Descifrar la impresión flexográfica en los envases modernos
La flexografía es el caballo de batalla indiscutible de la industria moderna del envasado, responsable de la producción de casi 70% de los productos impresos en los estantes de los supermercados. En su núcleo, La impresión flexográfica (a menudo denominada simplemente flexo) es un proceso de impresión rotativa de alta velocidad alimentado por bobina que utiliza planchas flexibles de fotopolímero en relieve y tintas líquidas de secado rápido para transferir imágenes a una amplia gama de sustratos.
Para conceptualizar la mecánica sin una compleja jerga de ingeniería, imagine un sofisticado sello de caucho mecanizado con precisión que gira continuamente a cientos de metros por minuto.
Para los compradores de envases B2B, los directores de producción y los propietarios de marcas, entender para qué se utiliza la impresión flexográfica va mucho más allá de la curiosidad académica: es una necesidad comercial crítica. La decisión de aprovechar esta tecnología específica dicta fundamentalmente sus costes unitarios, su velocidad de comercialización y su versatilidad de materiales. Esta completa guía descifra los principios científicos, las implicaciones financieras y las aplicaciones en el mundo real del moderno proceso de impresión flexográfica.

Ventajas y desventajas reales de la flexografía
Cada tecnología de impresión industrial representa un compromiso físico y económico. Antes de sumergirnos en las profundidades mecánicas de la sala de impresión, a continuación presentamos un desglose pragmático a nivel ejecutivo de los aspectos en los que la flexografía domina la planta de producción y en los que se enfrenta a rígidas limitaciones físicas.
Ventajas
- Velocidades de producción inigualables: Una vez que el trabajo está registrado y en marcha, la tecnología flexográfica es una potencia de gran volumen. Las prensas industriales suelen mantener velocidades de banda continuas de entre 300 y más de 500 metros por minuto, lo que les permite trabajar rápidamente con pedidos comerciales masivos.
- Capacidades de acabado en línea: Como la flexografía utiliza una banda continua de material (en lugar de hojas individuales), permite una extraordinaria arquitectura "en línea". Un sustrato puede imprimirse, recubrirse con barniz protector UV, laminarse en frío, plastificarse y troquelarse en una sola pasada ininterrumpida. De este modo, los ciclos de producción de varios días se reducen a minutos.
- Extrema versatilidad de sustratos: Gracias a sus planchas flexibles de elastómero y a sus sistemas de tinta líquida altamente adaptables, la flexografía puede imprimir sin esfuerzo sobre superficies muy irregulares, abrasivas o no porosas que destruirían instantáneamente una mantilla offset tradicional.
- Formulaciones respetuosas con el medio ambiente: El proceso flexográfico está optimizado de forma única para sistemas de tinta de base acuosa. Esto permite a los convertidores de envases cumplir las estrictas normas ESG (Environmental, Social, and Governance) globales, lograr entornos de fábrica con cero emisiones de COV y mantener el estricto cumplimiento de la FDA para envases en contacto directo con alimentos.
Las limitaciones
- Costes iniciales elevados: La creación de planchas de fotopolímero personalizadas para cada canal de color representa un importante gasto de capital inicial. Esto hace que la flexografía sea económicamente inviable para tiradas extremadamente cortas, prototipos o impresión de datos muy variables.
- Limitaciones tonales (caída de luces): Debido a la presión física necesaria para transferir la tinta desde una superficie elevada, reproducir degradados extremadamente suaves y lisos que se desvanecen completamente hasta cero es un reto mecánico. La flexografía tradicional tiene dificultades para mantener puntos de realce extremo de 1% a 3%, lo que ocasionalmente provoca un "borde duro" visible o una rotura en los diseños de degradado.
- Tiempo de inactividad por cambio: Cambiar las planchas físicas, limpiar meticulosamente las cámaras de tinta e intercambiar los rodillos anilox entre distintos trabajos requiere mano de obra cualificada y un tiempo de inactividad significativo de la rotativa en comparación con el cambio digital instantáneo de un sistema de inyección de tinta.
Cómo funciona el proceso de impresión flexográfica
Para apreciar realmente la eficacia de esta tecnología, debemos desglosar su mecánica de funcionamiento. El proceso de impresión se desarrolla en dos fases distintas de alta ingeniería: la preparación precisa del soporte de la imagen y la transferencia física de la tinta fluida.
Fase 1: Fabricación y montaje de planchas
El viaje de un trabajo de impresión flexográfica comienza mucho antes de que la banda empiece a moverse. La flexografía requiere un soporte físico: la plancha de impresión. En la actualidad, se trata de planchas de fotopolímero en relievefabricados con tolerancias microscópicas.
Imagen digital (CTP)
Durante el proceso Computer-to-Plate, un láser de alta potencia ablaciona una máscara de carbono sobre el material fotopolímero, dejando al descubierto las zonas exactas donde debe estar la imagen.
Procesado térmico de placas
La plancha se expone a una luz UV intensa para endurecer el polímero. Las instalaciones modernas utilizan el calor para eliminar el polímero no expuesto, lo que elimina los tiempos de secado con disolvente y produce robustos "puntos planos" capaces de alcanzar más de 150 LPI.
Montaje de precisión
Las placas se montan en cilindros de acero mediante cintas adhesivas especializadas y sistemas de registro de microcámaras. Incluso una fracción de milímetro de desalineación dará lugar a envases borrosos.
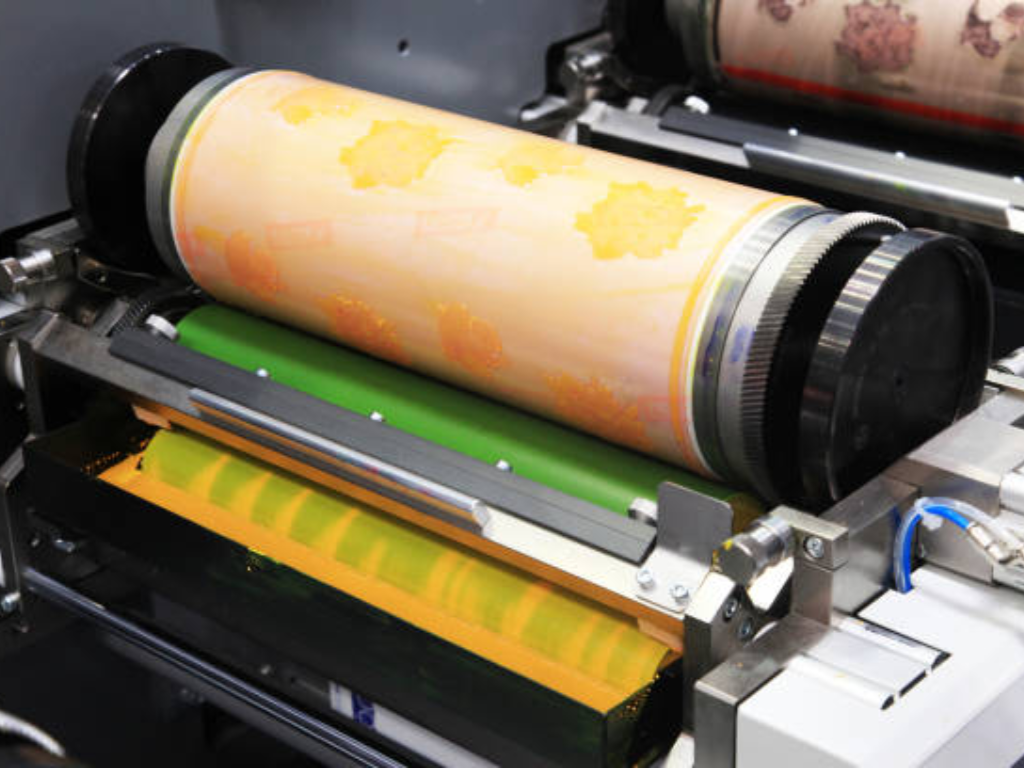
Fase 2: Mecánica de transferencia de tinta rotativa
Con las planchas montadas con precisión, el corazón del proceso de impresión tiene lugar en la plataforma de impresión, que utiliza un sistema sincronizado de cuatro rodillos para proporcionar una capa de tinta matemáticamente precisa.
La Cámara de Tinta y Doctor Blade
La tinta líquida de baja viscosidad se bombea a una cámara cerrada. Una rasqueta de acero o plástico mecanizada con precisión se apoya contra el rodillo anilox, cortando continuamente el exceso de fluido.
El rodillo anilox
(El corazón medidor)
Un cilindro de acero revestido de cerámica grabado con millones de microscópicos Microcélulas. El volumen exacto de tinta que contienen estas células se mide en BCM. La rasqueta garantiza que la tinta permanezca únicamente dentro de estas celdas.
El cilindro de placas
Al girar de forma sincronizada contra el anilox, el relieve 3D elevado de la plancha de fotopolímero se sumerge en las microceldas, recogiendo una película perfectamente dosificada y uniforme de tinta húmeda.
El cilindro de impresión
(La Transferencia)
La banda de sustrato pasa entre la plancha entintada y un cilindro liso de acero. Los operarios confían en la "Impresión de beso"-si la presión es demasiado alta, la tinta se aplasta, destruyendo la claridad.
Tintas y sustratos flexográficos: Por qué se imprime en casi todo
La gran versatilidad de la flexografía se debe en gran medida a su exclusiva química de tintas. Las tintas flexográficas tienen una viscosidad muy baja, fluyen casi como el agua. Se trata de un requisito innegociable, ya que la tinta debe llenar instantáneamente las microscópicas celdas anilox, transferirse a la plancha de polímero y secarse en el sustrato de rápido movimiento en una fracción de segundo antes de llegar a la siguiente estación de color.
La tecnología se basa en tres formulaciones industriales principales:
- Tintas al agua: Respetuosos con el medio ambiente y sin COV, lo que los convierte en la norma absoluta del sector para cartón ondulado poroso, bolsas de papel y envases en contacto directo con alimentos.
- Tintas de base disolvente: Formulaciones de evaporación rápida excelentes para films plásticos no porosos muy utilizados en bolsas flexibles para aperitivos y fundas retráctiles.
- Tintas curables UV/LED: Estas tintas de alta tecnología permanecen totalmente líquidas hasta que se polimerizan instantáneamente mediante luz UV concentrada. Proporcionan la máxima resistencia química, alto brillo y una resolución inigualable para etiquetas y envases farmacéuticos de primera calidad.
Debido a esta profunda diversidad química, el proceso flexográfico puede conquistar superficies muy irregulares. Sin embargo, aplicar tinta líquida a un espectro tan amplio de materiales requiere adaptaciones químicas y mecánicas específicas. Por ejemplo, las películas de plástico no porosas (como PE o BOPP) deben someterse a Tratamiento Corona antes de la impresión. Esta descarga eléctrica de alto voltaje oxida microscópicamente el plástico liso, aumentando su energía superficial (medida en Nivel Dyne) para que la tinta líquida pueda anclarse permanentemente en lugar de acumularse y rodar.
La matriz proceso-sustrato
Es un peligroso error pensar que una sola máquina flexográfica puede pasar sin esfuerzo de imprimir cajas de cartón grueso a plásticos estirables ultrafinos. Para mantener la estabilidad del proceso, la industria ha desarrollado arquitecturas de hardware específicas optimizadas para diferentes materiales físicos. He aquí la base industrial objetiva:
| Sustrato de destino | Características de los materiales | Química ideal de la tinta | Arquitectura física necesaria |
|---|---|---|---|
| Cartón ondulado y plegable | Muy poroso, grueso, rígido, abrasivo | A base de agua | Arquitectura en línea: Presenta un recorrido de banda recto y horizontal diseñado específicamente para transportar materiales pesados y rígidos sin doblarlos en radios estrechos. |
| Envases flexibles (PE/PP/PET Films) | No porosa, ultrafina, muy extensible, sensible al calor | Base disolvente o base agua | Arquitectura de impresión central (CI): Todas las cubiertas de color rodean un único y enorme tambor central. Este tambor bloquea físicamente la película estirable en su lugar, manteniendo una tensión y un registro del color perfectos. |
| Etiquetas autoadhesivas | Banda estrecha, superficie lisa, requiere ultra alta definición | Curable UV/LED | Arquitectura en línea (Narrow Web): Permite integrar fácilmente estaciones complejas de troquelado, estampado en relieve y laminado en frío en una sola pasada. |
Matriz de rendimiento y coste total de propiedad: Flexo vs Offset vs Digital
Para el Director Financiero o el Director de Compras Estratégicas, la elección de una tecnología de impresión no se limita a la elegancia de la ingeniería, sino que se trata de evaluar el Coste Total de Propiedad (CTP). Para tomar decisiones rentables a largo plazo, debemos analizar el "punto de equilibrio" utilizando datos industriales reales, junto con los límites de resolución física de cada proceso.
Longitud de las tiradas y umbral de rentabilidad
El campo de batalla económico entre la impresión digital, offset y flexográfica viene dictado estrictamente por la relación entre los costes fijos iniciales de instalación y los costes variables de funcionamiento. Se trata de un equilibrio matemático.
La impresión digital no requiere planchas, lo que significa que la primera etiqueta impresa cuesta exactamente lo mismo que la milésima. Sin embargo, la tinta digital y los "gastos por clic" del fabricante son notoriamente caros (a menudo oscilan entre 1.000 y 1.000 euros). $0,02 a $0,15 por clic en función de la cobertura de tinta). La flexografía, por el contrario, requiere una gran inversión inicial. La producción de planchas de fotopolímero de alta calidad puede costar entre 1.000 y 1.000 millones de euros. $300 a $1.500+ por canal de color dependiendo del tamaño dimensional y de la tecnología de puntos HD utilizada.
Sin embargo, una vez que la impresora flexográfica está registrada y funciona a 400 m/min, el coste variable de la tinta fluida a granel y el sustrato desciende a céntimos por metro cuadrado. Por tanto, una estricta Punto de equilibrio existe, normalmente entre 10.000 y 50.000 impresiones (en función de las dimensiones específicas de la etiqueta o la bolsa). Una vez que un pedido supera este umbral de volumen, el coste unitario de la flexografía cae en picado, lo que la hace drásticamente más rentable que las tecnologías digitales.
| Tecnología de impresión | Coste fijo inicial | Coste por unidad (alto volumen) | Longitud recomendada |
|---|---|---|---|
| Impresión digital | Cero (No se necesitan placas físicas) | Alta (carga de clic constante: ~$0,02 - $0,15) | De 1 a 10.000 unidades (Ideal para micro/cortas tiradas, datos variables) |
| Impresión offset | Moderado (placas de aluminio: ~$20 - $50/color) | Bajo | De 10.000 a 50.000 unidades (Ideal para cajas plegables de gama alta) |
| Flexografía | Alta (placas de resina: ~$300 - $1.500+/color) | Extremadamente bajo (fracción de céntimo) | De 50.000 a 1.000.000+ unidades (Ideal para bobina continua masiva) |
Límites de calidad y resolución de impresión
Dejando a un lado las finanzas, debemos evaluar la resolución física de la imagen, medida en LPI (líneas por pulgada). La impresión offset, que utiliza planchas de aluminio ultrasuaves y una transferencia de mantilla de caucho resistente, ha dominado históricamente el ámbito de la calidad, logrando sin esfuerzo resoluciones finas de 175 a 200 LPI. Si está imprimiendo una caja de cosméticos de lujo con degradados fotorealistas e intrincados en cartón de primera calidad, el offset sigue siendo el rey indiscutible.
Dado que la flexografía se basa en planchas de polímero blandas y deformables, los intentos de imprimir puntos ultrafinos en materiales rugosos y muy absorbentes (como el cartón ondulado estándar) suelen limitar la resolución a un grosor de 65 a 133 LPI. Sin embargo, la tecnología ha cerrado agresivamente la brecha. En películas de bobina lisas y de alta tensión, con modernas planchas de puntos planos HD y rodillos anilox finamente grabados, la flexografía es ahora muy capaz de alcanzar 150+ LPI, proporcionando una calidad fotográfica casi offset para envases de aperitivos, bebidas y etiquetas de primera calidad.
Sobrevivir en la sala de impresión: Gestión de la ganancia de punto y las variables de ajuste
Un escollo frecuente y costoso para las marcas que migran sus diseños de envases a la flexografía es la cruda realidad de que lo que parece impecable en un monitor retroiluminado en el estudio de diseño puede parecer turbio, oscuro y sobresaturado fuera de la prensa física. Para sobrevivir a la producción comercial, hay que dominar científicamente la variable física más notoria en la sala de impresión flexográfica: Ganancia de punto (aumento del valor tonal o TVI).
La física de la ganancia de puntos
La ganancia de punto es un fenómeno inevitable que tiene su origen en la dinámica de fluidos. Como la plancha de impresión está hecha de un polímero flexible, se comprime ligeramente durante la "impresión de beso". Imagínese que sumerge la punta del dedo en agua y la presiona contra una mesa de cristal. La presión física hacia abajo obliga al líquido a extenderse hacia fuera, creando un círculo mayor. A los puntos de tinta les ocurre exactamente lo mismo.
Sin compensación de preimpresión
Si un diseñador especifica un 50% gris semitono en el archivo digital, la presión física de la prensa podría extender ese punto de tinta, haciendo que se imprima como un 65% gris en el envase. Los tonos medios se saturan mucho y las sombras finas se tapan por completo.
La curva de reducción (RIP)
Los maestros ingenieros de preimpresión aplican un perfil matemático de compensación. Reducen deliberadamente el punto 50% a 35% en la placa física. Cuando se aplica la presión de la prensa mecánica, el punto se extiende perfectamente hasta la posición deseada. 50% objetivo visual.
Dominar estas variables -calibrar curvas para distintos sustratos, desde papel kraft muy absorbente hasta PET metalizado totalmente inabsorbente- es lo que separa a los talleres de impresión aficionados de las operaciones de categoría mundial.
El futuro de la flexografía y cómo reducir el riesgo de su inversión en equipos
La impresión flexográfica está experimentando una evolución masiva y continua. La integración de la automatización servoaccionada, las cámaras de inspección de defectos 100% en línea, el control de registro automatizado y las avanzadas tintas al agua sin COV garantizan que la flexografía seguirá siendo la columna vertebral inquebrantable de la cadena de suministro mundial de envases durante las próximas décadas.
Sin embargo, comprender la teoría científica y las ventajas económicas de la flexografía es sólo el primer paso. Para las instalaciones de fabricación, los convertidores de envases y los distribuidores globales que buscan ampliar sus operaciones o actualizar su tecnología, la teoría debe traducirse a la perfección en una producción diaria fiable y de alta velocidad.
La dura realidad del mundo industrial es que las mejores especificaciones tecnológicas sobre el papel no significan absolutamente nada si la máquina física no puede procesar sin problemas su sustrato específico en su planta de producción.
Invertir en maquinaria pesada de envasado a través de fronteras internacionales conlleva riesgos inherentes: incompatibilidad de materiales, fallos en el control de la tensión y paradas de producción catastróficas. Aquí es precisamente donde el pedigrí de fabricación se convierte en su póliza de seguro definitiva. Apoyándonos en una profunda base de fabricación de 15 fábricas especializadas y rigurosos sistemas de calidad ISO9001/CE, KETE ejecuta un protocolo inflexible de ingeniería y control de calidad para reducir permanentemente el riesgo de su inversión.
Antes de que cualquier impresora flexográfica CI o Inline abandone las instalaciones de KETE, se somete a una prueba de aceptación en fábrica (FAT) obligatoria y a gran escala. Fundamentalmente, esta prueba se lleva a cabo utilizando exactamente sus materiales personalizados-Ya se trate de film de PE altamente estirable, delicados materiales no tejidos o pesadas láminas de aluminio. Al probar físicamente el rendimiento de alta velocidad de 500 m/min y el registro multicolor preciso en sus sustratos reales, y al respaldarlo con una instalación in situ global y asistencia técnica 7×24 en más de 80 países, el riesgo tecnológico se neutraliza por completo.
¿Está preparado para pasar de la teoría a la producción a alta velocidad?
Descubra exactamente cómo rinden sus materiales de envasado personalizados a velocidades industriales. Póngase en contacto con el equipo de ingeniería de KETE hoy mismo para obtener una configuración personalizada de la arquitectura de la prensa y una prueba completa y gratuita del material.
Solicite una solución personalizada y una prueba gratuita