Расшифровка флексографической печати в современной упаковке
Флексография - бесспорная рабочая лошадка современной упаковочной индустрии, ответственная за производство почти 70% печатной продукции на полках супермаркетов. В ее основе, Флексографическая печать (часто называемая просто флексо) - это высокоскоростной ротационный процесс печати с рулонной подачей, в котором используются гибкие фотополимерные рельефные пластины и быстросохнущие жидкие краски для переноса изображений на широкий спектр субстратов.
Чтобы представить себе механику без сложного инженерного жаргона, представьте себе сложнейший, точно обработанный резиновый штамп, непрерывно вращающийся со скоростью сотни метров в минуту.
Для покупателей упаковки B2B, директоров по производству и владельцев брендов понимание того, для чего используется флексографическая печать, выходит далеко за рамки академического любопытства - это критическая коммерческая необходимость. Решение об использовании этой конкретной технологии в значительной степени определяет стоимость единицы продукции, скорость выхода на рынок и универсальность материалов. В этом исчерпывающем руководстве раскрываются научные принципы, финансовые последствия и реальное применение современного процесса флексографической печати.

Преимущества и недостатки флексографии в реальном мире
Каждая технология промышленной печати представляет собой физический и экономический компромисс. Прежде чем погрузиться в механические глубины печатного цеха, приведем прагматичный, управленческий анализ того, где флексография доминирует на производстве, а где сталкивается с жесткими физическими ограничениями.
Преимущества
- Непревзойденная скорость производства: Как только работа зарегистрирована и запущена, флексографическая технология становится мощным двигателем объемов. Промышленные прессы регулярно поддерживают скорость непрерывной печати от 300 до 500 метров в минуту, что позволяет быстро выполнять огромные коммерческие заказы.
- Возможности финишной обработки на линии: Поскольку флексографская печать использует непрерывное полотно материала (а не отдельные листы), она позволяет создавать необыкновенные "поточные" архитектуры. Подложка может быть напечатана, покрыта защитным УФ-лаком, покрыта холодной фольгой, заламинирована и высечена за один непрерывный проход. Это позволяет сократить многодневные производственные циклы до нескольких минут.
- Исключительная универсальность субстрата: Благодаря гибким эластомерным пластинам и легко адаптируемым системам жидких красок флексопечать позволяет без труда печатать на неровных, абразивных или непористых поверхностях, которые мгновенно разрушили бы традиционное офсетное полотно.
- Экологически чистые составы: Флексографический процесс уникальным образом оптимизирован для использования чернил на водной основе. Это позволяет переработчикам упаковки соответствовать строгим мировым стандартам ESG (Environmental, Social, and Governance), достигать заводских условий с нулевым уровнем выбросов летучих органических соединений и поддерживать строгое соответствие требованиям FDA для упаковки, непосредственно контактирующей с пищевыми продуктами.
Ограничения
- Высокие первоначальные затраты на установку: Создание индивидуальных фотополимерных пластин для каждого отдельного цветового канала требует значительных капитальных затрат. Это делает флексографию экономически невыгодной для экстремально коротких тиражей, создания прототипов или печати с высокой переменной информацией.
- Тональные ограничения (выделение): Из-за физического давления, необходимого для переноса краски с рельефной поверхности, воспроизведение чрезвычайно мягких, плавных градиентов, которые полностью исчезают до нуля, является механически сложной задачей. Традиционная флексографская печать с трудом удерживает экстремальные точки от 1% до 3%, что иногда приводит к появлению видимого "жесткого края" или разрыва в градиентном дизайне.
- Время простоя при переналадке: Замена физических пластин, тщательная очистка красочных камер и замена анилоксовых валов между отдельными заданиями требуют квалифицированного труда и значительного времени простоя печатной машины по сравнению с мгновенным переключением на цифровой формат в струйной системе.
Как работает процесс флексографической печати
Чтобы по-настоящему оценить эффективность этой технологии, необходимо разобраться в механизме ее работы. Процесс печати состоит из двух отдельных высокотехнологичных этапов: точной подготовки носителя изображения и физического переноса жидких чернил.
Этап 1: Изготовление и монтаж пластин
Путь флексографской печати начинается задолго до начала движения полотна. Для флексографии требуется физический мастер - печатная форма. Сегодня это высокотехнологичные фотополимерные рельефные пластиныОни изготовлены с микроскопическими допусками.
Цифровая обработка изображений (CTP)
Во время процесса Computer-to-Plate мощный лазер наносит на фотополимерный материал карбоновую маску, обнажая те участки, на которых должно быть изображение.
Обработка термопластин
Пластина подвергается интенсивному ультрафиолетовому облучению для отверждения полимера. В современных установках используется тепло для удаления неэкспонированного полимера, что исключает время высыхания растворителя и позволяет получать прочные "точки с плоской вершиной", способные работать на уровне 150+ LPI.
Точный монтаж
Пластины устанавливаются на стальные цилиндры с помощью специализированных клейких лент и систем регистрации микрокамер. Даже доля миллиметра смещения приведет к размытию упаковки.
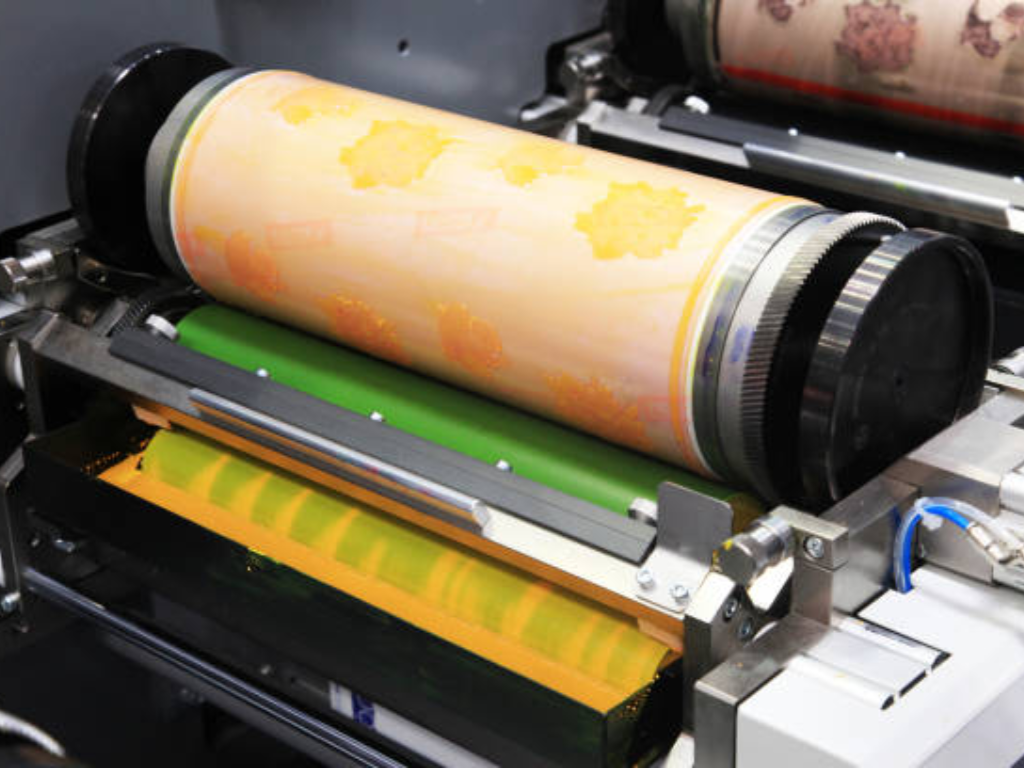
Этап 2: Механика ротационного переноса чернил
После точной установки пластин основная часть процесса печати происходит на печатном столе, где с помощью синхронизированной системы из четырех валов наносится математически точный слой краски.
Чернильная камера и доктор Блейд
Жидкие чернила с низкой вязкостью закачиваются в закрытую камеру. Точно обработанное стальное или пластиковое ракельное лезвие прилегает к анилоксовому валу, непрерывно срезая излишки жидкости.
Анилоксовый валик
(Замеряющее сердце)
Стальной цилиндр с керамическим покрытием, на котором выгравированы миллионы микроскопических Микроэлементы. Точный объем чернил в этих ячейках измеряется в BCM. Ракельное лезвие обеспечивает сохранение чернил только внутри этих ячеек.
Цилиндр с пластинами
Вращаясь синхронно с анилоксом, рельефный 3D-рельеф фотополимерной пластины погружается в микроячейки, собирая идеально дозированную, равномерную пленку влажных чернил.
Впечатляющий цилиндр
(Перевод)
Полотно подложки проходит между красящей пластиной и гладким стальным цилиндром. Операторы полагаются на "Впечатление от поцелуя"-Если давление слишком велико, чернила размазываются, разрушая четкость изображения.
Флексографические краски и подложки: Почему можно печатать практически на всем
Универсальность флексографии во многом обусловлена уникальным химическим составом красок. Краски для флексографии обладают очень низкой вязкостью - они текут почти как вода. Это обязательное требование, поскольку краска должна мгновенно заполнять микроскопические анилоксовые ячейки, переноситься на полимерную пластину и высыхать на быстро движущейся подложке за доли секунды, прежде чем попасть на следующую красочную станцию.
Технология основана на трех основных промышленных рецептурах:
- Чернила на водной основе: Экологически чистые и не содержащие летучих органических соединений, они являются абсолютным промышленным стандартом для пористых гофрокартонов, бумажных мешков и упаковки, непосредственно контактирующей с пищевыми продуктами.
- Чернила на основе растворителя: Быстроиспаряющиеся составы отлично подходят для непористых пластиковых пленок, широко используемых в гибких пакетах для закусок и термоусадочных рукавах.
- Чернила с ультрафиолетовым/ светодиодным отверждением: Эти высокотехнологичные чернила остаются полностью жидкими до момента мгновенной полимеризации под воздействием концентрированного ультрафиолетового света. Они обеспечивают максимальную химическую стойкость, высокий блеск и непревзойденное разрешение для этикеток премиум-класса и фармацевтической упаковки.
Благодаря такому глубокому химическому разнообразию флексографический процесс позволяет создавать поверхности с высокой степенью неравномерности. Однако нанесение жидких чернил на столь обширный спектр материалов требует специальных химических и механических приспособлений. Например, непористые пластиковые пленки (такие как PE или BOPP) должны подвергаться Лечение короны перед печатью. Этот высоковольтный электрический разряд микроскопически окисляет гладкий пластик, повышая его поверхностную энергию (измеряется в Уровень Dyne), чтобы жидкие чернила прочно закрепились, а не собирались в бисеринки и не скатывались.
Матрица "процесс - субстрат
Опасное заблуждение заключается в том, что одна флексографическая машина может без особых усилий переходить от печати коробок из толстого картона к сверхтонким растягивающимся пластикам. Для поддержания стабильности процесса в отрасли были разработаны специальные аппаратные архитектуры, оптимизированные для различных физических материалов. Вот объективная промышленная база:
| Целевой субстрат | Характеристики материала | Идеальная химия чернил | Требуемая физическая архитектура |
|---|---|---|---|
| Гофрокартон и складные картонные коробки | Высокопористые, толстые, жесткие, абразивные | На водной основе | Архитектура Inline: Прямая горизонтальная траектория движения полотна специально разработана для транспортировки тяжелых, жестких материалов без их изгиба по малым радиусам. |
| Гибкая упаковка (ПЭ/ПП/ПЭТ пленки) | Непористый, ультратонкий, хорошо растягивающийся, термочувствительный | На основе растворителя или на водной основе | Архитектура центрального впечатления (CI): Все цветные деки расположены вокруг одного массивного центрального барабана. Этот барабан физически фиксирует растягивающуюся пленку на месте, обеспечивая безупречное натяжение и регистрацию цветов. |
| Этикетки, чувствительные к давлению | Узкое полотно, гладкая поверхность, требуется сверхвысокая четкость | УФ/Светодиодное покрытие | Архитектура Inline (узкая паутина): Позволяет легко интегрировать сложные станции высечки, тиснения и холодного фольгирования за один проход. |
Матрица производительности и совокупной стоимости владения: Флексография vs Офсет vs Цифровая печать
Для финансового директора или директора по стратегическим закупкам выбор технологии печати заключается не только в инженерной элегантности, но и в оценке общей стоимости владения (TCO). Чтобы принимать выгодные долгосрочные решения, мы должны анализировать "точку безубыточности", используя реальные промышленные данные, а также физические пределы разрешения каждого процесса.
Длина пробега и точка безубыточности
Экономическое поле битвы между цифровой, офсетной и флексографической печатью строго определяется соотношением постоянных первоначальных затрат на установку и переменных текущих расходов. Это математический баланс.
Для цифровой печати не требуется абсолютно никаких форм, то есть первая напечатанная этикетка стоит столько же, сколько и тысячная. Однако цифровые чернила и "плата за клик" производителя печатной продукции печально известны своей дороговизной (зачастую она варьируется от От $0,02 до $0,15 за клик в зависимости от покрытия краской). Флексография, напротив, требует огромных первоначальных инвестиций. Производство высококачественных фотополимерных пластин может стоить от $300 - $1 500+ на цветовой канал в зависимости от размера и используемой технологии HD dot.
Однако, как только флексографская машина зарегистрирована и работает со скоростью 400 м/мин, переменные затраты на жидкие чернила и подложку снижаются до копеек за квадратный метр. Поэтому строгий Точка безубыточности существует, обычно располагаясь между 10 000 и 50 000 впечатлений (в зависимости от конкретных размеров этикетки или пакета). Как только заказ преодолевает этот порог объема, стоимость единицы флексографии резко падает, что делает ее значительно более выгодной по сравнению с цифровыми технологиями.
| Технология печати | Первоначальная фиксированная стоимость установки | Стоимость единицы продукции (высокий объем) | Рекомендуемая длина прогона |
|---|---|---|---|
| Цифровая печать | Ноль (физические пластины не требуются) | Высокий (постоянный заряд щелчка: ~$0.02 - $0.15) | От 1 до 10 000 единиц (идеально подходит для микро/коротких партий, переменных данных) |
| Офсетная печать | Умеренный (алюминиевые пластины: ~$20 - $50/цвет) | Низкий | От 10 000 до 50 000 единиц (идеально подходит для высококачественных складных картонных коробок) |
| Флексография | Высокая (пластины из смолы: ~$300 - $1,500+/цвет) | Крайне низкий (доли цента) | От 50 000 до 1 000 000+ единиц (идеально подходит для массового непрерывного полотна) |
Пределы качества и разрешения печати
Финансы остаются в стороне, мы должны оценить физическое разрешение изображения, измеряемое в LPI (Lines Per Inch). Офсетная печать, использующая сверхгладкие алюминиевые пластины и эластичное резиновое полотно для переноса, исторически доминирует на арене качества, без труда достигая тонкого разрешения 175-200 LPI. Если вы печатаете роскошную коробку для косметики с замысловатыми фотореалистичными градиентами на картоне премиум-класса, офсетная печать остается бесспорным королем.
Поскольку флексография основана на использовании мягких, деформируемых полимерных пластин, при попытке напечатать сверхтонкие точки на грубых, хорошо впитывающих материалах (таких как стандартный гофрокартон) разрешение обычно ограничивается более грубым значением 65-133 LPI. Однако технология активно сокращает этот разрыв. На гладких, высоконатянутых рулонных пленках с использованием современных HD-пластин с плоским верхом и анилоксовых валов с тонкой гравировкой флексографская печать теперь способна достигать 150+ LPI, обеспечивая фотографическое качество, близкое к офсетному, для упаковки премиальных закусок, напитков и этикеток.
Выжить в печатном цеху: Управление усилением точки и переменными настройки
Частым и дорогостоящим камнем преткновения для брендов, переносящих дизайн упаковки во флексографию, является осознание того, что то, что выглядит безупречно на мониторе с подсветкой в дизайн-студии, может выглядеть мутным, темным и перенасыщенным на физическом прессе. Чтобы выжить в коммерческом производстве, необходимо научно освоить самую печально известную физическую переменную в цехе флексопечати: Точечное усиление (Увеличение тонального значения или TVI).
Физика усиления точки
Точечное усиление - неизбежное явление, корни которого лежат в гидродинамике. Поскольку печатная форма изготовлена из гибкого полимера, она слегка сжимается во время "поцелуя оттиска". Представьте, что вы окунаете кончик пальца в воду и прижимаете его к стеклянному столу. Физическое давление, направленное вниз, заставляет жидкость растекаться наружу, создавая больший круг. Точно такое же микроскопическое событие происходит с точками чернил.
Без компенсации допечатной подготовки
Если дизайнер задает 50% полутоновый серый в цифровом файле, физическое давление печатной машины может раздвинуть эту чернильную точку, в результате чего она будет напечатана как 65% серый на упаковке. Средние тона становятся сильно насыщенными, а тонкие тени полностью забиваются.
Кривая сокращений (RIP)
Мастера допечатной подготовки применяют математический профиль компенсации. Они намеренно уменьшают точку 50% до 35% на физической пластине. При надавливании механического пресса точка идеально распределяется в нужное место. 50% визуальная цель.
Освоение этих переменных - калибровка кривых для различных подложек, от сильно впитывающей крафт-бумаги до совершенно не впитывающего металлизированного ПЭТ - вот что отличает любительские типографии от предприятий мирового класса.
Будущее флексографии и снижение риска инвестиций в оборудование
Флексографическая печать переживает масштабную и непрерывную эволюцию. Интеграция сервоприводной автоматики, камер контроля дефектов в линии 100%, автоматизированного управления приводкой и передовых красок на водной основе с нулевым содержанием летучих органических соединений гарантирует, что флексография останется незыблемой основой глобальной цепочки поставок упаковки на ближайшие десятилетия.
Однако понимание научной теории и экономических преимуществ флексографии - это только первый шаг. Для производственных предприятий, компаний по переработке упаковки и глобальных дистрибьюторов, желающих расширить масштабы своей деятельности или обновить технологию, теория должна легко воплотиться в надежное и высокоскоростное ежедневное производство.
Суровая реальность промышленного мира такова, что самые лучшие технологические характеристики на бумаге не значат абсолютно ничего, если физическая машина не может бесперебойно обрабатывать вашу конкретную подложку на вашем заводе.
Инвестиции в тяжелое упаковочное оборудование, поставляемое через международные границы, сопряжены с неизбежными рисками: несовместимость материалов, сбои в системе контроля натяжения и катастрофические простои производства. Именно в таких случаях производственная родословная становится вашим основным страховым полисом. Опираясь на глубокую производственную базу из 15 специализированных заводов и строгие системы качества ISO9001/CE, KETE осуществляет бескомпромиссный инженерный контроль и контроль качества, чтобы навсегда исключить риск ваших инвестиций.
Прежде чем флагманская флексографская машина CI или Inline покинет завод KETE, она проходит обязательные полномасштабные заводские приемочные испытания (FAT). Очень важно, что эти испытания проводятся использование материалов, изготовленных по вашему заказу-Будь то растягивающаяся полиэтиленовая пленка, тонкие нетканые материалы или тяжелая алюминиевая фольга. Физическое подтверждение высокой скорости 500 м/мин и точной многоцветной регистрации на реальных подложках, а также глобальная установка на месте и техническая поддержка 7×24 в 80 с лишним странах полностью нейтрализуют технологический риск.
Готовы преодолеть разрыв от теории до высокоскоростного производства?
Узнайте, как именно ваши нестандартные упаковочные материалы работают на промышленных скоростях. Свяжитесь с командой инженеров KETE сегодня, чтобы получить индивидуальную конфигурацию архитектуры пресса и всестороннее бесплатное испытание материала.
Запросите индивидуальное решение и бесплатную пробную версию