प्रिंटिंग पंजीकरण की परिभाषा और भौतिकी
औद्योगिक निर्माण कार्यालय के डेस्कटॉप प्रिंटर की तरह काम नहीं करता। उच्च-मात्रा वाणिज्यिक मुद्रण—जैसे फ्लेक्सोग्राफी या रोतो-ग्राव्यूअर—रंग पृथक्करण पर निर्भर करता है। आपकी डिजिटल कलाकृति को स्वतंत्र प्राथमिक रंग चैनलों में विभाजित किया जाता है: सायन, मैजेंटा, पीला और की (काला), जिन्हें सार्वभौमिक रूप से CMYK के नाम से जाना जाता है।
प्रत्येक रंग के लिए एक भौतिक मुद्रण प्लेट या धातु का सिलेंडर तैयार किया जाता है। जब सब्सट्रेट भारी मुद्रण प्रेस में उच्च गति से यात्रा करता है, तो यह अलग-अलग, क्रमिक रंग स्टेशनों से होकर गुजरता है जहाँ प्रत्येक विशिष्ट स्याही की परत लगाई जाती है।
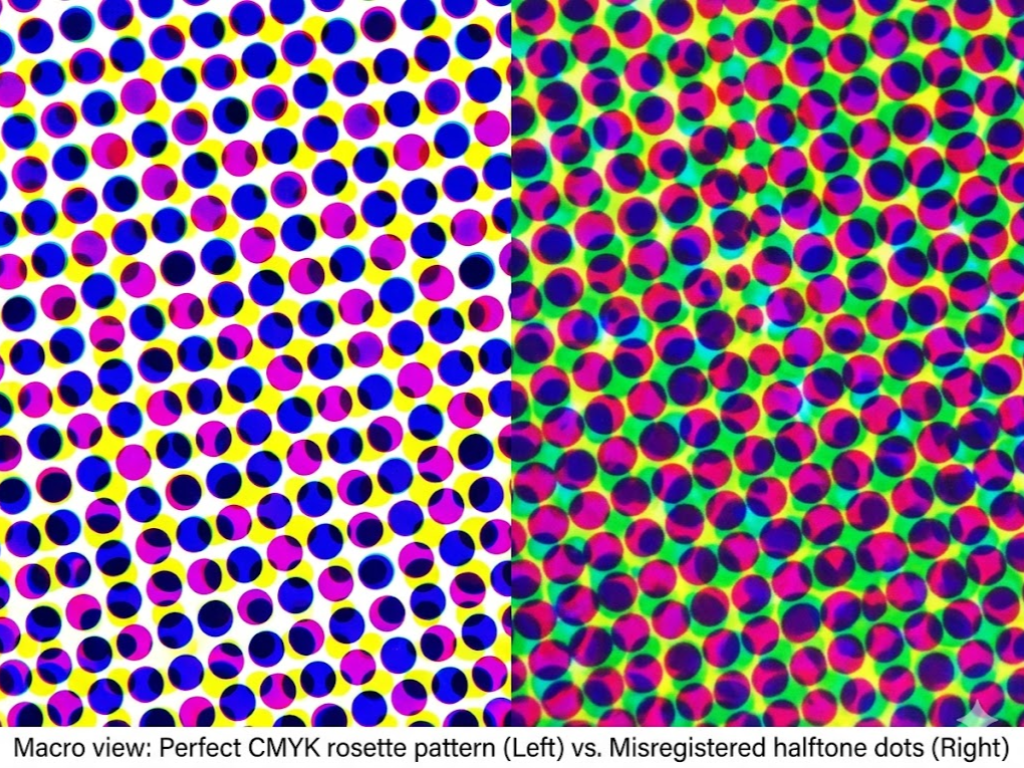
प्रिंटिंग पंजीकरण (अक्सर बस के रूप में संदर्भित मुद्रण में पंजीकरण) इन अलग-अलग रंग प्लेटों का सटीक भौतिक संरेखण है जब वे चलती सब्सट्रेट से टकराती हैं। यांत्रिक रूप से परिपूर्ण होने पर, CMYK के सूक्ष्म हैफ़्टोन बिंदु एक सटीक ज्यामितीय संरचना में ओवरलैप करते हैं जिसे रोजेट पैटर्न कहा जाता है, जिससे ठोस, निरंतर रंगों का ऑप्टिकल भ्रम उत्पन्न होता है।
हालाँकि, यदि एक ही सिलेंडर एक मिलीमीटर के अंश मात्र से भी असंगत हो जाए, या सब्सट्रेट अतिसूक्ष्म रूप से खिसक जाए, तो यह ऑप्टिकल भ्रम टूट जाता है। हैलफ़्टोन डॉट्स अब सही ढंग से संरेखित नहीं होते। कई उच्च-गति टकरावों में पूर्ण सटीकता बनाए रखना एक बड़ी इंजीनियरिंग चुनौती है।परफेक्ट रजिस्ट्रेशन केवल सौंदर्य गर्व की बात नहीं है; यह वह मूलभूत आधार है जो प्रीमियम, शेल्फ-रेडी ब्रांड पैकेजिंग को महंगी, अस्वीकृत स्क्रैप सामग्री से अलग करता है।
उद्योग मानक: मुद्रण विधियों में पंजीकरण सहिष्णुताएँ
समस्या को हल करने में उतरने से पहले, हमें भौतिक वास्तविकता का एक आधार स्थापित करना चाहिए। पैकेजिंग खरीदारों, डिजाइन एजेंसियों और निर्माताओं के बीच अवास्तविक अपेक्षाओं और अनावश्यक, कटु विवादों को रोकने के लिए, विभिन्न मुद्रण तकनीकों की वस्तुनिष्ठ, यांत्रिक सीमाओं को समझना अत्यंत आवश्यक है। आप अधिकतम गति पर चल रहे लहराकार गत्ते के फ्लेक्सो प्रेस से उच्च-स्तरीय वाणिज्यिक ऑफसेट मुद्रण की सूक्ष्म सटीकता की मांग नहीं कर सकते। अंतरराष्ट्रीय मुद्रण समुदाय, ISO 12647 मानकों जैसी विशिष्टताओं द्वारा निर्देशित, यह स्वीकार करता है कि यांत्रिक विस्थापन की एक निश्चित मात्रा भौतिकी का एक अपरिहार्य तथ्य है।
| मुद्रण प्रक्रिया | आम सहनशीलता (शिफ्ट) | सामान्य अनुप्रयोग | जोखिम स्तर और यांत्रिक विशेषताएँ |
|---|---|---|---|
| ऑफ़सेट लिथोग्राफी | 0.05 मिमी – 0.10 मिमी | फोल्डिंग कार्टन, उच्च-श्रेणी के कागज़ के लेबल, लक्ज़री कॉस्मेटिक्स के डिब्बे। | बहुत कम: कठोर एल्यूमिनियम प्लेटों और अत्यधिक स्थिर कागज़ सब्सट्रेट्स का उपयोग करता है। अत्यंत सूक्ष्म विवरण और तीक्ष्ण टाइपोग्राफी के लिए उत्कृष्ट। |
| रोटोग्राव्योर (ग्राव्योर) | 0.10 मिमी – 0.15 मिमी | उच्च-मात्रा लचीली पैकेजिंग, स्टैंड-अप पाउच, श्रिंक स्लीव्स। | निम्न: लेज़र-उकेरे ठोस धातु के सिलेंडरों का उपयोग करता है। अत्यधिक लचीली प्लास्टिक फिल्मों को अत्यधिक गति से चलाने के बावजूद, ग्रैवुर लंबे समय तक चलने वाले बड़े B2B प्रिंट रन के लिए अविश्वसनीय रूप से स्थिर पंजीकरण प्रदान करता है। |
| फ्लेक्सोग्राफी (फ्लेक्सो) | 0.20 मिमी – 0.50 मिमी | लहरदार शिपिंग बक्से, कागज़ के बैग, बुने हुए बोरे, मानक लेबल। | मध्यम से उच्च: भौतिक दबाव में संकुचित होने वाली लचीली फोटोपॉलिमर रेज़िन प्लेट्स का उपयोग करता है। अक्सर खुरदरी या अत्यधिक फैलने वाली सामग्रियों पर प्रिंट करता है। सहनशीलताओं को कसने के लिए उत्कृष्ट आधुनिक उपकरणों की आवश्यकता होती है। |
| डिजिटल प्रिंटिंग | < 0.05 मिमी | अल्पकालिक कस्टम पैकेजिंग, प्रोटोटाइप लेबल, परिवर्तनीय डेटा। | लगभग शून्य: यह पारंपरिक अर्थ में भौतिक रंग-विभाजित प्लेट्स का उपयोग नहीं करता है। हालांकि, यह अत्यधिक महंगा है और बड़े पैमाने पर औद्योगिक उत्पादन के लिए बहुत धीमा है। |
इस मैट्रिक्स को समझना खरीद प्रबंधकों और प्रिंट खरीदारों के लिए अत्यंत महत्वपूर्ण है। यदि आप किसी प्रमुख अंतरराष्ट्रीय स्नैक ब्रांड के लिए लचीले प्लास्टिक पाउच प्राप्त कर रहे हैं, तो उच्च मात्रा और सटीक पंजीकरण को संयोजित करने के लिए रोतोგრाव्यूअर उद्योग मानक है। हालांकि, यदि आप फ्लेक्सोग्राफी का उपयोग करके लहरदार शिपिंग कार्टन प्रिंट कर रहे हैं, तो आपको अपनी प्रीप्रेस डिज़ाइन टीम को नाजुक डिज़ाइन तत्वों से बचने का निर्देश देना चाहिए, यह पूरी तरह स्वीकार करते हुए कि 0.3 मिमी से 0.5 मिमी तक की विस्थापन प्रक्रिया की एक मानक भौतिक वास्तविकता है, न कि अनिवार्य रूप से मशीन दोष या ऑपरेटर त्रुटि।
मूल कारण: यांत्रिक सीमाएँ बनाम फ़ाइल की लापरवाही
जब हजारों डॉलर मूल्य की पैकेजिंग सामग्री प्रेस से गंभीर पंजीकरण त्रुटियों के साथ निकलती है जो ऊपर उल्लिखित स्वीकार्य सहनशीलताओं से परे होती हैं, तो एक तनावपूर्ण गतिरोध अनिवार्य रूप से उत्पन्न होता है। ब्रांड की डिज़ाइन एजेंसी प्रिंटिंग सुविधा पर उंगली उठाती है, और प्रिंटिंग सुविधा डिजिटल फ़ाइल को दोषी ठहराती है। महत्वपूर्ण प्रश्न का उत्तर देना अनिवार्य है: "इस स्क्रैप के लिए अंततः कौन जिम्मेदार है?" वास्तविकता यह है कि पंजीकरण में बदलाव दो पूरी तरह से अलग-अलग क्षेत्रों से उत्पन्न होते हैं: फैक्ट्री फ्लोर पर भौतिक यांत्रिकी के कठोर नियम, और डिजिटल प्रीप्रेस वातावरण में तकनीकी लापरवाही।
दबाव और सब्सट्रेट चर (भौतिक वास्तविकता)
औद्योगिक मुद्रण एक भारी विनिर्माण प्रक्रिया है जो गतिशील भौतिक चरों से भरी होती है। सबसे अप्रत्याशित चर स्वयं आधार सामग्री ही है। जब सामग्री अत्यधिक वेब तनाव, प्रिंट सिलेंडरों से पड़ने वाले भारी भौतिक दबाव और इंटर-स्टेशन ड्राइंग टनलों की तीव्र गर्मी के संपर्क में आती है, तो उनका व्यवहार अलग होता है। उदाहरण के लिए, कागज कुछ हद तक स्पंज की तरह काम करता है; यह जल-आधारित स्याही से नमी सोखकर फैल सकता है, या गर्म हवा वाले ड्रायर में नमी खोकर सिकुड़ सकता है। पॉलीइथाइलीन (PE) या द्वि-अक्षीय रूप से उन्मुख पॉलीप्रोपाइलीन (BOPP) जैसी लचीली पैकेजिंग फिल्में स्वाभाविक रूप से खिंचावशील होती हैं।
यदि विस्तार योग्य प्लास्टिक फिल्म की मुद्रित वेब सायन रंग स्टेशन और काले रंग स्टेशन के बीच मात्र 0.5 मिलीमीटर तक फैल जाए, तो चाहे आर्टवर्क फ़ाइल कितनी भी परिपूर्ण क्यों न हो, विस्थापन निश्चित है। इसके अलावा, पुराने, घिसे-पिटे गियर सिस्टम से होने वाली यांत्रिक कंपन या सिलेंडरों पर फोटोपॉलिमर प्लेटों को मैन्युअल रूप से माउंट करते समय होने वाली मामूली त्रुटियाँ इस प्रक्रिया में और भी भौतिक विचलन उत्पन्न करती हैं।
यहीं पर मुद्रण उपकरणों की इंजीनियरिंग क्षमता आपके मुद्रण गुणवत्ता की ऊपरी सीमा निर्धारित करती है। इन अत्यधिक भौतिक बलों का सफलतापूर्वक मुकाबला करने के लिए, आधुनिक निर्माण श्रेष्ठ मशीनरी पर निर्भर करता है। उदाहरण के लिए, उन्नत फ्लेक्सोग्राफिक और ग्रेवुर प्रेस जो द्वारा इंजीनियर किए गए हैं केट ठोस, भारी-भरकम सीएनसी-मशीनीकृत फ्रेम का उपयोग करते हैं जो सूक्ष्म यांत्रिक कम्पन को लगभग समाप्त कर देते हैं। अधिक महत्वपूर्ण यह है कि ये अत्याधुनिक क्लोज्ड-लूप वेब तनाव नियंत्रण प्रणालियों और सटीक सर्वो-मोटर ड्राइव्स से सुसज्जित हैं। ये परिष्कृत प्रणालियाँ 500 मीटर प्रति मिनट तक की गति पर फिल्म या कागज के तनाव की निरंतर निगरानी करती हैं और सूक्ष्म समायोजन करती हैं, सामग्री के खिंचाव को सक्रिय रूप से तटस्थ करती हैं तथा गणितीय रूप से कड़ी पंजीकरण सहनशीलताओं को लागू करती हैं, जिन्हें पुराने गियर-चालित उपकरण शारीरिक रूप से प्राप्त नहीं कर सकते।
पूर्व-मुद्रण और डिज़ाइन की कमजोरियाँ (डिजिटल ब्लूप्रिंट)
हालाँकि, यदि वास्तुशिल्प ब्लूप्रिंट—डिजिटल फ़ाइल—मूल रूप से दोषपूर्ण हो, तो एक कारखाना प्रबंधक लगातार मशीनरी को दोष नहीं दे सकता। भले ही आप दुनिया की सबसे उन्नत, पूरी तरह से कैलिब्रेटेड प्रिंटिंग प्रेस पर प्रिंट करें, एक खराब तरीके से तैयार की गई प्रीप्रेस फ़ाइल पंजीकरण आपदाओं का कारण बनेगी। कई ग्राफिक डिजाइनर औद्योगिक पैकेजिंग डिजाइन को ठीक वैसे ही मानते हैं जैसे वे किसी वेबसाइट के लिए डिजिटल ग्राफिक डिजाइन करते हैं। वे प्रेस की यांत्रिक सीमाओं को समझे बिना पारदर्शी ओवरलैपिंग इफेक्ट्स, बेहद पतले बहु-रंगीन स्ट्रोक और छोटे रंगीन टाइपोग्राफी का उपयोग करते हैं। जब डिजाइनर मशीनरी के लिए आवश्यक सूक्ष्म त्रुटि-सीमा नहीं छोड़ते, तो वे एक नाजुक फ़ाइल बनाते हैं जो भौतिक दुनिया से असंभव, पूर्ण शून्य-सहिष्णुता वाली पूर्णता की मांग करती है।
रजिस्ट्रेशन शिफ्ट्स को रोकने के लिए मास्टर-स्तर की प्री-प्रेस रणनीतियाँ
अब जब हमने प्रेस की यांत्रिक वास्तविकताओं और उनके संचालन के मानकों को स्थापित कर लिया है, तो ध्यान अब उस पर केंद्रित होना चाहिए जिसे आप पूरी तरह नियंत्रित कर सकते हैं: प्रीप्रेस फ़ाइल। एक मास्टर प्रीप्रेस इंजीनियर केवल यह उम्मीद नहीं करता कि प्रिंटिंग प्रेस पूरी तरह से संरेखित रहे; वह सक्रिय रूप से डिजिटल फ़ाइल को इस तरह इंजीनियर करता है कि वह यांत्रिक त्रुटियों को बिना किसी दृश्य दोष दिखाए भौतिक रूप से अवशोषित कर सके। यह रक्षात्मक डिज़ाइन रणनीति दो मूलभूत तकनीकों पर भारी निर्भर करती है: ओवरप्रिंटिंग और ट्रैपिंग।
100% ब्लैक रूल और ओवरप्रिंट सीक्रेट्स
पैकेजिंग डिज़ाइन का परम स्वर्णिम नियम यह है कि सभी आवश्यक सूक्ष्म विवरण—जिसमें छोटे बॉडी टेक्स्ट (आमतौर पर 8-10 पॉइंट से कम), UPC बारकोड, QR कोड, और पतली रूपरेखाएँ शामिल हैं—को रंगने के लिए 100% एक-रंगी काला (C:0, M:0, Y:0, K:100)केवल एक स्याही चैनल का उपयोग करके, आप यह सुनिश्चित करते हैं कि उस तत्व के मुद्रण के लिए केवल एक भौतिक प्लेट जिम्मेदार हो। यदि अन्य प्लेटें खिसक भी जाएँ, तो भी कोई फर्क नहीं पड़ता; काला पाठ स्पष्ट, तीक्ष्ण और पूरी तरह से पठनीय बना रहेगा क्योंकि यह ओवरलैपिंग रंगों पर निर्भर नहीं करता।
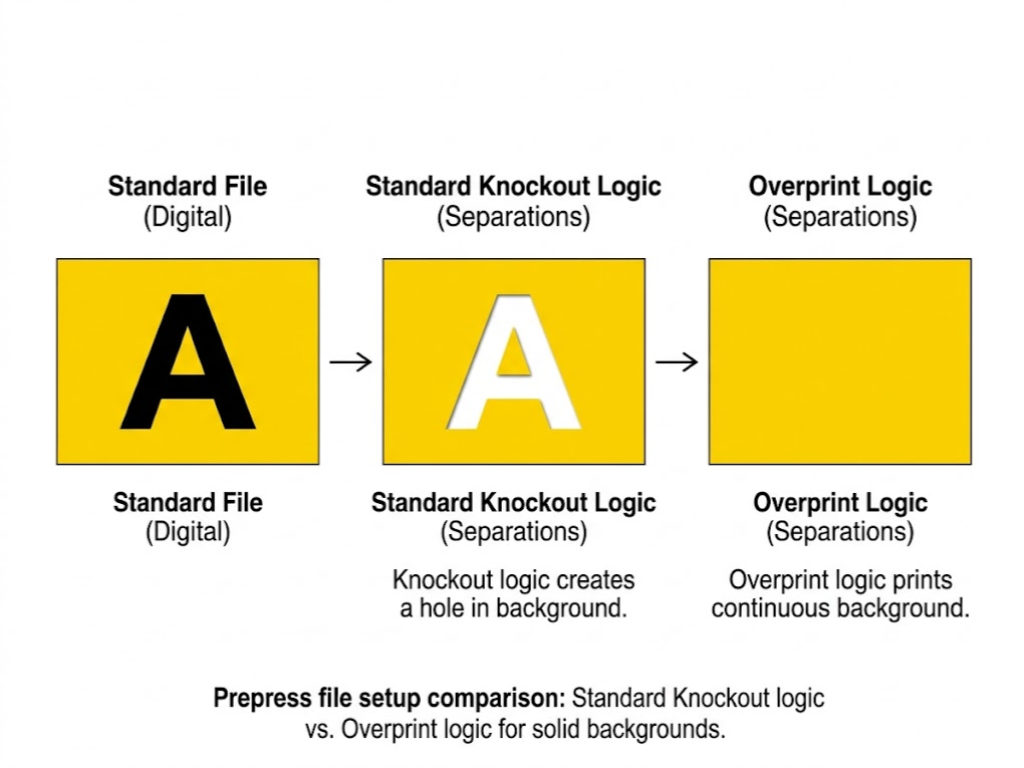
हालाँकि, केवल 100% Black असाइन करना आपकी फ़ाइल को बुलेटप्रूफ़ करने के लिए पर्याप्त नहीं है। आपको की अवधारणा में महारत हासिल करनी होगी। ऊपर मुद्रण. कल्पना कीजिए कि आपके पास एक ठोस पीला पृष्ठभूमि है, और आप सीधे उस पर 100% ब्लैक अक्षर "A" रखते हैं। डिफ़ॉल्ट रूप से, अधिकांश डिज़ाइन सॉफ़्टवेयर (और प्रिंट हाउस में रस्टर इमेज प्रोसेसर, या RIP) एक क्रिया करते हैं जिसे "नॉकआउट" कहा जाता है। सॉफ़्टवेयर वास्तव में पीले पृष्ठभूमि प्लेट से एक सफेद, अप्रिंटेड "A" आकार काट देगा, जिससे काली स्याही सीधे कच्चे सफेद कागज पर छपेगी और रंग की शुद्धता बनी रहेगी।
औद्योगिक परिवेश में, एक नॉकआउट अत्यंत खतरनाक होता है। यदि काली प्लेट रन के दौरान केवल 0.1 मिमी भी सरक जाए, तो यह पीली प्लेट में नॉकआउट किए गए छेद को चूक जाएगी, जिससे नीचे सफेद कागज का एक चमकीला पतला टुकड़ा उजागर हो जाएगा। इसे रोकने के लिए, आपको अपने सॉफ़्टवेयर के एट्रिब्यूट्स पैनल में काले टेक्स्ट का चयन करना होगा और स्पष्ट रूप से चेक करना होगा। ओवरप्रिंट भराई बॉक्स। ओवरप्रिंटिंग प्रेस को ठोस पीले पृष्ठभूमि को बिना किसी छेद के पूरी तरह से छापने का निर्देश देती है। क्योंकि फ्लेक्सो और ग्रेवुर जैसी उच्च-गति वेब प्रेस अत्यधिक कुशल का उपयोग करती हैं। अंतर-स्टेशन ड्रायर, पीली स्याही अगले स्टेशन तक पहुँचने से पहले तेजी से सूख जाती है। फिर काली स्याही को एक पर जोर से मुहर लगाया जाता है। पूरी तरह से सूखा पीली स्याही की परत (एक गीला-पर-सूखा प्रक्रिया)। चूंकि काला सबसे गहरा, सबसे अपारदर्शी रंग है, यह सफलतापूर्वक पीले रंग को ढक लेता है।
ट्रैपिंग में महारत: चोक और स्प्रेड्स का तर्क
लेकिन जब दो चमकीले रंग मिलते हैं, और उनमें से कोई भी काला नहीं होता, तो आप क्या करते हैं? आप बस सायन को मैजेंटा के ऊपर ओवरप्रिंट नहीं कर सकते, क्योंकि इससे एक भद्दा, गहरा बैंगनी ओवरलैप रेखा बन जाएगी। यहीं पर अत्यंत विशेषीकृत कला की जाल लगाना पहले चर्चा किए गए भयानक सफेद अंतरालों को खत्म करने के लिए तैनात किया जाता है।
ट्रैपिंग आसन्न रंगों का जानबूझकर सूक्ष्म रूप से ओवरलैप करना है। इसे ऐसे समझें जैसे दर्जी दो कपड़े के टुकड़ों को सिलते समय सीम के लिए अतिरिक्त कुछ मिलीमीटर फैब्रिक की छूट छोड़ देता है, जिससे शारीरिक तनाव में सीम कभी अलग न हो। प्रीप्रेस में हम एक रंग को कृत्रिम रूप से थोड़ा सा पड़ोसी रंग के क्षेत्र में फैलाते हैं।
महत्वपूर्ण रूप से, आपके ट्रैप की मात्रा मुद्रण प्रक्रिया की भौतिक सहनशीलता से मेल खानी चाहिए। आप सार्वभौमिक ट्रैप सेटिंग का उपयोग नहीं कर सकते। यदि आप ऑफसेट लिथोग्राफी के माध्यम से प्रिंट कर रहे हैं, तो 0.08 मिमी से 0.10 मिमी का न्यूनतम ट्रैप पूरी तरह से पर्याप्त है। हालांकि, यदि आप कॉर्रुगेटेड फ्लेक्सोग्राफी के लिए डिज़ाइन कर रहे हैं, तो 0.1 मिमी का ट्रैप लागू करना बेकार है। प्लेटें फिर भी अलग हो जाएँगी और सफेद भाग उजागर हो जाएगा। फ्लेक्सो और अत्यधिक विस्तार योग्य सामग्रियों के लिए, आपको एक आक्रामक फँसाने की रणनीति, प्रेस की क्षमताओं के आधार पर अपने ट्रैप मानों को 0.3 मिमी, 0.4 मिमी, या यहां तक कि 0.5 मिमी पर सेट करना।
प्रसार (विस्तार)
यदि आपके पास गहरे नीले पृष्ठभूमि पर एक हल्के पीले तारे को रखा है, तो आप एक फैलाव लागू करते हैं। आपके गणना किए गए ट्रैप मान से पीला तारा थोड़ा सा फैलता है (बाहर की ओर फैलता है), ताकि इसकी किनारें गहरे नीले पृष्ठभूमि की सीमा के ठीक नीचे छिप जाएँ।
चोक (संकुचन)
यदि आपके पास हल्के पीले पृष्ठभूमि पर एक गहरे नीले तारा हो, तो आप एक चोक लागू करते हैं। पीली पृष्ठभूमि को अंदर की ओर सिकुड़ने के लिए मजबूर किया जाता है (तारे को चोक करना), जिससे यह गहरे नीले तारे के किनारों के नीचे से दबाव डालती है।
बुलेटप्रूफ फ़ाइलों के लिए अंतिम प्री-फ़्लाइट चेकलिस्ट
सैद्धांतिक ज्ञान को सख्त परिचालन प्रोटोकॉल में परिवर्तित किया जाना चाहिए। किसी भी डिजिटल फ़ाइल को प्लेट-निर्माण विभाग में भेजने से पहले उसे एक कठोर प्री-फ़्लाइट निरीक्षण से गुजरना अनिवार्य है। इस चेकलिस्ट को लागू करने से विशेष रूप से उच्च-दांव वाले लचीले पैकेजिंग और लेबल मुद्रण क्षेत्रों में पंजीकरण त्रुटि अस्वीकृतियों में भारी कमी आएगी।
सूक्ष्म तत्वों के लिए 100% K सत्यापित करें
यह पुष्टि करें कि सभी बारकोड, QR कोड, कानूनी चेतावनियाँ और 8 पॉइंट से कम आकार की टाइपोग्राफी में बिल्कुल भी सायन, मैजेंटा या पीला शामिल न हो। सेपरेशन्स प्रीव्यू में इन्हें सख्ती से C:0 M:0 Y:0 K:100 के रूप में दिखना चाहिए।
ओवरप्रिंट नियम लागू करें
सुनिश्चित करें कि रंगीन पृष्ठभूमियों पर स्थित सभी 100% काले पाठ और पतली काली आउटलाइनिंग स्ट्रोक के लिए "ओवरप्रिंट फिल" और "ओवरप्रिंट स्ट्रोक" विशेषताएँ सक्रिय रूप से जाँची गई हों।
पंजीकरण चिह्नों की सख्त परिभाषा
मार्क्स को वास्तविक "रजिस्ट्रेशन कलर" का उपयोग करके रंगना चाहिए (100% सॉलिड इंक आउटपुट करते हुए) प्रत्येक एक सक्रिय प्लेट, जिसमें सीएमवाईके, सभी पैंटोन स्पॉट रंग, और अपारदर्शी सफेद आधार परतें शामिल हैं), सिर्फ सीएमवाईके नहीं।
ट्रैप मानों को सहनशीलताओं से मिलाएँ
ट्रैप मानों का कभी अनुमान न लगाएँ। अपनी प्रिंटिंग सुविधा से सीधे संपर्क करें। सुनिश्चित करें कि यदि आप फ्लेक्सो प्रिंट कर रहे हैं, तो मशीन की भौतिक वास्तविकताओं के अनुरूप आपके ट्रैप्स को आक्रामक रूप से (0.3 मिमी+) सेट किया गया हो।
कई रंगों पर रिवर्स टाइप को कम करें
यदि आप गहरे पृष्ठभूमि से सफेद पाठ निकाल रहे हैं, तो सुनिश्चित करें कि पृष्ठभूमि केवल एक या दो ठोस रंगों से बनी हो। चार रंगों वाले समृद्ध काले पृष्ठभूमि से छोटे सफेद पाठ को उलटकर निकालना अवश्य ही अपठनीय, रंग-किनारों वाला पाठ बना देगा।
फ़ाइल को दोष देना कब बंद करें: उपकरण उन्नयन के लिए व्यावसायिक मामला तैयार करना
हर विनिर्माण प्रक्रिया में एक निर्णायक मोड़ आता है। एक प्रीप्रेस मैनेजर या उत्पादन पर्यवेक्षक के रूप में आपने अपना काम बेदाग तरीके से किया है। आपने अपनी डिजाइन एजेंसी का ऑडिट किया है। आपने प्री-फ्लाइट चेकलिस्ट को सख्ती से लागू किया है। आपकी डिजिटल फाइलें अभेद्य हैं—फिर भी, आपकी फैक्ट्री का फर्श अभी भी अस्वीकृत, गलत पंजीकृत पैकेजिंग सामग्री के पैलेट तैयार कर रहा है, जो हर महीने आपकी कंपनी के मुनाफे के मार्जिन को सूखा रहा है।
यह वह क्षण है जब आपको एक तकनीकी समस्या निवारक से एक आंतरिक चैंपियन के रूप में रूपांतरित होना चाहिए। जब सॉफ़्टवेयर और फ़ाइल तैयारी अब समस्या नहीं रह जातीं, तब आपको हार्डवेयर की यांत्रिक विफलता के कठोर सत्य का सामना करना होगा, और आपको इसे अपनी प्रबंधन टीम के समक्ष साबित करना होगा। घिसे-पिटे इम्प्रेशन सिलिंडर, अत्यधिक बैकलैश वाले क्षयित गियर ट्रेन, और पुरातन मैनुअल तनाव प्रणाली आधुनिक, उच्च-गति बहु-रंगीन मुद्रण के लिए आवश्यक सटीकता प्रदान नहीं कर सकतीं। आप बेहतर Adobe Illustrator फ़ाइलों से यांत्रिक रूप से क्षतिग्रस्त प्रेस को ठीक नहीं कर सकते।
यदि आपके संचालन में अनियंत्रित पंजीकरण विचलन आपकी लाभप्रदता को प्रभावित कर रहे हैं, तो आधुनिकीकृत, स्वचालित समाधानों के साथ अपनी उत्पादन लाइन को मौलिक रूप से सुरक्षित करने का समय आ गया है। केट विश्व-स्तरीय फ्लेक्सोग्राफिक, रोटोग्राव्यूअर और लेबल प्रिंटिंग मशीनरी प्रदान करता है, जिसे विशेष रूप से यांत्रिक चरों को समाप्त करने के लिए इंजीनियर किया गया है। 30 वर्षों से अधिक के निर्माण उत्कृष्टता और सख्त ISO 9001 गुणवत्ता प्रणालियों की नींव पर निर्मित, KETE प्रेस भारी-भरकम CNC-मशीनीकृत फ्रेम, अंतरराष्ट्रीय ब्रांड के सटीक सर्वो मोटर्स और स्वचालित पंजीकरण प्रणालियों का उपयोग करते हैं, जो 500 मीटर प्रति मिनट तक की गति पर सबसे चुनौतीपूर्ण, खिंचाव वाली लचीली फिल्मों पर भी कड़ी सहनशीलता बनाए रखते हैं।
क्या आपकी वर्तमान प्रेस आपके व्यवसाय को पीछे धकेल रही है? हमारी तकनीकी टीम को आपकी उत्पादन बाधाओं का निदान करने दें।
