggio di precisione
Le lastre vengono montate su cilindri d'acciaio utilizzando nastri adesivi specializzati e sistemi di registrazione per microcamere. Anche solo una frazione di millimetro di disallineamento provoca una confezione sfocata.
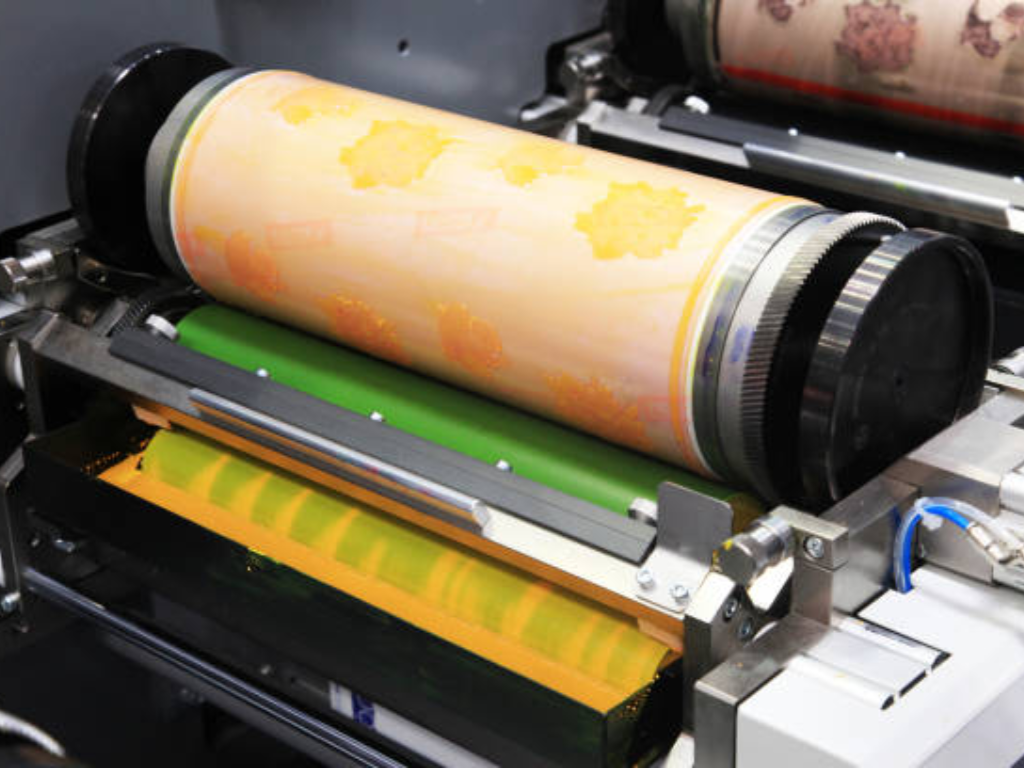
Fase 2: la meccanica di trasferimento dell'inchiostro a rotazione
Con le lastre accuratamente montate, il cuore del processo di stampa avviene nel piano di stampa, che utilizza un sistema sincronizzato a quattro rulli per distribuire uno strato di inchiostro matematicamente preciso.
La Camera dell'inchiostro e il Dottor Blade
L'inchiostro liquido a bassa viscosità viene pompato in una camera chiusa. Una racla in acciaio o plastica, lavorata con precisione, si appoggia al rullo anilox, tagliando continuamente il liquido in eccesso.
Il rullo anilox
(Il cuore misuratore)
Un cilindro d'acciaio rivestito di ceramica con milioni di microscopiche incisioni. Microcelle. L'esatto volume di inchiostro contenuto in queste celle è misurato in BCM. La racla assicura che l'inchiostro rimanga esclusivamente all'interno di queste cellule.
Il cilindro a piastre
Ruotando in modo sincrono contro l'anilox, il rilievo 3D della lastra fotopolimerica si immerge nelle microcelle, raccogliendo un film perfettamente dosato e uniforme di inchiostro umido.
Il cilindro dell'impressione
(Il trasferimento)
Il nastro del substrato passa tra la lastra inchiostrata e un cilindro d'acciaio liscio. Gli operatori si affidano alla "Impressione del bacio"-Se la pressione è troppo alta, l'inchiostro fuoriesce, distruggendo la nitidezza.
Inchiostri e substrati flessografici: Perché si stampa su quasi tutto
La versatilità della flessografia è in gran parte dovuta alla chimica unica degli inchiostri. Gli inchiostri flessografici hanno una viscosità molto bassa, quasi come l'acqua. Questo è un requisito irrinunciabile perché l'inchiostro deve riempire istantaneamente le microscopiche celle anilox, trasferirsi sulla lastra polimerica e asciugarsi sul substrato in rapido movimento in una frazione di secondo prima di raggiungere la stazione colore successiva.
La tecnologia si basa su tre formulazioni industriali primarie:
- Inchiostri a base d'acqua: Rispettosi dell'ambiente e a zero COV, sono lo standard assoluto del settore per i pannelli ondulati porosi, i sacchetti di carta e gli imballaggi a diretto contatto con gli alimenti.
- Inchiostri a base solvente: Formulazioni a rapida evaporazione, eccellenti per film plastici non porosi, molto utilizzati nelle buste flessibili per snack e nelle guaine termoretraibili.
- Inchiostri polimerizzabili UV/LED: Questi inchiostri high-tech rimangono completamente liquidi fino a quando non vengono istantaneamente polimerizzati dalla luce UV concentrata. Garantiscono un'estrema resistenza chimica, un'elevata lucentezza e una risoluzione senza precedenti per etichette di alta qualità e imballaggi farmaceutici.
Grazie a questa profonda diversità chimica, il processo flessografico può conquistare superfici molto irregolari. Tuttavia, l'applicazione di inchiostro liquido su un così vasto spettro di materiali richiede specifici adattamenti chimici e meccanici. Ad esempio, le pellicole di plastica non porose (come il PE o il BOPP) devono subire Trattamento Corona prima della stampa. Questa scarica elettrica ad alta tensione ossida in modo microscopico la plastica liscia, aumentandone l'energia superficiale (misurata in Livello Dyne) in modo che l'inchiostro liquido possa ancorarsi in modo permanente anziché accumularsi e rotolare via.
La matrice processo-substrato
È un'idea sbagliata e pericolosa che una singola macchina flessografica possa passare senza sforzo dalla stampa di scatole di cartone spesse a quella di plastiche estensibili ultrasottili. Per mantenere la stabilità del processo, l'industria ha sviluppato architetture hardware specifiche ottimizzate per i diversi materiali fisici. Ecco la linea di base industriale oggettiva:
| Substrato target | Caratteristiche del materiale | Chimica ideale dell'inchiostro | Architettura fisica richiesta |
|---|---|---|---|
| Cartoni ondulati e cartoni pieghevoli | Altamente poroso, spesso, rigido, abrasivo | A base d'acqua | Architettura in linea: Presenta un percorso del nastro rettilineo e orizzontale, progettato specificamente per trasportare materiali pesanti e rigidi senza piegarli attorno a raggi stretti. |
| Imballaggio flessibile (film PE/PP/PET) | Non poroso, ultrasottile, altamente estensibile, termosensibile | A base solvente o a base acqua | Architettura a impressione centrale (CI): Tutti i piani colore circondano un unico, massiccio tamburo centrale. Questo tamburo blocca fisicamente il film estensibile in posizione, mantenendo una tensione e una registrazione dei colori impeccabili. |
| Etichette sensibili alla pressione | Nastro stretto, superficie liscia, richiede una definizione ultraelevata | Curabile con UV/LED | Architettura in linea (Narrow Web): Consente di integrare facilmente stazioni di fustellatura, goffratura e cold foiling complesse in un unico passaggio. |
La matrice delle prestazioni e del TCO: Flexo vs Offset vs Digitale
Per il direttore finanziario o per il direttore degli acquisti strategici, la scelta della tecnologia di stampa non riguarda solo l'eleganza tecnica, ma anche la valutazione del costo totale di proprietà (TCO). Per prendere decisioni redditizie e a lungo termine, dobbiamo analizzare il "punto di pareggio" utilizzando dati industriali reali, oltre ai limiti di risoluzione fisica di ciascun processo.
Lunghezza delle corse e punto di pareggio
La battaglia economica tra digitale, offset e flessografia è strettamente dettata dal rapporto tra i costi fissi iniziali di allestimento e i costi variabili di gestione. Si tratta di un equilibrio matematico.
La stampa digitale richiede assolutamente zero lastre, il che significa che la prima etichetta stampata costa esattamente come la millesima. Tuttavia, l'inchiostro digitale e i "click charge" dei produttori sono notoriamente costosi (spesso vanno da Da $0,02 a $0,15 per clic a seconda della copertura dell'inchiostro). La flessografia, invece, richiede un ingente investimento iniziale. La produzione di lastre fotopolimeriche di alta qualità può costare da Da $300 a $1.500+ per canale colore a seconda delle dimensioni e della tecnologia dei punti HD utilizzata.
Tuttavia, una volta che la macchina da stampa flessografica è registrata e funziona a 400 m/min, il costo variabile dell'inchiostro fluido sfuso e del substrato scende a pochi centesimi per metro quadro. Pertanto, una rigorosa Punto di pareggio esiste, tipicamente tra 10.000 e 50.000 impressioni (a seconda delle dimensioni specifiche dell'etichetta o della busta). Una volta che un ordine supera questa soglia di volume, il costo unitario della flessografia crolla, rendendola drasticamente più redditizia delle tecnologie digitali.
| Tecnologia di stampa | Costo fisso iniziale di installazione | Costo per unità (High Vol) | Lunghezza di corsa consigliata |
|---|---|---|---|
| Stampa digitale | Zero (non sono necessarie targhe fisiche) | Alta (carica a scatto costante: ~$0,02 - $0,15) | Da 1 a 10.000 unità (ideale per micro/brevi tirature, dati variabili) |
| Stampa offset | Moderato (piastre di alluminio: ~$20 - $50/colore) | Basso | Da 10.000 a 50.000 unità (ideale per cartoni pieghevoli di alta gamma) |
| Flessografia | Alto (lastre di resina: ~$300 - $1.500+/colore) | Estremamente basso (frazione di centesimo) | Da 50.000 a 1.000.000 di unità (ideale per il nastro continuo di massa) |
Limiti di qualità e risoluzione di stampa
A parte le finanze, dobbiamo valutare la risoluzione fisica dell'immagine, misurata in LPI (Lines Per Inch). La stampa offset, che utilizza lastre di alluminio ultra-lisce e un trasferimento di caucciù resiliente, ha storicamente dominato l'arena della qualità, raggiungendo senza sforzo risoluzioni di 175-200 LPI. Se si tratta di stampare una scatola di cosmetici di lusso con sfumature intricate e fotorealistiche su cartoncino pregiato, la stampa offset rimane il re indiscusso.
Poiché la flessografia si basa su lastre polimeriche morbide e deformabili, il tentativo di stampare punti finissimi su materiali ruvidi e altamente assorbenti (come il cartone ondulato standard) limita in genere la risoluzione a 65-133 LPI. Tuttavia, la tecnologia ha colmato il divario in modo aggressivo. Su pellicole lisce e ad alta tensione, utilizzando le moderne lastre piatte HD e rulli anilox finemente incisi, la flessografia è ora in grado di raggiungere oltre 150 LPI, fornendo una qualità fotografica quasi offset per il packaging di snack, bevande ed etichette di alta qualità.
Sopravvivere alla sala stampa: Gestire il guadagno di punti e le variabili di impostazione
Un'insidia frequente e costosa per i marchi che migrano i loro progetti di packaging alla flessografia è la cruda constatazione che ciò che appare impeccabile su un monitor retroilluminato nello studio di progettazione può apparire fangoso, scuro e sovrasaturo sulla macchina da stampa. Per sopravvivere alla produzione commerciale, è necessario padroneggiare scientificamente la variabile fisica più nota nella sala stampa flessografica: Guadagno del punto (aumento del valore tonale o TVI).
La fisica del guadagno di punti
L'aumento dei punti è un fenomeno inevitabile che ha le sue radici nella dinamica dei fluidi. Poiché la lastra di stampa è costituita da un polimero flessibile, si comprime leggermente durante l'"impressione del bacio". Immaginate di immergere il polpastrello in acqua e di premerlo contro un tavolo di vetro. La pressione fisica verso il basso costringe il liquido a diffondersi verso l'esterno, creando un cerchio più grande. Lo stesso identico evento microscopico accade ai puntini di inchiostro.
Senza compensazione per la prestampa
Se un progettista specifica un 50% grigio mezzotono nel file digitale, la pressione fisica della macchina da stampa potrebbe diffondere quel punto di inchiostro, facendolo stampare come un 65% grigio sulla confezione. I toni medi diventano molto saturi e le ombre sottili si tappano completamente.
La curva di riduzione (RIP)
I maestri della prestampa applicano un profilo matematico di compensazione. Riducono deliberatamente il punto 50% fino a 35% sulla lastra fisica. Quando si applica la pressione della pressa meccanica, il punto si allarga perfettamente fino a raggiungere la posizione desiderata. 50% obiettivo visivo.
La padronanza di queste variabili - la calibrazione delle curve per i diversi substrati, dalla carta kraft altamente assorbente al PET metallizzato totalmente inassorbente - è ciò che separa le stamperie amatoriali da quelle di livello mondiale.
Il futuro della flessografia e la riduzione del rischio di investimento nelle apparecchiature
La stampa flessografica è in continua evoluzione. L'integrazione di automazione servoassistita, telecamere per l'ispezione dei difetti in linea 100%, controllo automatizzato del registro e inchiostri avanzati a base d'acqua a zero COV garantisce che la flessografia rimarrà la spina dorsale incrollabile della catena di fornitura globale degli imballaggi per i decenni a venire.
Tuttavia, la comprensione della teoria scientifica e dei vantaggi economici della flessografia è solo il primo passo. Per gli impianti di produzione, i trasformatori di imballaggi e i distributori globali che desiderano scalare le proprie attività o aggiornare la propria tecnologia, la teoria deve tradursi in una produzione quotidiana affidabile e ad alta velocità.
La dura realtà del mondo industriale è che le migliori specifiche tecnologiche sulla carta non significano assolutamente nulla se la macchina fisica non è in grado di processare senza problemi il vostro substrato specifico in fabbrica.
Investire in macchinari per l'imballaggio pesante che attraversano i confini internazionali comporta rischi intrinseci: incompatibilità dei materiali, guasti al controllo della tensione e tempi di fermo della produzione catastrofici. È proprio qui che il pedigree produttivo diventa la vostra polizza assicurativa definitiva. Contando su una profonda base produttiva di 15 stabilimenti specializzati e su rigorosi sistemi di qualità ISO9001/CE, KETE esegue un protocollo di controllo ingegneristico e qualitativo senza compromessi per eliminare definitivamente i rischi del vostro investimento.
Prima che qualsiasi macchina da stampa CI o flessografica in linea lasci lo stabilimento KETE, viene sottoposta a un test di accettazione in fabbrica (FAT) obbligatorio e su scala reale. Questo test viene condotto in modo cruciale utilizzando esattamente i vostri materiali personalizzati-Sia che si tratti di film PE altamente estensibili, di delicati tessuti non tessuti o di pesanti fogli di alluminio. Provando fisicamente le prestazioni ad alta velocità di 500 m/min e la precisa registrazione multicolore sui vostri substrati reali, e supportando il tutto con un'installazione globale in loco e un'assistenza tecnica 7×24 in oltre 80 paesi, il rischio tecnologico è completamente neutralizzato.
Siete pronti a colmare il divario tra la teoria e la produzione ad alta velocità?
Scoprite esattamente come si comportano i vostri materiali di imballaggio personalizzati a velocità industriali. Contattate oggi stesso il team di ingegneri KETE per ottenere una configurazione personalizzata dell'architettura della pressa e una prova completa e gratuita dei materiali.
Richiedi la tua soluzione personalizzata e la prova gratuita