Décoder l'impression flexographique dans l'emballage moderne
La flexographie est le cheval de bataille incontesté de l'industrie moderne de l'emballage, responsable de la production de près de 70% des produits imprimés dans les rayons des supermarchés. Elle est au cœur de cette activité, L'impression flexographique (souvent appelée simplement flexo) est un procédé d'impression rotative à grande vitesse, alimenté par une bobine, qui utilise des plaques photopolymères flexibles et des encres liquides à séchage rapide pour transférer des images sur une vaste gamme de substrats.
Pour conceptualiser la mécanique sans jargon technique complexe, imaginez un tampon en caoutchouc hautement sophistiqué et usiné avec précision qui tourne en continu à des centaines de mètres par minute.
Pour les acheteurs d'emballages B2B, les directeurs de production et les propriétaires de marques, comprendre à quoi sert l'impression flexographique va bien au-delà d'une curiosité académique : il s'agit d'une nécessité commerciale cruciale. La décision de tirer parti de cette technologie spécifique détermine fondamentalement vos coûts unitaires, votre rapidité de mise sur le marché et la polyvalence de vos matériaux. Ce guide complet décode les principes scientifiques, les implications financières et les applications concrètes du processus d'impression flexographique moderne.

Avantages et inconvénients de la flexographie dans le monde réel
Chaque technologie d'impression industrielle représente un compromis physique et économique. Avant de plonger dans les profondeurs mécaniques de la salle des presses, voici une analyse pragmatique, au niveau de la direction, des domaines dans lesquels la flexographie domine l'atelier de production et de ceux dans lesquels elle est confrontée à des limites physiques rigides.
Les avantages
- Des vitesses de production inégalées : Une fois qu'une commande est enregistrée et en cours d'exécution, la technologie flexographique est un véritable moteur de volume. Les presses industrielles maintiennent couramment des vitesses de bande continues comprises entre 300 et plus de 500 mètres par minute, ce qui permet de traiter rapidement les commandes commerciales massives.
- Capacités de finition en ligne : Comme la flexographie utilise une bande continue de matériau (plutôt que des feuilles individuelles), elle permet une architecture "en ligne" extraordinaire. Un substrat peut être imprimé, revêtu d'un vernis UV protecteur, recouvert d'une feuille à froid, laminé et découpé en un seul passage ininterrompu. Les cycles de production de plusieurs jours sont ainsi réduits à quelques minutes.
- Polyvalence extrême des substrats : Grâce à ses plaques élastomères flexibles et à ses systèmes d'encres liquides très adaptables, la flexographie peut imprimer sans effort sur des surfaces très irrégulières, abrasives ou non poreuses qui détruiraient instantanément un blanchet offset traditionnel.
- Formulations respectueuses de l'environnement : Le procédé flexographique est optimisé de manière unique pour les systèmes d'encre à base d'eau. Cela permet aux transformateurs d'emballages de répondre aux normes ESG (environnementales, sociales et de gouvernance) mondiales strictes, d'obtenir des environnements d'usine sans émissions de COV et de maintenir une conformité stricte avec la FDA pour les emballages entrant directement en contact avec les denrées alimentaires.
Les limites
- Coûts d'installation initiaux élevés : La création de plaques photopolymères personnalisées pour chaque canal de couleur représente un investissement initial important. La flexographie n'est donc pas économiquement viable pour les très courts tirages, le prototypage ou l'impression de données très variables.
- Limitations tonales (atténuation de l'éclairage) : En raison de la pression physique nécessaire pour transférer l'encre d'une surface en relief, la reproduction de dégradés extrêmement doux et lisses qui s'effacent complètement est un défi mécanique. La flexographie traditionnelle a du mal à maintenir des points de surbrillance extrêmes de 1% à 3%, ce qui se traduit parfois par un "bord dur" visible ou une rupture dans les dessins de dégradés.
- Temps d'arrêt pour le changement de format : Le changement des plaques physiques, le nettoyage méticuleux des chambres d'encre et le remplacement des cylindres anilox entre deux travaux distincts nécessitent une main-d'œuvre qualifiée et un temps d'arrêt important de la presse par rapport à la commutation numérique instantanée d'un système à jet d'encre.
Comment fonctionne le processus d'impression flexographique
Pour apprécier pleinement l'efficacité de cette technologie, il convient d'en décomposer les mécanismes de fonctionnement. Le processus d'impression se déroule en deux phases distinctes et très élaborées : la préparation précise du support de l'image et le transfert physique de l'encre fluide.
Phase 1 : Placage et montage
Le parcours d'un travail d'impression flexographique commence bien avant que la bande ne se mette en mouvement. La flexographie nécessite un support physique, la plaque d'impression. Aujourd'hui, il s'agit de plaques hautement plaques en relief photopolymèresLes produits sont fabriqués selon des tolérances microscopiques.
Imagerie numérique (CTP)
Au cours du processus Computer-to-Plate, un laser de forte puissance ablate un masque de carbone sur le matériau photopolymère, exposant les zones exactes où l'image doit se trouver.
Traitement thermique des plaques
La plaque est exposée à une lumière UV intense pour durcir le polymère. Les installations modernes utilisent la chaleur pour évacuer le polymère non exposé, éliminant ainsi les temps de séchage des solvants et produisant des "points plats" robustes capables de 150+ LPI.
Montage de précision
Les plaques sont montées sur des cylindres en acier à l'aide de rubans adhésifs spécialisés et de systèmes de repérage par micro-caméra. Même une fraction de millimètre de désalignement se traduira par un emballage flou.
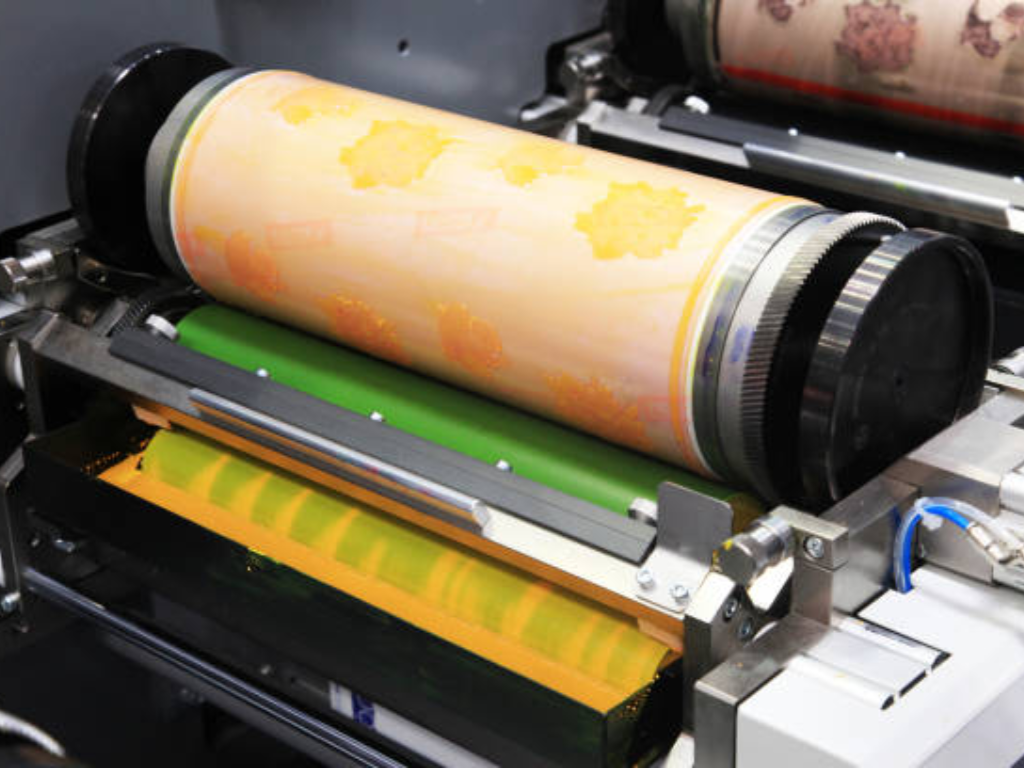
Phase 2 : Mécanisme du transfert d'encre rotatif
Une fois les plaques montées avec précision, le cœur du processus d'impression se déroule au niveau du plateau d'impression, qui utilise un système synchronisé à quatre rouleaux pour déposer une couche d'encre d'une précision mathématique.
La chambre des encres et le docteur Blade
L'encre liquide à faible viscosité est pompée dans une chambre fermée. Une racle en acier ou en plastique, usinée avec précision, repose sur le rouleau anilox, cisaillant continuellement l'excès de liquide.
Le rouleau Anilox
(Le cœur du compteur)
Un cylindre d'acier recouvert de céramique, gravé de millions de microscopes, est utilisé dans le cadre de la recherche sur les maladies infectieuses. Micro-cellules. Le volume exact d'encre contenu dans ces cellules est mesuré en BCM. La racle veille à ce que l'encre reste uniquement à l'intérieur de ces cellules.
Le cylindre à plaque
En tournant de manière synchronisée contre l'anilox, le relief de la plaque photopolymère plonge dans les micro-cellules, recueillant un film d'encre humide parfaitement dosé et uniforme.
Le cylindre d'impression
(Le Transfert)
La bande de substrat passe entre la plaque encrée et un cylindre en acier lisse. Les opérateurs s'appuient sur la "Impression de baiser-Si la pression est trop élevée, l'encre s'écrase, ce qui nuit à la clarté.
Encres et supports flexographiques : Pourquoi on imprime sur presque tout
La polyvalence de la flexographie repose en grande partie sur la chimie unique de ses encres. Les encres flexo possèdent une très faible viscosité - elles s'écoulent presque comme de l'eau. Il s'agit d'une exigence non négociable car l'encre doit remplir instantanément les cellules anilox microscopiques, être transférée sur la plaque polymère et sécher sur le substrat en mouvement rapide en une fraction de seconde avant d'atteindre la station couleur suivante.
La technologie repose sur trois formulations industrielles primaires :
- Encres à base d'eau : Respectueux de l'environnement et sans COV, ils constituent la norme industrielle absolue pour les cartons ondulés poreux, les sacs en papier et les emballages en contact direct avec les aliments.
- Encres à base de solvant : Les formulations à évaporation rapide sont excellentes pour les films plastiques non poreux très utilisés dans les sachets souples pour snacks et les manchons rétractables.
- Encres à séchage UV/LED : Ces encres de haute technologie restent entièrement liquides jusqu'à ce qu'elles soient instantanément polymérisées par une lumière UV concentrée. Elles offrent une résistance chimique ultime, une brillance élevée et une résolution inégalée pour les étiquettes de qualité supérieure et les emballages pharmaceutiques.
En raison de cette grande diversité chimique, le procédé flexographique peut s'attaquer à des surfaces très irrégulières. Cependant, l'application d'une encre liquide sur un éventail aussi large de matériaux nécessite des adaptations chimiques et mécaniques spécifiques. Par exemple, les films plastiques non poreux (comme le PE ou le BOPP) doivent être soumis à un processus d'application d'encre liquide. Traitement Corona avant l'impression. Cette décharge électrique à haute tension oxyde de façon microscopique le plastique lisse, augmentant son énergie de surface (mesurée en Niveau Dyne) afin que l'encre liquide puisse s'ancrer de manière permanente au lieu de perler et de s'écouler.
La matrice processus-substrat
Il est dangereux de croire qu'une seule machine flexographique peut passer sans effort de l'impression de boîtes en carton épaisses à celle de plastiques extensibles ultrafins. Pour maintenir la stabilité du processus, l'industrie a développé des architectures matérielles spécifiques optimisées pour différents matériaux physiques. Voici la base industrielle objective :
| Substrat cible | Caractéristiques des matériaux | Chimie idéale de l'encre | Architecture physique requise |
|---|---|---|---|
| Cartons ondulés et boîtes pliantes | Très poreux, épais, rigide, abrasif | A base d'eau | Architecture en ligne : Il est doté d'une bande droite et horizontale spécialement conçue pour transporter des matériaux lourds et rigides sans les plier autour de rayons étroits. |
| Emballages souples (films PE/PP/PET) | Non poreux, ultra-mince, hautement extensible, sensible à la chaleur | A base de solvant ou à base d'eau | Architecture de l'empreinte centrale (CI) : Toutes les platines couleur entourent un tambour central unique et massif. Ce tambour bloque physiquement le film étirable en place, maintenant une tension et un repérage des couleurs impeccables. |
| Étiquettes autocollantes | Bande étroite, surface lisse, exigeant une définition ultra-élevée | Durcissable par UV/LED | Architecture en ligne (Narrow Web) : Permet d'intégrer facilement des stations complexes de découpe, de gaufrage et de dorure à froid en un seul passage. |
Matrice des performances et du coût total de possession : Flexo vs Offset vs Numérique
Pour le directeur financier ou le directeur des achats stratégiques, le choix d'une technologie d'impression n'est pas seulement une question d'élégance technique - il s'agit d'évaluer le coût total de possession (TCO). Pour prendre des décisions rentables à long terme, nous devons analyser le "seuil de rentabilité" à l'aide de données industrielles réelles, ainsi que les limites de résolution physique de chaque processus.
Longueurs d'exécution et seuil de rentabilité
Le champ de bataille économique entre le numérique, l'offset et la flexographie est strictement dicté par le rapport entre les coûts d'installation initiaux fixes et les coûts d'exploitation variables. Il s'agit d'un équilibre mathématique.
L'impression numérique ne nécessite aucune plaque, ce qui signifie que la première étiquette imprimée coûte exactement le même prix que la millième. Cependant, l'encre numérique et les "frais de clics" des fabricants sont notoirement chers (souvent de l'ordre de $0,02 à $0,15 par clic en fonction de la couverture d'encre). La flexographie, en revanche, nécessite un investissement initial massif. La production de plaques photopolymères de haute qualité peut coûter de 1 à 2 millions d'euros. $300 à $1 500+ par canal de couleur en fonction de la taille dimensionnelle et de la technologie HD utilisée.
Pourtant, une fois que la presse flexo est enregistrée et tourne à 400 m/min, le coût variable de l'encre fluide en vrac et du substrat tombe à quelques centimes par mètre carré. C'est pourquoi une Point mort existe - généralement assis entre 10 000 et 50 000 impressions (en fonction des dimensions spécifiques de l'étiquette ou de la pochette). Dès qu'une commande franchit ce seuil de volume, le coût unitaire de la flexographie chute, ce qui la rend nettement plus rentable que les technologies numériques.
| Technologie d'impression | Coût fixe initial de mise en place | Coût par unité (haut volume) | Longueur recommandée |
|---|---|---|---|
| Impression numérique | Zéro (aucune plaque physique n'est nécessaire) | Élevé (charge à clic constante : ~$0,02 - $0,15) | 1 à 10 000 unités (idéal pour les micro/courts tirages, données variables) |
| Impression offset | Modéré (plaques d'aluminium : ~$20 - $50/couleur) | Faible | 10 000 à 50 000 unités (idéal pour les boîtes pliantes haut de gamme) |
| Flexographie | Élevé (plaques en résine : ~$300 - $1,500+/couleur) | Extrêmement bas (Fraction de cent) | 50 000 à 1 000 000+ unités (idéal pour la production de masse en continu) |
Limites de qualité et de résolution d'impression
Les finances mises à part, nous devons évaluer la résolution physique de l'image, mesurée en LPI (lignes par pouce). L'impression offset, qui utilise des plaques d'aluminium ultra lisses et un transfert de blanchet élastique, a toujours dominé le domaine de la qualité, atteignant sans effort des résolutions fines de 175 à 200 LPI. Si vous imprimez une boîte de cosmétiques de luxe avec des dégradés complexes et photoréalistes sur un carton de qualité supérieure, l'offset reste le roi incontesté.
La flexographie reposant sur des plaques de polymère souples et déformables, l'impression de points ultrafins sur des matériaux rugueux et très absorbants (comme le carton ondulé standard) limite généralement la résolution à une valeur plus grossière de 65 à 133 LPI. Toutefois, la technologie a permis de combler cette lacune. Sur des films lisses à haute tension utilisant des plaques d'impression HD modernes et des cylindres anilox finement gravés, la flexographie est désormais capable d'atteindre plus de 150 LPI, offrant une qualité photographique proche de l'offset pour les emballages de snacks, de boissons et d'étiquettes de qualité supérieure.
Survivre en salle de presse : Gérer le gain de points et les variables de réglage
Un écueil fréquent et coûteux pour les marques qui migrent leurs emballages vers la flexographie est de se rendre compte que ce qui semble parfait sur un écran rétroéclairé dans le studio de conception peut sembler boueux, sombre et sursaturé sur la presse physique. Pour survivre à la production commerciale, il faut maîtriser scientifiquement la variable physique la plus connue dans la salle des presses flexo : Gain de points (augmentation de la valeur tonale ou TVI).
La physique du gain de points
L'engraissement des points est un phénomène inévitable qui trouve son origine dans la dynamique des fluides. La plaque d'impression étant constituée d'un polymère souple, elle se comprime légèrement lors de l'impression du "baiser". Imaginez que vous trempez le bout de votre doigt dans l'eau et que vous le pressez contre une table en verre. La pression physique vers le bas force le liquide à s'étendre vers l'extérieur, créant ainsi un cercle plus large. Le même phénomène microscopique se produit pour les points d'encre.
Sans compensation prépresse
Si un concepteur spécifie un 50% gris tramé dans le fichier numérique, la pression physique de la presse peut étaler ce point d'encre, ce qui fait qu'il s'imprime sous la forme d'un point d'encre. 65% gris sur l'emballage. Les tons moyens sont fortement saturés et les ombres fines se bouchent complètement.
La courbe de réduction (RIP)
Les maîtres ingénieurs prépresse appliquent un profil de compensation mathématique. Ils réduisent délibérément le point 50% à 35% sur la plaque physique. Lorsque la pression de la presse mécanique est appliquée, le point s'étale parfaitement jusqu'à la position souhaitée. 50% objectif visuel.
La maîtrise de ces variables - l'étalonnage des courbes pour différents substrats, du papier kraft très absorbant au PET métallisé totalement non absorbant - est ce qui sépare les ateliers d'impression amateurs des ateliers de classe mondiale.
L'avenir de la flexographie et la réduction des risques liés à l'investissement dans l'équipement
L'impression flexographique connaît une évolution massive et continue. L'intégration de l'automatisation servocommandée, des caméras d'inspection des défauts en ligne 100%, du contrôle automatisé du registre et des encres à base d'eau sans COV garantit que la flexographie restera l'épine dorsale inébranlable de la chaîne d'approvisionnement mondiale en matière d'emballage pour les décennies à venir.
Cependant, comprendre la théorie scientifique et les avantages économiques de la flexographie n'est qu'une première étape. Pour les usines de fabrication, les transformateurs d'emballages et les distributeurs mondiaux qui cherchent à développer leurs activités ou à moderniser leur technologie, la théorie doit se traduire de manière transparente par une production quotidienne fiable et à grande vitesse.
La dure réalité du monde industriel est que les meilleures spécifications technologiques sur le papier ne signifient absolument rien si la machine physique ne peut pas traiter en douceur votre substrat spécifique dans votre usine.
Investir dans des machines d'emballage lourdes au-delà des frontières internationales comporte des risques inhérents : incompatibilité des matériaux, défaillances du contrôle de la tension et arrêts de production catastrophiques. C'est précisément là que l'expérience en matière de fabrication devient votre ultime police d'assurance. En s'appuyant sur une base de fabrication solide composée de 15 usines spécialisées et de systèmes de qualité ISO9001/CE rigoureux, KETE met en œuvre un protocole d'ingénierie et de contrôle de la qualité sans compromis afin de réduire de façon permanente les risques liés à votre investissement.
Avant qu'une presse flexo CI ou Inline ne quitte l'usine KETE, elle est soumise à un test d'acceptation en usine (FAT) obligatoire et à grande échelle. Il est essentiel que ce test soit effectué l'utilisation de vos matériaux personnalisés exacts-Qu'il s'agisse de films PE hautement extensibles, de non-tissés délicats ou de lourdes feuilles d'aluminium. En prouvant physiquement les performances de vitesse de 500 m/min et la précision de l'enregistrement multicolore sur vos substrats réels, et en les accompagnant d'une installation mondiale sur site et d'une assistance technique 7×24 dans plus de 80 pays, le risque technologique est complètement neutralisé.
Prêt à passer de la théorie à la production à grande vitesse ?
Découvrez exactement comment vos matériaux d'emballage personnalisés se comportent à des vitesses industrielles. Contactez dès aujourd'hui l'équipe d'ingénieurs de KETE pour obtenir une configuration personnalisée de l'architecture de la presse et un essai complet et gratuit des matériaux.
Demandez votre solution personnalisée et un essai gratuit