Descodificar a impressão flexográfica nas embalagens modernas
A flexografia é o cavalo de batalha indiscutível da indústria de embalagens moderna, responsável pela produção de quase 70% dos produtos impressos nas prateleiras dos supermercados. No seu núcleo, A impressão flexográfica (muitas vezes designada simplesmente por flexografia) é um processo de impressão rotativa de alta velocidade que utiliza chapas de relevo de fotopolímero flexíveis e tintas líquidas de secagem rápida para transferir imagens para uma vasta gama de substratos.
Para concetualizar a mecânica sem o jargão complexo da engenharia, imagine um carimbo de borracha altamente sofisticado, fabricado com precisão, que gira continuamente a centenas de metros por minuto.
Para os compradores de embalagens B2B, diretores de produção e proprietários de marcas, compreender para que é utilizada a impressão flexográfica vai muito além da curiosidade académica - é uma necessidade comercial crítica. A decisão de aproveitar esta tecnologia específica dita fundamentalmente os seus custos unitários, a sua velocidade de comercialização e a versatilidade do seu material. Este guia abrangente descodifica os princípios científicos, as implicações financeiras e as aplicações do mundo real do processo de impressão flexográfica moderno.

As vantagens e desvantagens da flexografia no mundo real
Cada tecnologia de impressão industrial representa um compromisso físico e económico. Antes de mergulhar nas profundezas mecânicas da sala de impressão, aqui está uma análise pragmática e de nível executivo de onde a flexografia domina o chão de fábrica e onde enfrenta limitações físicas rígidas.
As vantagens
- Velocidades de produção incomparáveis: Quando um trabalho está registado e a funcionar, a tecnologia flexográfica é uma potência de volume absoluto. As prensas industriais mantêm rotineiramente velocidades de bobina contínuas entre 300 e mais de 500 metros por minuto, facilitando o trabalho de grandes encomendas comerciais.
- Capacidades de acabamento em linha: Uma vez que a flexografia utiliza uma banda contínua de material (em vez de folhas individuais), permite uma extraordinária arquitetura "em linha". Um substrato pode ser impresso, revestido com verniz UV protetor, laminado a frio, laminado e cortado numa única passagem ininterrupta. Isto transforma ciclos de produção de vários dias em minutos.
- Versatilidade extrema do substrato: Graças às suas placas de elastómero flexíveis e aos sistemas de tinta líquida altamente adaptáveis, a flexografia pode imprimir sem esforço em superfícies altamente irregulares, abrasivas ou não porosas que destruiriam instantaneamente uma blanqueta offset tradicional.
- Formulações amigas do ambiente: O processo flexográfico é optimizado de forma única para sistemas de tinta à base de água. Isto permite que os transformadores de embalagens cumpram as rigorosas normas globais ESG (Environmental, Social, and Governance), alcancem ambientes de fábrica com zero emissões de COV e mantenham a rigorosa conformidade com a FDA para embalagens em contacto direto com alimentos.
As limitações
- Elevados custos de instalação inicial: A criação de placas de fotopolímero personalizadas para cada canal de cor representa uma despesa de capital inicial significativa. Isto torna a flexografia economicamente inviável para tiragens extremamente curtas, prototipagem ou impressão de dados altamente variáveis.
- Limitações tonais (queda de realce): Devido à pressão física necessária para transferir a tinta de uma superfície em relevo, a reprodução de gradientes extremamente suaves e lisos que se desvanecem completamente até zero é um desafio mecânico. A flexografia tradicional tem dificuldade em manter pontos de realce extremos de 1% a 3%, resultando ocasionalmente numa "borda dura" visível ou numa quebra nos desenhos de gradiente.
- Tempo de paragem para mudança de turno: Mudar as chapas físicas, limpar meticulosamente as câmaras de tinta e trocar os rolos anilox entre trabalhos distintos requer mão de obra especializada e um tempo de inatividade significativo da impressora, em comparação com a mudança digital instantânea de um sistema de jato de tinta.
Como funciona o processo de impressão flexográfica
Para apreciar verdadeiramente a eficiência desta tecnologia, temos de decompor a sua mecânica de funcionamento. O processo de impressão funciona em duas fases distintas e altamente concebidas: a preparação precisa do suporte de imagem e a transferência física da tinta fluida.
Fase 1: Confeção e montagem de placas
O percurso de um trabalho de impressão flexográfica começa muito antes de a bobina se começar a mover. A flexografia requer um suporte físico - a chapa de impressão. Atualmente, estas são altamente concebidas placas em relevo de fotopolímero, fabricados com tolerâncias microscópicas.
Imagem digital (CTP)
Durante o processo Computer-to-Plate, um laser de alta potência abla uma máscara de carbono no material de fotopolímero, expondo as áreas exactas onde a imagem deve ser colocada.
Processamento de placas térmicas
A chapa é exposta a uma luz UV intensa para endurecer o polímero. As instalações modernas utilizam o calor para eliminar o polímero não exposto, eliminando os tempos de secagem com solvente e produzindo "pontos planos" robustos com capacidade para mais de 150 LPI.
Montagem de precisão
As placas são montadas em cilindros de aço utilizando fitas adesivas especializadas e sistemas de registo de microcâmaras. Mesmo uma fração de milímetro de desalinhamento resultará numa embalagem desfocada.
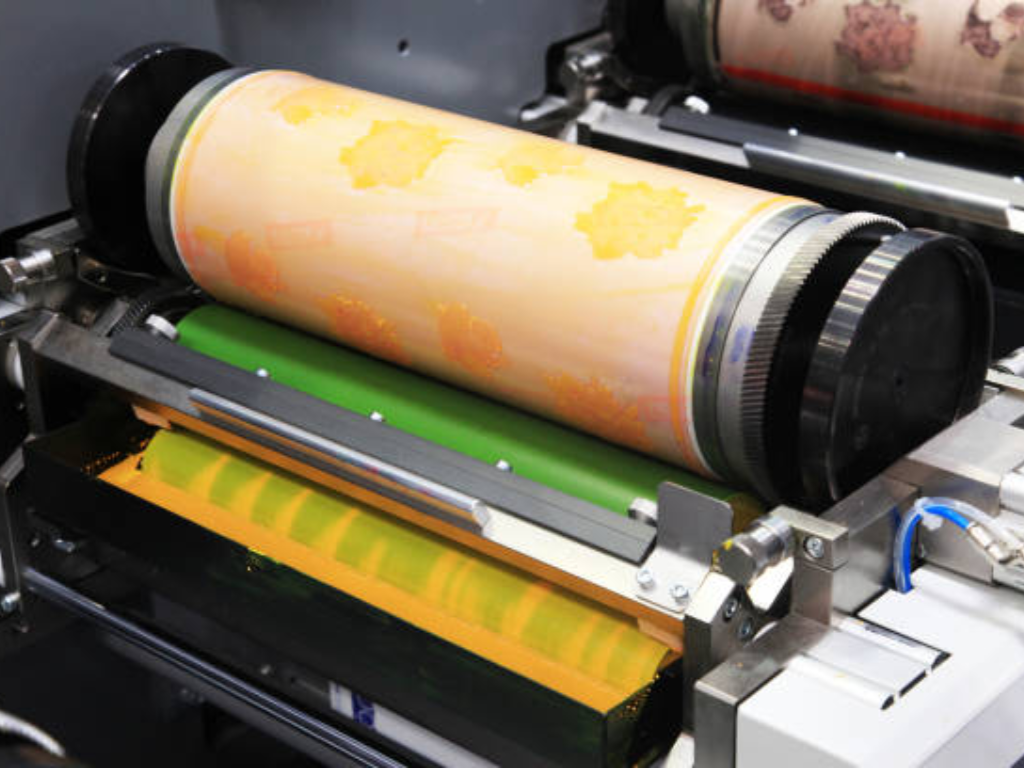
Fase 2: A mecânica da transferência de tinta rotativa
Com as chapas montadas com precisão, o coração do processo de impressão ocorre no deck de impressão, utilizando um sistema sincronizado de quatro rolos para fornecer uma camada de tinta matematicamente precisa.
A Câmara de Tinta e o Doutor Lâmina
A tinta líquida de baixa viscosidade é bombeada para uma câmara fechada. Uma lâmina raspadora de aço ou plástico, maquinada com precisão, encosta-se ao rolo anilox, cortando continuamente o excesso de fluido.
O rolo anilox
(The Metering Heart)
Um cilindro de aço revestido a cerâmica, gravado com milhões de Micro-células. O volume exato de tinta que estas células contêm é medido em BCM. A lâmina raspadora garante que a tinta permanece apenas no interior destas células.
O Cilindro de Placa
Rodando sincronizadamente contra o anilox, o relevo 3D elevado da placa de fotopolímero mergulha nas micro-células, captando uma película uniforme e perfeitamente doseada de tinta húmida.
O cilindro de impressão
(A transferência)
A banda de substrato passa entre a placa tintada e um cilindro de aço liso. Os operadores confiam na "Impressão de beijo"Se a pressão for demasiado elevada, a tinta esborrata-se, destruindo a clareza.
Tintas e substratos flexográficos: Porque é que se imprime em quase tudo
A versatilidade da flexografia deve-se, em grande parte, à sua química de tinta única. As tintas flexográficas possuem uma viscosidade muito baixa - fluem quase como água. Este é um requisito não negociável, porque a tinta tem de preencher instantaneamente as células anilox microscópicas, transferir-se para a placa de polímero e secar no substrato em movimento rápido numa fração de segundo antes de chegar à estação de cor seguinte.
A tecnologia baseia-se em três formulações industriais primárias:
- Tintas à base de água: Amigo do ambiente e sem COV, o que os torna o padrão absoluto da indústria para cartão canelado poroso, sacos de papel e embalagens em contacto direto com alimentos.
- Tintas à base de solventes: Formulações de evaporação rápida excelentes para películas de plástico não porosas, muito utilizadas em bolsas flexíveis para snacks e mangas retrácteis.
- Tintas de cura UV/LED: Estas tintas de alta tecnologia permanecem totalmente líquidas até serem instantaneamente polimerizadas por luz UV concentrada. Proporcionam a derradeira resistência química, alto brilho e uma resolução sem paralelo para etiquetas e embalagens farmacêuticas de qualidade superior.
Devido a esta profunda diversidade química, o processo flexográfico pode conquistar superfícies altamente irregulares. No entanto, a aplicação de tinta líquida a um tão vasto espetro de materiais requer adaptações químicas e mecânicas específicas. Por exemplo, as películas de plástico não porosas (como PE ou BOPP) têm de ser submetidas a Tratamento Corona antes da impressão. Esta descarga eléctrica de alta tensão oxida microscopicamente o plástico liso, aumentando a sua energia de superfície (medida em Nível Dyne) para que a tinta líquida se possa fixar permanentemente em vez de se acumular e rolar.
A Matriz Processo-Substrato
É um equívoco perigoso pensar que uma única máquina flexográfica pode passar sem esforço da impressão de caixas de cartão espessas para plásticos extensíveis ultra-finos. Para manter a estabilidade do processo, a indústria desenvolveu arquitecturas de hardware específicas optimizadas para diferentes materiais físicos. Eis a linha de base industrial objetiva:
| Substrato alvo | Caraterísticas do material | Química ideal da tinta | Arquitetura física necessária |
|---|---|---|---|
| Cartão canelado e caixas de cartão dobráveis | Altamente poroso, espesso, rígido, abrasivo | À base de água | Arquitetura em linha: Apresenta um percurso de banda reto e horizontal especificamente concebido para transportar materiais pesados e rígidos sem os dobrar em raios apertados. |
| Embalagens flexíveis (filmes PE/PP/PET) | Não poroso, ultra-fino, altamente extensível, sensível ao calor | À base de solvente ou à base de água | Arquitetura de Impressão Central (CI): Todos os decks de cor rodeiam um único e enorme tambor central. Este tambor bloqueia fisicamente a película extensível no seu lugar, mantendo uma tensão e um registo de cores perfeitos. |
| Etiquetas sensíveis à pressão | Banda estreita, superfície lisa, requer definição ultra-alta | Curável por UV/LED | Arquitetura em linha (Narrow Web): Permite a fácil integração de estações complexas de corte e vinco, gravação em relevo e laminação a frio numa única passagem. |
A matriz de desempenho e TCO: Flexo vs Offset vs Digital
Para o Diretor Financeiro ou o diretor de compras estratégicas, a escolha da tecnologia de impressão não se resume à elegância da engenharia - trata-se de avaliar o Custo Total de Propriedade (TCO). Para tomar decisões rentáveis e a longo prazo, temos de analisar o "Break-Even Point" utilizando dados industriais do mundo real, juntamente com os limites de resolução física de cada processo.
Duração dos ciclos e ponto de equilíbrio
O campo de batalha económico entre Digital, Offset e Flexografia é estritamente ditado pelo rácio entre os custos fixos iniciais de instalação e os custos variáveis de funcionamento. Trata-se de um ato de equilíbrio matemático.
A impressão digital não requer absolutamente nenhuma chapa, o que significa que a primeira etiqueta impressa custa exatamente o mesmo que a milésima. No entanto, a tinta digital e as "taxas de clique" do fabricante são notoriamente caras (muitas vezes variando de $0.02 a $0.15 por clique dependendo da cobertura de tinta). A flexografia, pelo contrário, exige um grande investimento inicial. A produção de chapas de fotopolímero de alta qualidade pode custar entre $300 a $1.500+ por canal de cor dependendo do tamanho dimensional e da tecnologia de pontos HD utilizada.
No entanto, quando a impressora flexográfica está registada e a funcionar a 400m/min, o custo variável da tinta fluida a granel e do substrato cai para cêntimos por metro quadrado. Por conseguinte, um rigoroso Ponto de equilíbrio existe - normalmente situado entre 10.000 e 50.000 impressões (dependendo das dimensões específicas do rótulo ou da bolsa). Quando uma encomenda ultrapassa este limiar de volume, o custo unitário da flexografia desce em flecha, tornando-a drasticamente mais rentável do que as tecnologias digitais.
| Tecnologia de impressão | Custo fixo inicial de instalação | Custo por unidade (alto volume) | Comprimento de percurso recomendado |
|---|---|---|---|
| Impressão digital | Zero (não são necessárias placas físicas) | Alta (carga de clique constante: ~$0.02 - $0.15) | 1 a 10.000 unidades (Ideal para micro/pequenas tiragens, dados variáveis) |
| Impressão em offset | Moderado (placas de alumínio: ~$20 - $50/cor) | Baixa | 10.000 a 50.000 unidades (Ideal para caixas dobráveis de alta qualidade) |
| Flexografia | Alta (placas de resina: ~$300 - $1.500+/cor) | Extremamente baixo (fração de um cêntimo) | 50.000 a 1.000.000+ unidades (Ideal para a rede contínua em massa) |
Limites de qualidade e resolução de impressão
Para além das finanças, temos de avaliar a resolução física da imagem, medida em LPI (linhas por polegada). A impressão offset, que utiliza chapas de alumínio ultra-suaves e uma transferência de manta de borracha resistente, tem dominado historicamente a arena da qualidade, alcançando sem esforço resoluções finas de 175 a 200 LPI. Se estiver a imprimir uma caixa de cosméticos de luxo com gradientes intrincados e fotorrealistas em cartão de qualidade superior, o offset continua a ser o rei indiscutível.
Uma vez que a flexografia assenta em placas de polímero macio e deformável, a tentativa de imprimir pontos ultrafinos em materiais rugosos e altamente absorventes (como o cartão canelado normal) limita normalmente a resolução a 65 a 133 LPI. No entanto, a tecnologia tem vindo a colmatar esta lacuna de forma agressiva. Em películas lisas e de alta tensão, utilizando placas de pontos planas HD modernas e rolos anilox gravados com precisão, a flexografia é agora capaz de atingir mais de 150 LPI, proporcionando uma qualidade fotográfica quase offset para embalagens de snacks, bebidas e rótulos de qualidade superior.
Sobreviver na sala de impressão: Gerir o ganho de pontos e as variáveis de configuração
Uma armadilha frequente e dispendiosa para as marcas que migram os seus designs de embalagens para a flexografia é a constatação de que o que parece impecável num monitor retroiluminado no estúdio de design pode parecer lamacento, escuro e saturado na prensa física. Para sobreviver à produção comercial, é preciso dominar cientificamente a variável física mais notória na sala de impressão flexográfica: Ganho de pontos (aumento do valor tonal ou TVI).
A física do ganho de pontos
O ganho de pontos é um fenómeno inevitável que tem origem na dinâmica dos fluidos. Como a placa de impressão é feita de um polímero flexível, comprime-se ligeiramente durante a "impressão de beijo". Imagine que mergulha a ponta do dedo em água e a pressiona contra uma mesa de vidro. A pressão física para baixo força o líquido a espalhar-se para fora, criando um círculo maior. Exatamente o mesmo evento microscópico acontece com os pontos de tinta.
Sem compensação de pré-impressão
Se um projetista especificar um 50% cinzento meio-tom no ficheiro digital, a pressão física da prensa pode espalhar esse ponto de tinta, fazendo com que seja impresso como um 65% cinzento na embalagem. Os meios-tons ficam muito saturados e as sombras finas tapam-se completamente.
A curva de corte (RIP)
Os engenheiros de pré-impressão aplicam um perfil de compensação matemático. Reduzem deliberadamente o ponto 50% para 35% na chapa física. Quando a pressão da prensa mecânica é aplicada, o ponto espalha-se perfeitamente para a posição desejada. 50% alvo visual.
Dominar estas variáveis - calibrar curvas para diferentes substratos, desde o papel kraft altamente absorvente até ao PET metalizado totalmente não absorvente - é o que separa as lojas de impressão amadoras das operações de classe mundial.
O futuro da flexografia e a redução do risco do seu investimento em equipamento
A impressão flexográfica está a passar por uma evolução massiva e contínua. A integração de automação servo-acionada, câmaras de inspeção de defeitos 100% em linha, controlo de registo automatizado e tintas avançadas à base de água sem COV garantem que a flexografia continuará a ser a espinha dorsal inabalável da cadeia global de fornecimento de embalagens durante as próximas décadas.
No entanto, compreender a teoria científica e as vantagens económicas da flexografia é apenas o primeiro passo. Para as instalações de fabrico, os transformadores de embalagens e os distribuidores globais que pretendem expandir as suas operações ou atualizar a sua tecnologia, a teoria tem de se traduzir perfeitamente numa produção diária fiável e de alta velocidade.
A dura realidade do mundo industrial é que as melhores especificações tecnológicas no papel não significam absolutamente nada se a máquina física não conseguir processar sem problemas o seu substrato específico no seu chão de fábrica.
Investir em maquinaria de embalagem pesada para além das fronteiras internacionais acarreta riscos inerentes: incompatibilidade de materiais, falhas no controlo de tensão e paragens de produção catastróficas. É precisamente aqui que o pedigree de fabrico se torna a sua derradeira apólice de seguro. Contando com uma base de fabrico profunda de 15 fábricas especializadas e rigorosos sistemas de qualidade ISO9001/CE, KETE executa um protocolo de engenharia e de controlo de qualidade sem compromissos para reduzir permanentemente o risco do seu investimento.
Antes de qualquer impressora flexográfica CI ou Inline emblemática sair das instalações da KETE, é submetida a um Teste de Aceitação de Fábrica (FAT) obrigatório e em grande escala. Crucialmente, este teste é efectuado utilizando os seus materiais personalizados exactos-Quer se trate de película PE altamente extensível, de não-tecidos delicados ou de folha de alumínio pesada. Ao comprovar fisicamente o desempenho de alta velocidade de 500 m/min e o registo preciso de várias cores nos seus substratos reais, e ao apoiá-lo com uma instalação global no local e apoio técnico 7×24 em mais de 80 países, o risco tecnológico é completamente neutralizado.
Pronto para fazer a ponte entre a teoria e a produção a alta velocidade?
Descubra exatamente como os seus materiais de embalagem personalizados funcionam a velocidades industriais. Contacte hoje mesmo a equipa de engenharia da KETE para obter uma configuração de arquitetura de prensa à medida e um teste de material abrangente e gratuito.
Solicite sua solução personalizada e teste gratuito