O desafio fundamental da impressão em substratos de plástico
Quando se faz a transição da impressão tradicional baseada em papel para a embalagem de polímero flexível, os gestores de produção deparam-se imediatamente com uma barreira física profunda: o plástico rejeita nativamente a tinta líquida. Para compreender este fenómeno, é necessário olhar para além da prensa mecânica e examinar as propriedades microscópicas dos substratos de polímero. Enquanto as aplicações rígidas de nicho podem utilizar a rotulagem no molde (IML) ou a transferência térmica de pequenas tiragens, as embalagens flexíveis de grande volume dependem quase exclusivamente da impressão contínua em bobina. Neste domínio contínuo de rolo a rolo, a barreira física é absoluta.
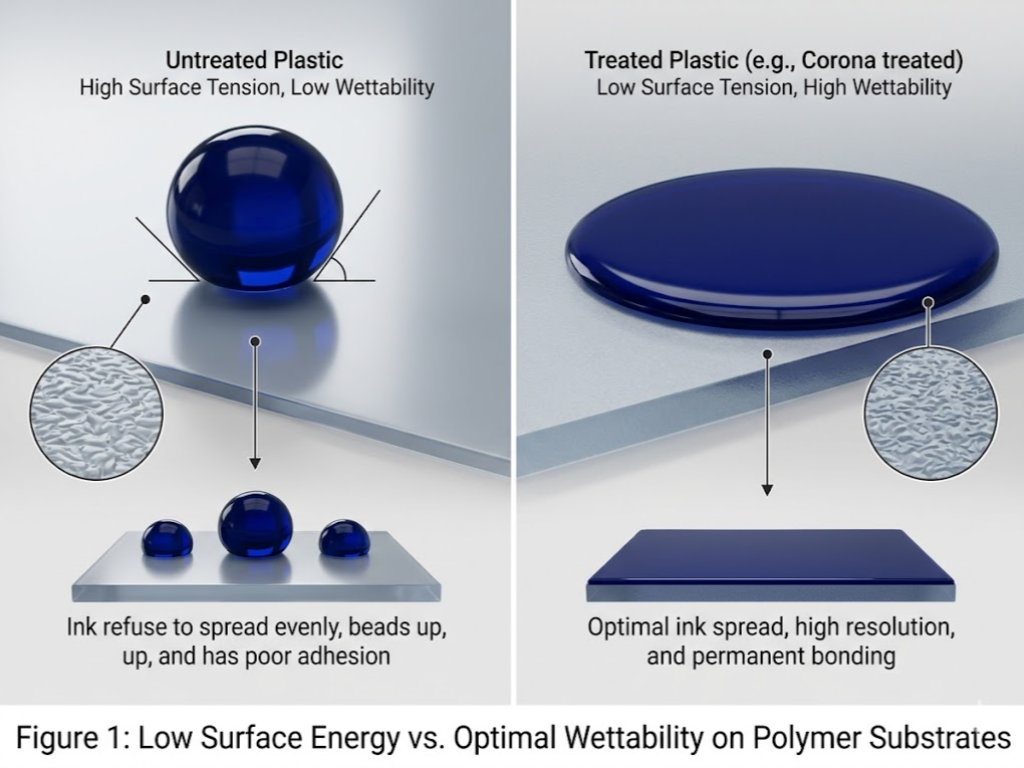
Ao contrário do papel, que é inerentemente poroso e permite que o líquido se infiltre nas suas fibras de celulose através da ação capilar, as películas de plástico são totalmente não porosas. Isto significa que a tinta tem de assentar totalmente no topo da superfície, em vez de ser absorvida por ela. Para além disso, a maioria das matérias-primas de poli - especificamente polietileno e polipropileno não tratados - possuem uma energia de superfície extremamente baixa. No domínio da física e da mecânica de impressão, a energia de superfície determina a forma como um líquido interage com um substrato sólido.
Se a energia superficial do substrato for inferior à tensão superficial da tinta líquida, a tinta recusar-se-á a espalhar-se uniformemente. Pode visualizar este fenómeno imaginando gotas de água que caem sobre um capô de um carro acabado de encerar ou sobre uma frigideira de Teflon antiaderente; o líquido fica instantaneamente empapado devido ao efeito de lótus. Sem uma intervenção química ou física, as tintas industriais normais aplicadas a uma película de plástico em bruto irão, de forma semelhante, formar grânulos, encolher, riscar ou deslizar completamente. Esta falta de "molhabilidade" resulta numa resolução de impressão desastrosa, num enorme desperdício de produção e numa falha total de adesão.
A regra não dita: Porque é que o pré-tratamento de superfícies não é negociável
Reconhecer a baixa energia de superfície dos polímeros é apenas o primeiro passo; a solução de engenharia crítica reside na alteração desse estado físico antes de a película entrar em contacto com o cilindro de impressão. Saltar o pré-tratamento da superfície é a principal causa de descamação catastrófica da tinta e subsequentes rejeições de clientes. Independentemente do grau de sofisticação do seu equipamento de impressão, ignorar este passo fundamental garante uma falha mecânica.
O padrão da indústria para resolver esta barreira física é o tratamento corona. Pense no tratamento corona como uma tempestade de raios microscópica e controlada que funciona em linha com a prensa de impressão. À medida que a banda de plástico é alimentada em direção às estações de impressão, passa por baixo de um elétrodo de alta tensão que bombardeia a superfície do polímero com ar ionizado. Esta descarga eléctrica agressiva quebra as ligações moleculares na superfície do plástico, criando uma oxidação microscópica e introduzindo grupos polares. Subitamente, a superfície lisa e altamente resistente do plástico transforma-se num velcro microscópico, pronto a agarrar e a ligar-se permanentemente às resinas de tinta.
Para garantir o êxito deste processo, os operadores devem basear-se em testes rigorosos do nível Dyne. Um Dyne é a unidade de medida padrão para a tensão superficial. Para que a tinta adira perfeitamente às embalagens flexíveis sem se descolar ou fissurar por fricção, a película tratada deve registar normalmente entre 38 e 42 Dynes/cm. Tentar fazer uma tiragem comercial numa película que registe menos de 36 Dynes/cm é um risco operacional enorme. Além disso, os engenheiros devem levar em conta o "envelhecimento" - o efeito do tratamento corona se degrada com o tempo. Se um rolo de película for tratado numa instalação de extrusão e ficar num armazém durante seis meses, o seu nível de Dynes cairá drasticamente, exigindo que seja "tratado" em linha diretamente na prensa de impressão antes da aplicação da tinta.
Variáveis principais: Reconhecendo seus materiais de substrato poli
Um princípio de engenharia fundamental na embalagem flexível é que os limites físicos do substrato ditam todo o processo a jusante. É necessário definir o material antes de formular a tinta ou selecionar a maquinaria. Os diferentes polímeros reagem de forma drasticamente diferente à tensão, ao calor e aos solventes químicos.
Variantes de polietileno
O polietileno é omnipresente, mas as suas variantes de densidade comportam-se como materiais completamente diferentes sob pressão de prensa. O Polietileno de Baixa Densidade (LDPE) é apreciado pela sua natureza macia e extensível, exigindo tintas altamente elásticas. Em contrapartida, o Polietileno de Alta Densidade (HDPE) - utilizado para sacos rígidos de retalho - tem uma elevada resistência à tração mas um alongamento inferior, exigindo tintas optimizadas para uma forte resistência ao desgaste.
Alta barreira e laminado
Para produtos exigentes como café ou líquidos, a impressão de superfície é inadequada. Os desenhos utilizam a "impressão inversa" no lado interior de uma camada exterior transparente (BOPP/PET). Esta camada impressa é depois laminada numa barreira interior (folha de alumínio ou PE). O resultado assegura que a tinta fica permanentemente presa numa sanduíche de polímero, tornando-a 100% imune a riscos durante o trânsito global.
Compostáveis e bioplásticos
Os bioplásticos como o PLA e o PBAT apresentam limites extremos de fabrico. O PLA possui uma resistência térmica extremamente baixa e derreterá em fornos de secagem intensa. Para além disso, as tintas compostáveis certificadas sofrem frequentemente de uma gama de cores restrita. As marcas que se voltam para os bioplásticos devem praticar um minimalismo de design rigoroso - utilizando o espaço negativo em vez de uma cobertura de tinta sólida pesada.
Correspondência entre a química da tinta e o substrato de polímero
Uma vez definido o substrato e devidamente tratado para o nível correto de Dyne, o foco passa para a química da tinta. A escolha de uma formulação de tinta incorrecta não só provoca falhas estéticas, como também pode violar leis rigorosas de conformidade ambiental, tornando invendáveis remessas inteiras para além das fronteiras internacionais.
Formulações à base de solvente e à base de água
Durante décadas, as tintas à base de solventes dominaram o sector das embalagens flexíveis. A sua composição química agressiva permite-lhes morder as estruturas dos polímeros, secando quase instantaneamente à medida que os solventes se evaporam na atmosfera. Esta secagem rápida conduz a impressões incrivelmente duráveis e resistentes a riscos, capazes de funcionar a velocidades extremas da máquina. No entanto, a evaporação dos Compostos Orgânicos Voláteis (COV) representa graves riscos para o ambiente e para a saúde ocupacional, o que levou a uma repressão regulamentar a nível mundial.
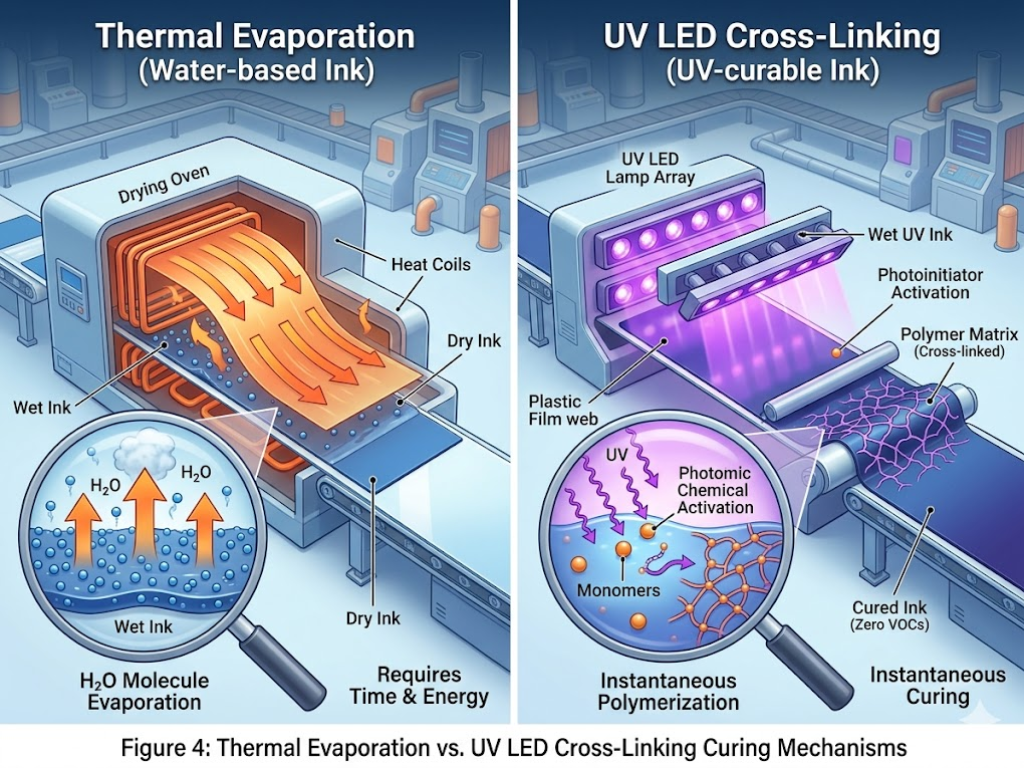
Em resposta, as tintas à base de água surgiram como o padrão sustentável. Embora sejam altamente ecológicas e não tóxicas - o que as torna essenciais para embalagens em contacto direto com os alimentos - as tintas à base de água apresentam obstáculos termodinâmicos únicos. A água evapora-se muito mais lentamente do que os solventes químicos, especialmente em plásticos não porosos. Consequentemente, a utilização de tintas à base de água a velocidades comerciais requer fornos de secagem altamente avançados e com elevado consumo de energia, integrados diretamente na prensa. Sem uma extração térmica adequada, a tinta húmida irá "deslocar-se" para a parte de trás da bobina à medida que esta é rebobinada para formar um rolo acabado.
Tecnologias de cura por UV
As tintas de cura por UV oferecem um compromisso tecnológico brilhante entre durabilidade e conformidade ambiental. Em vez de secarem por evaporação térmica, estas tintas permanecem completamente líquidas até serem expostas a luz ultravioleta (UV) intensa ou a conjuntos de lâmpadas LED UV. A luz ativa os fotoiniciadores químicos dentro da tinta, desencadeando uma reação de reticulação quase instantânea. Numa fração de segundo, a tinta líquida polimeriza, transformando-se numa película sólida fisicamente ligada ao substrato. Uma vez que não existe processo de evaporação, as tintas UV libertam praticamente zero COV, oferecendo um ciclo de produção excecionalmente limpo.
Execução mecânica: Tecnologias de impressão industrial
Com a física do material e a química da tinta estabelecidas, a variável final é o sistema de distribuição mecânica. A seleção da tecnologia de impressão correta determina a sua capacidade de produção, os custos de configuração e a rentabilidade final.
Impressão flexográfica
A flexografia é o cavalo de batalha indiscutível da indústria de embalagens flexíveis. Funcionando com base num princípio rotativo, esta técnica utiliza placas de fotopolímero flexíveis. O coração pulsante de uma prensa flexográfica é o rolo anilox - um cilindro altamente concebido, gravado com milhões de células microscópicas, que actua como um sistema de medição ultra-preciso, transferindo volumes exactos de tinta para as áreas de imagem em relevo da placa de fotopolímero.
Um requisito de engenharia crítico e frequentemente negligenciado na flexografia é o cálculo da distorção na pré-impressão. Quando uma placa de fotopolímero plana e flexível é enrolada e montada em torno de uma manga de impressão cilíndrica, a sua superfície exterior estica-se inerentemente (alongamento). Sem uma compensação matemática exacta da distorção aplicada ao trabalho artístico durante a fase de pré-impressão, a imagem impressa final aparecerá deformada e esticada no saco de plástico. Quando a distorção é calculada com exatidão, a tecnologia flexográfica moderna torna-se extremamente eficiente. Arquitecturas servo-acionadas avançadas, tais como as concebidas pela KETE, mantêm velocidades operacionais até 500m/min enquanto mantêm um registo microscópico perfeito, permitindo que as instalações absorvam encomendas de exportação maciças com uma eficiência sem paralelo.
Impressão em Rotogravura
Quando o desenho exige uma reprodução fotográfica de tom contínuo e sem compromissos, a impressão em rotogravura tem precedência. Ao contrário das placas de borracha em relevo da flexografia, a gravura baseia-se em cilindros de metal pesado com o desenho gravado a laser diretamente na sua superfície. A tinta inunda o cilindro, uma lâmina raspa o excesso das áreas sem imagem e a tinta no interior das células microscópicas transfere-se diretamente para o plástico através de uma pressão intensa. Embora a gravura proporcione uma saturação de cor inigualável ao longo de milhões de impressões, a barreira económica à entrada é imensa devido ao custo exorbitante da maquinação de cilindros de metal pesado para cada estação de cor.
Impressão digital (LEP e tecnologias avançadas)
É um equívoco comum equiparar as embalagens flexíveis digitais industriais à tecnologia de "jato de tinta" padrão. Na realidade, a força dominante nas embalagens digitais comerciais de topo de gama é a Eletrofotografia Líquida (LEP), criada por sistemas como o HP Indigo. Utilizando tintas líquidas especializadas carregadas eletricamente (ElectroInk), esta tecnologia elimina totalmente as chapas físicas, permitindo a impressão de dados variáveis (VDP), em que cada bolsa pode apresentar um trabalho artístico serializado único.
No entanto, a impressão digital introduz limitações físicas muito específicas. O principal desafio reside na força de ligação da laminação. Uma vez que as tintas digitais formam uma camada de polímero distinta na superfície, podem por vezes interferir com o adesivo utilizado na ligação da camada impressa à rede de selante interior. Os engenheiros têm de utilizar primários altamente específicos e adesivos optimizados para evitar que as camadas laminadas delaminem ou se separem sob tensão.
Custos ocultos e pontos de equilíbrio do TCO
Ao avaliar as estratégias de produção, analisar o custo puro por unidade é um erro de cálculo fatal. O custo total de propriedade (TCO) na impressão industrial é ditado por taxas de configuração ocultas, desperdício de calibragem e a realidade matemática das quantidades mínimas de encomenda (MOQ).
Antes de um único saco utilizável sair de uma prensa convencional, a instalação incorre numa enorme preparação de capital. A produção de placas de fotopolímero ou a gravação de cilindros de metal requerem um investimento inicial significativo. Além disso, sempre que um novo desenho é montado, os operadores têm de passar centenas de metros de película de plástico em bruto e tinta dispendiosa pela máquina, simplesmente para calibrar o registo de cores e a tensão da bobina. Este desperdício de "preparação" é um custo físico inevitável.
TCO Break-Even: Digital vs. Flexografia vs. Gravura
Para tomar decisões de aquisição informadas, é necessário respeitar os limiares de equilíbrio quantitativos. Para micro-corridas de menos de 10.000 unidadesA impressão digital tem uma vantagem absoluta em termos de TCO. O custo unitário mais elevado da tinta digital é completamente compensado pelas taxas de chapa e de configuração de zero dólares. No entanto, esta equação inverte-se violentamente à medida que o volume aumenta. Quando um volume de encomendas ultrapassa o limiar de Limiar de 50.000 unidadesa matemática favorece fortemente a flexografia. A esta escala, os elevados custos iniciais das chapas e os resíduos de calibragem são diluídos num volume maciço, fazendo com que o custo unitário de um saco impresso em flexografia sofra uma queda acentuada, semelhante a um penhasco. Além disso, para grandes tiragens comerciais que excedam 150.000 unidadesCom o tempo, a eficiência e a durabilidade incomparáveis da Rotogravura acabaram por compensar os custos iniciais exorbitantes do cilindro, tornando-a a escolha mais económica nos níveis mais elevados da produção global.
Garantia de qualidade: Garantia de uma produção com zero defeitos de impressão
Os conhecimentos teóricos relativos à tensão da banda e aos níveis de dyne são inúteis se o produto final se desfizer nas mãos do consumidor. Para proteger o valor da marca e evitar rejeições maciças de contentores internacionais, as instalações devem implementar normas de controlo de qualidade intransigentes e empiricamente mensuráveis no chão de fábrica.

A melhor ferramenta de diagnóstico para qualquer engenheiro de embalagens é a Ensaio de fita de hachura cruzada ASTM D3359. Este é o padrão industrial global definitivo para avaliar a adesão da tinta em substratos de polímero. O procedimento não deixa margem para interpretações subjectivas: um técnico utiliza uma ferramenta de corte especializada para esculpir um padrão de grelha preciso diretamente através da tinta curada e na película de plástico. Uma fita sensível à pressão altamente padronizada é aplicada firmemente sobre a grelha, alisada para remover bolhas de ar e depois rapidamente arrancada num ângulo de 180 graus. A grelha é então inspeccionada com uma ampliação. Se a tinta se desprender do plástico e aderir à fita para além de uma fração estritamente permitida (normalmente, qualquer remoção superior a 5%, classificada de acordo com a pontuação ASTM), o lote é imediatamente reprovado. Trata-se de uma métrica implacável e indiscutível.
Conclusão: Garantir uma linha de produção rentável e de alto rendimento
Para dominar as complexidades da impressão de polímeros é necessário navegar por um conjunto de física dos materiais, formulações químicas precisas e engenharia mecânica de alto nível. Uma linha de produção altamente rentável e com zero defeitos é construída sobre uma base de variáveis não negociáveis:
- Física de superfícies: Verificação dos níveis exactos de tratamento Corona e Dyne para eliminar permanentemente a descamação da tinta.
- Mecânica de pré-impressão: Cálculo exato da distorção de pré-impressão para ter em conta o alongamento do fotopolímero nos cilindros flexográficos.
- Economia dos custos: Respeitando os rigorosos limiares de equilíbrio do TCO para otimizar os custos das placas em relação ao volume de produção.
- Controlo de qualidade: Exigindo ensaios de aderência ASTM empíricos e rigorosos antes da utilização em massa.
Descobrir uma falha de adesão ou uma limitação mecânica depois de o equipamento ter sido enviado para as suas instalações no estrangeiro é um pesadelo logístico. A estratégia mais profunda para garantir a produção é estabelecer uma parceria com um fabricante que absorva este risco de engenharia em seu nome. Antes de qualquer maquinaria de produção ser embalada e enviada para o outro lado do mundo, tem de provar a sua capacidade utilizando os seus materiais diários reais.
Eliminar o risco de implementação com a verificação pré-embarque
Não deixe que a sua estratégia de embalagem de vários milhões de dólares dependa de tentativas e erros. A KETE garante o desempenho fazendo funcionar os seus substratos de película patenteados e formulações de tinta específicas através da máquina montada no chão da nossa fábrica. Efectuamos um registo rigoroso e testes de aderência, proporcionando uma verificação completa por vídeo antes de a máquina sair das nossas instalações.
Fale com um engenheiro da KETE para uma configuração de máquina personalizada