Tantangan Mendasar Mencetak pada Substrat Plastik
Ketika bertransisi dari pencetakan berbasis kertas tradisional ke kemasan polimer fleksibel, manajer produksi segera menghadapi penghalang fisik yang mendalam: plastik secara alami menolak tinta cair. Untuk memahami fenomena ini, perlu melihat lebih jauh dari sekadar mesin cetak mekanis dan memeriksa sifat mikroskopis substrat polimer. Sementara aplikasi khusus yang kaku mungkin menggunakan Pelabelan Dalam Cetakan (IML) atau transfer termal jangka pendek, kemasan fleksibel bervolume tinggi hampir secara eksklusif bergantung pada pencetakan web kontinu. Dalam domain roll-to-roll berkelanjutan ini, penghalang fisik adalah mutlak.
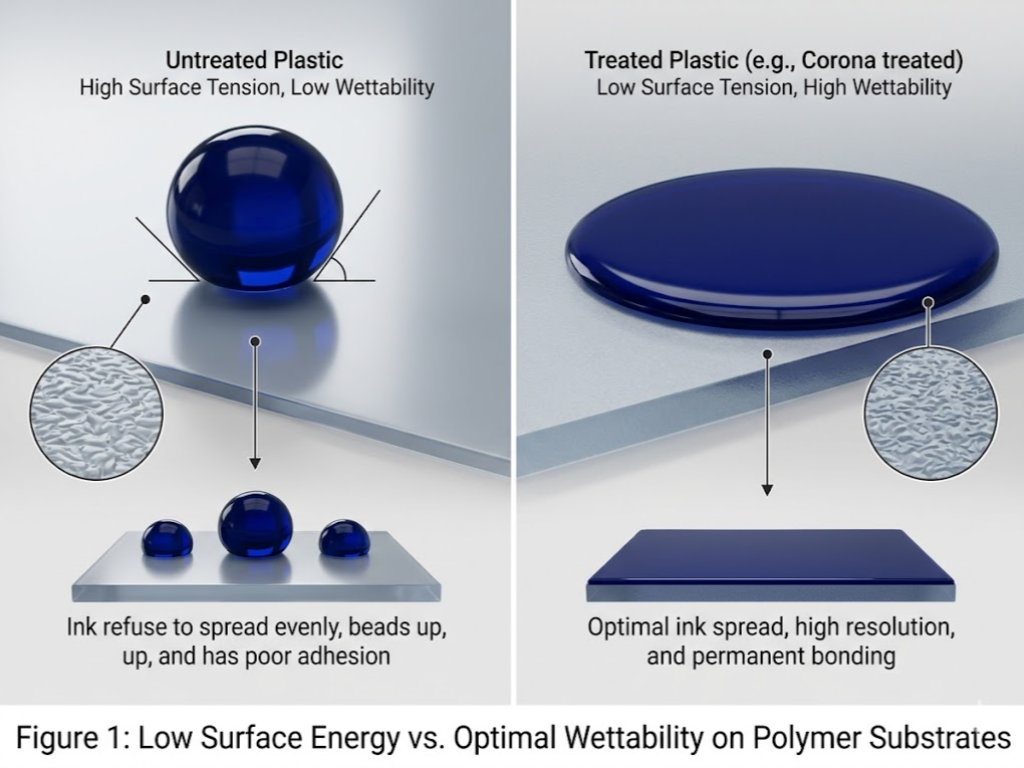
Tidak seperti kertas, yang secara inheren berpori dan memungkinkan cairan meresap ke dalam serat selulosanya melalui aksi kapiler, film plastik sepenuhnya tidak berpori. Ini berarti tinta harus berada sepenuhnya di atas permukaan, dan bukan menyerap ke dalamnya. Lebih jauh lagi, sebagian besar bahan poli mentah-khususnya polietilena dan polipropilena yang tidak diolah-memiliki energi permukaan yang sangat rendah. Dalam bidang fisika dan mekanika pencetakan, energi permukaan menentukan bagaimana cairan berinteraksi dengan substrat padat.
Jika energi permukaan substrat lebih rendah daripada tegangan permukaan tinta cair, tinta akan menolak untuk menyebar secara merata. Anda bisa memvisualisasikan hal ini dengan membayangkan tetesan air yang jatuh ke kap mobil yang baru diberi lilin atau wajan teflon anti lengket; cairan langsung menggumpal akibat efek teratai. Tanpa intervensi kimiawi atau fisik, tinta industri standar yang diaplikasikan pada film plastik mentah, juga akan menggumpal, menyusut, bergaris-garis, atau meluncur sepenuhnya. Kurangnya "keterbasahan" ini menghasilkan resolusi cetak yang buruk, limbah produksi yang sangat besar, dan kegagalan perekatan total.
Aturan yang Tidak Terucapkan: Mengapa Perawatan Awal Permukaan Tidak Dapat Dinegosiasikan
Mengenali energi permukaan polimer yang rendah hanyalah langkah pertama; solusi teknik yang penting terletak pada pengubahan kondisi fisik tersebut sebelum film bersentuhan dengan silinder cetak. Melewatkan pra-perlakuan permukaan adalah penyebab utama pengelupasan tinta yang dahsyat dan penolakan klien selanjutnya. Terlepas dari betapa canggihnya peralatan pencetakan Anda, melewatkan langkah mendasar ini menjamin kegagalan mekanis.
Standar industri untuk memecahkan hambatan fisik ini adalah Corona Treatment. Bayangkan corona treatment sebagai badai petir mikroskopis terkendali yang beroperasi sejajar dengan mesin cetak. Saat jaring plastik masuk ke stasiun cetak, jaring plastik melewati elektroda bertegangan tinggi yang membombardir permukaan polimer dengan udara terionisasi. Pelepasan listrik yang agresif ini menghancurkan ikatan molekul pada permukaan plastik, menciptakan oksidasi mikroskopis dan memperkenalkan gugus polar. Tiba-tiba, permukaan plastik yang licin dan sangat tahan berubah menjadi Velcro mikroskopis, siap mencengkeram dan terikat secara permanen dengan resin tinta.
Untuk memastikan proses ini berhasil, operator harus mengandalkan pengujian Level Dyne yang ketat. Dyne adalah unit pengukuran standar untuk tegangan permukaan. Agar tinta dapat melekat sempurna pada kemasan fleksibel tanpa mengelupas atau retak karena gesekan, film yang diolah biasanya harus mencatat antara 38 dan 42 Dynes/cm. Mencoba menjalankan proses komersial pada pengujian film di bawah 36 Dynes/cm adalah risiko operasional yang sangat besar. Selain itu, para insinyur harus memperhitungkan "penuaan" - efek perlakuan korona menurun seiring waktu. Jika sebuah gulungan film diperlakukan di fasilitas ekstrusi dan disimpan di gudang selama enam bulan, tingkat Dyne-nya akan menurun, sehingga perlu dilakukan "bump treatment" secara langsung pada mesin cetak sebelum aplikasi tinta.
Variabel Inti: Mengenali Bahan Substrat Poli Anda
Prinsip teknik mendasar dalam pengemasan fleksibel adalah bahwa batas fisik substrat menentukan seluruh proses hilir. Anda harus menentukan bahan sebelum memformulasikan tinta atau memilih mesin. Polimer yang berbeda bereaksi secara drastis berbeda terhadap tegangan, panas, dan pelarut kimia.
Varian Polietilen
Polietilena ada di mana-mana, tetapi varian densitasnya berperilaku seperti bahan yang sama sekali berbeda di bawah tekanan tekan. Low-Density Polyethylene (LDPE) dihargai karena sifatnya yang lembut dan mudah direnggangkan, sehingga membutuhkan tinta yang sangat elastis. Sebaliknya, High-Density Polyethylene (HDPE)-digunakan untuk tas ritel yang kaku-memiliki kekuatan tarik yang tinggi tetapi elongasi yang lebih rendah, sehingga membutuhkan tinta yang dioptimalkan untuk ketahanan lecet yang berat.
Penghalang Tinggi & Dilaminasi
Untuk barang yang menuntut seperti kopi atau cairan, pencetakan permukaan tidak memadai. Desain menggunakan "Pencetakan Terbalik" pada sisi dalam lapisan luar yang bening (BOPP/PET). Lapisan yang dicetak ini kemudian dilaminasi ke penghalang bagian dalam (foil atau PE). Hasilnya memastikan tinta terperangkap secara permanen dalam sandwich polimer, membuatnya kebal terhadap goresan selama transit global.
Kompos & Bio-Plastik
Bio-plastik seperti PLA dan PBAT memiliki batas produksi yang ekstrem. PLA memiliki ketahanan termal yang sangat rendah dan akan meleleh di bawah oven pengeringan yang intens. Selain itu, tinta kompos bersertifikat sering kali memiliki rentang warna yang terbatas. Merek yang beralih ke bio-plastik harus mempraktikkan desain minimalis yang ketat-memanfaatkan ruang negatif daripada cakupan tinta padat yang berat.
Mencocokkan Kimia Tinta dengan Substrat Polimer
Setelah substrat ditentukan dan diperlakukan dengan benar pada level Dyne yang benar, fokusnya bergeser ke kimiawi tinta. Memilih formulasi tinta yang salah, tidak hanya menyebabkan kegagalan estetika, tetapi juga dapat melanggar undang-undang kepatuhan lingkungan yang ketat, sehingga seluruh pengiriman tidak dapat dijual melintasi perbatasan internasional.
Formulasi Berbasis Pelarut dan Berbasis Air
Selama beberapa dekade, tinta berbasis pelarut mendominasi sektor pengemasan fleksibel. Komposisi kimiawi yang agresif memungkinkan tinta ini menggigit struktur polimer, mengering hampir seketika saat pelarut menguap ke atmosfer. Pengeringan yang cepat ini menghasilkan cetakan yang sangat tahan lama dan tahan gores yang mampu berjalan pada kecepatan mesin yang ekstrem. Namun, penguapan Senyawa Organik yang Mudah Menguap (VOC) menimbulkan bahaya lingkungan dan kesehatan kerja yang parah, sehingga mendorong tindakan tegas dari peraturan global.
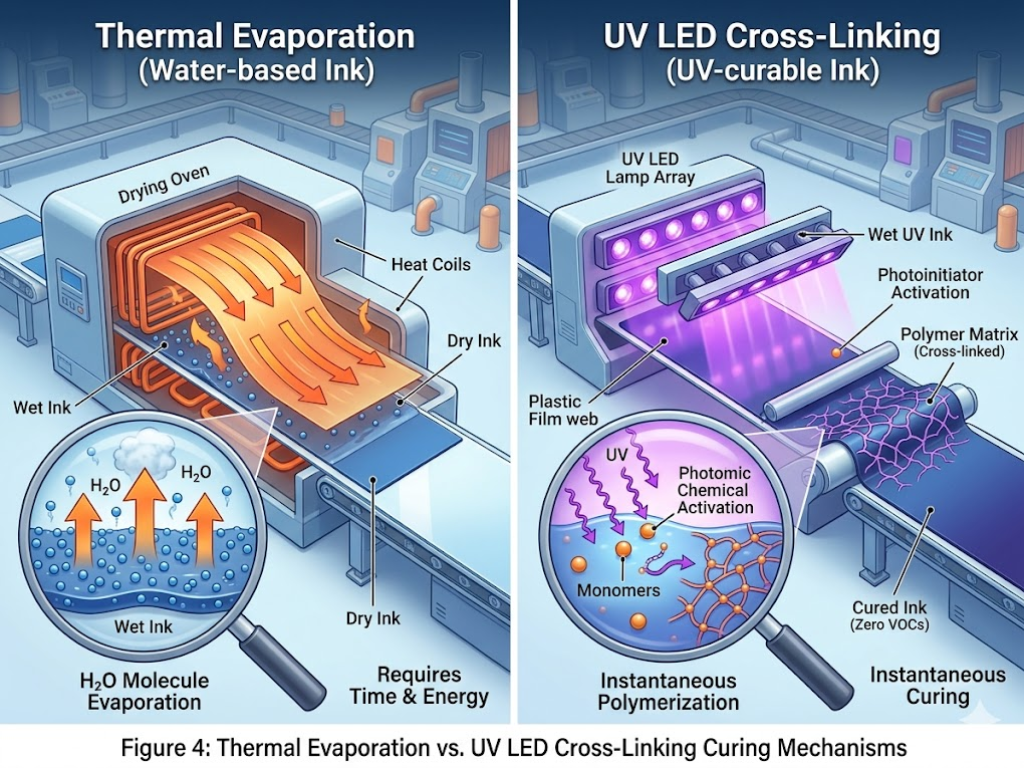
Sebagai tanggapan, tinta berbasis air telah melonjak sebagai standar berkelanjutan. Meskipun sangat ramah lingkungan dan tidak beracun-membuatnya sangat penting untuk kemasan yang bersentuhan langsung dengan makanan-tinta berbasis air menghadirkan rintangan termodinamika yang unik. Air menguap secara signifikan lebih lambat daripada pelarut kimia, terutama pada plastik yang tidak berpori. Oleh karena itu, menjalankan tinta berbasis air pada kecepatan komersial membutuhkan oven pengeringan yang sangat canggih dan intensif energi yang diintegrasikan langsung ke dalam mesin cetak. Tanpa ekstraksi termal yang memadai, tinta basah akan "mengimbangi" bagian belakang web saat digulung menjadi gulungan jadi.
Teknologi yang Dapat Disembuhkan dengan UV
Tinta yang dapat disembuhkan dengan UV menawarkan kompromi teknologi yang cemerlang antara daya tahan dan kepatuhan terhadap lingkungan. Alih-alih mengering melalui penguapan termal, tinta ini tetap sepenuhnya cair sampai terpapar sinar ultraviolet (UV) yang intens atau susunan lampu LED UV. Cahaya mengaktifkan inisiator foto kimiawi di dalam tinta, memicu reaksi pengikatan silang yang nyaris seketika. Dalam sepersekian detik, tinta cair berpolimerisasi, bertransformasi menjadi film padat yang terikat secara fisik ke substrat. Karena tidak ada proses penguapan, tinta UV melepaskan hampir nol VOC, menawarkan siklus produksi yang sangat bersih.
Eksekusi Mekanis: Teknologi Pencetakan Industri
Dengan menetapkan fisika bahan dan kimia tinta, variabel terakhir adalah sistem pengiriman mekanis. Memilih teknologi pencetakan yang tepat, menentukan kapasitas output, biaya penyiapan, dan profitabilitas tertinggi.
Pencetakan Fleksografik
Flexography adalah pekerja keras yang tak terbantahkan dalam industri pengemasan fleksibel. Beroperasi dengan prinsip putar, teknik ini menggunakan pelat photopolymer yang fleksibel. Jantung dari mesin cetak flexo adalah rol anilox - silinder yang sangat direkayasa yang diukir dengan jutaan sel mikroskopis yang bertindak sebagai sistem pengukuran ultra-presisi, mentransfer volume tinta yang tepat ke area gambar yang ditinggikan pada pelat fotopolimer.
Persyaratan teknik yang kritis dan sering diabaikan dalam flexography adalah perhitungan distorsi pra-cetak. Apabila pelat fotopolimer yang datar dan fleksibel dibungkus dan dipasang di sekeliling selongsong cetak silinder, permukaan luarnya secara inheren meregang (perpanjangan). Tanpa kompensasi distorsi matematis yang tepat yang diterapkan pada karya seni selama tahap pra-cetak, gambar cetakan akhir akan tampak melengkung dan meregang pada kantong plastik. Setelah distorsi dihitung secara akurat, teknologi flexo modern menjadi sangat efisien. Arsitektur canggih yang digerakkan oleh servo, seperti yang dirancang oleh KETE, mempertahankan kecepatan operasional hingga 500m/menit sambil mempertahankan registrasi mikroskopis yang sempurna, sehingga memungkinkan fasilitas untuk menyerap pesanan ekspor dalam jumlah besar dengan efisiensi yang tak tertandingi.
Pencetakan Rotogravure
Apabila desain menuntut reproduksi fotografis tanpa kompromi, dengan nada yang terus menerus, maka pencetakan rotogravure lebih diutamakan. Tidak seperti pelat karet yang ditinggikan pada flexo, gravure mengandalkan silinder logam berat dengan desain yang diukir dengan laser secara langsung ke permukaannya. Tinta membanjiri silinder, pisau dokter mengikis kelebihannya dari area non-gambar, dan tinta di dalam sel mikroskopis ditransfer langsung ke plastik melalui tekanan yang kuat. Meskipun gravure memberikan saturasi warna yang tak tertandingi selama jutaan tayangan, namun hambatan ekonomi untuk masuk sangat besar karena biaya pemesinan silinder logam berat yang sangat tinggi untuk setiap stasiun warna.
Pencetakan Digital (LEP & Teknologi Canggih)
Adalah kesalahpahaman yang umum untuk menyamakan kemasan fleksibel digital industri dengan teknologi "inkjet" standar. Pada kenyataannya, kekuatan dominan dalam pengemasan digital komersial kelas atas adalah Liquid Electrophotography (LEP), yang dipelopori oleh sistem seperti HP Indigo. Memanfaatkan tinta cair bermuatan listrik khusus (ElectroInk), teknologi ini menghilangkan pelat fisik sepenuhnya, memungkinkan Pencetakan Data Variabel (VDP) di mana setiap kantong dapat menampilkan karya seni berseri yang unik.
Namun demikian, pencetakan digital memperkenalkan keterbatasan fisik yang sangat spesifik. Tantangan utama terletak pada kekuatan ikatan laminasi. Karena tinta digital membentuk lapisan polimer yang berbeda pada permukaan, terkadang tinta ini dapat mengganggu perekat yang digunakan saat mengikat lapisan cetak ke web sealant bagian dalam. Insinyur harus menggunakan primer yang sangat spesifik dan perekat yang dioptimalkan untuk mencegah lapisan laminasi mengalami delaminasi atau terkelupas di bawah tekanan.
Biaya Tersembunyi dan Titik Impas TCO
Ketika mengevaluasi strategi produksi, menganalisis biaya per unit murni adalah kesalahan perhitungan yang fatal. Total Biaya Kepemilikan (TCO) dalam pencetakan industri ditentukan oleh biaya penyiapan tersembunyi, pemborosan kalibrasi, dan realitas matematis Kuantitas Pesanan Minimum (MOQ).
Sebelum satu kantong yang dapat digunakan keluar dari mesin cetak konvensional, fasilitas ini memerlukan persiapan modal yang besar. Memproduksi pelat photopolymer atau silinder logam ukiran membutuhkan biaya di muka yang signifikan. Selain itu, setiap kali desain baru dipasang, operator harus menjalankan ratusan meter film plastik mentah yang mahal dan tinta melalui mesin hanya untuk mengkalibrasi registrasi warna dan ketegangan web. Limbah "siap pakai" ini merupakan biaya fisik yang tidak dapat dihindari.
Titik Impas TCO: Digital vs. Flexo vs. Gravure
Untuk membuat keputusan pengadaan yang tepat, Anda harus menghormati ambang batas impas kuantitatif. Untuk usaha mikro dari di bawah 10.000 unitpencetakan digital memiliki keunggulan TCO yang mutlak. Biaya per unit tinta digital yang lebih tinggi, sepenuhnya diimbangi oleh pelat nol dolar dan biaya penyiapan. Namun, persamaan ini berbalik secara drastis seiring dengan meningkatnya volume. Setelah volume pesanan menembus batas Ambang batas 50.000 unitmatematika sangat mendukung flexography. Pada skala ini, biaya pelat awal yang berat dan limbah kalibrasi diencerkan di seluruh volume yang sangat besar, menyebabkan biaya per unit tas cetak flexo mengalami penurunan yang curam dan tajam. Selain itu, untuk proses komersial besar-besaran yang melebihi 150.000 unitefisiensi dan daya tahan Rotogravure yang tak tertandingi akhirnya mengimbangi biaya silinder awal yang selangit, menjadikannya pilihan paling ekonomis mutlak di tingkat tertinggi produksi global.
Jaminan Kualitas: Menjamin Produksi Pencetakan Tanpa Cacat
Pengetahuan teoretis mengenai tegangan web dan tingkat dyne tidak berguna jika produk akhir terkelupas di tangan konsumen. Untuk melindungi ekuitas merek dan mencegah penolakan kontainer internasional secara besar-besaran, fasilitas harus menerapkan standar kontrol kualitas yang tidak kenal kompromi dan dapat diukur secara empiris di lantai pabrik.

Alat diagnostik utama untuk setiap insinyur pengemasan adalah ASTM D3359 Uji Pita Palka Silang. Ini adalah standar industri global yang pasti untuk mengevaluasi daya rekat tinta pada substrat polimer. Prosedur ini tidak menyisakan ruang untuk interpretasi subjektif: teknisi menggunakan alat pemotong khusus untuk mengukir pola kisi-kisi yang tepat secara langsung melalui tinta yang diawetkan dan masuk ke dalam film plastik. Pita peka tekanan yang sangat terstandardisasi diterapkan dengan kuat di atas kisi-kisi, dihaluskan untuk menghilangkan gelembung udara, dan kemudian dengan cepat dirobek pada sudut 180 derajat. Kisi-kisi kemudian diperiksa di bawah pembesaran. Jika tinta terlepas dari plastik dan melekat pada selotip melebihi jatah fraksional yang ketat (biasanya apa pun yang melebihi pelepasan 5%, diklasifikasikan dalam penilaian ASTM), maka bets akan gagal seketika. Ini adalah metrik yang kejam dan tidak dapat dibantah.
Kesimpulan: Mengamankan Lini Produksi dengan Hasil Tinggi dan Menguntungkan
Menguasai kerumitan pencetakan polimer membutuhkan kemampuan untuk menavigasi tantangan fisika material, formulasi kimia yang tepat, dan teknik mesin tingkat tinggi. Lini produksi tanpa cacat yang sangat menguntungkan dibangun di atas fondasi variabel yang tidak dapat dinegosiasikan:
- Fisika Permukaan: Memverifikasi level Corona Treatment dan Dyne yang tepat untuk menghilangkan pengelupasan tinta secara permanen.
- Mekanika Pra-Pers: Menghitung distorsi pra-tekan yang akurat untuk memperhitungkan perpanjangan fotopolimer pada silinder flexo.
- Ekonomi Biaya: Menghormati ambang batas impas TCO yang ketat untuk mengoptimalkan biaya pelat terhadap volume produksi.
- Kontrol Kualitas: Menuntut pengujian adhesi ASTM yang keras dan empiris sebelum digunakan secara massal.
Menemukan kegagalan adhesi atau keterbatasan mekanis setelah peralatan modal dikirim ke fasilitas Anda di luar negeri adalah mimpi buruk logistik. Strategi yang paling tepat untuk menjamin hasil produksi adalah bermitra dengan produsen yang menanggung risiko teknis ini atas nama Anda. Sebelum mesin produksi dibuat dan dikirim ke seluruh dunia, mesin tersebut harus membuktikan kemampuannya dengan menggunakan bahan yang Anda gunakan sehari-hari.
Hilangkan Risiko Penyebaran dengan Pemeriksaan Pra-Pengiriman
Jangan biarkan strategi pengemasan jutaan dolar Anda bergantung pada coba-coba. KETE menjamin kinerja dengan menjalankan substrat film milik Anda dan formulasi tinta tertentu melalui mesin yang dirakit di lantai pabrik kami. Kami melakukan registrasi yang ketat dan pengujian adhesi, memberikan verifikasi video lengkap sebelum mesin meninggalkan fasilitas kami.
Bicaralah dengan Teknisi KETE untuk Konfigurasi Mesin Khusus