Die grundsätzliche Herausforderung beim Drucken auf Kunststoffsubstraten
Bei der Umstellung vom traditionellen Papierdruck auf flexible Polymerverpackungen stoßen die Produktionsleiter sofort auf eine tiefgreifende physikalische Barriere: Kunststoff weist von Natur aus flüssige Druckfarbe ab. Um dieses Phänomen zu verstehen, muss man über die mechanische Druckmaschine hinausschauen und die mikroskopischen Eigenschaften von Polymersubstraten untersuchen. Während bei starren Nischenanwendungen vielleicht In-Mold Labeling (IML) oder Thermotransferdruck in kleinen Auflagen zum Einsatz kommt, werden flexible Verpackungen in großen Stückzahlen fast ausschließlich im Endlosdruckverfahren hergestellt. In diesem kontinuierlichen Rolle-zu-Rolle-Bereich ist die physikalische Barriere absolut.
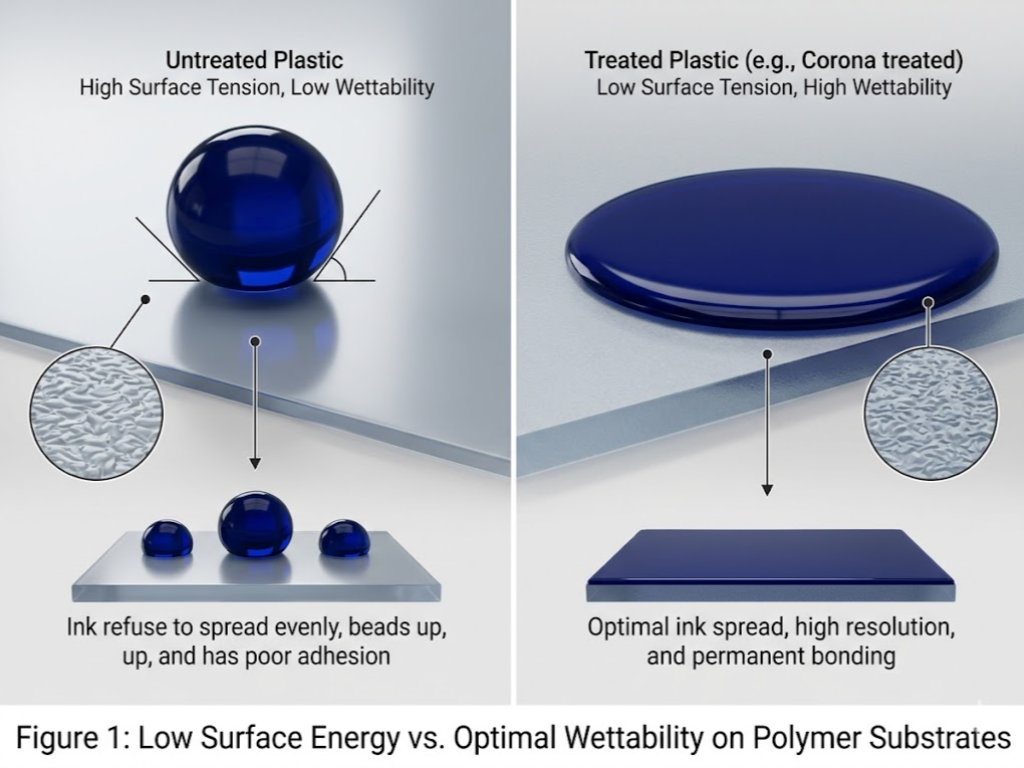
Im Gegensatz zu Papier, das von Natur aus porös ist und Flüssigkeit durch Kapillarwirkung in seine Zellulosefasern einsickern lässt, sind Kunststofffolien völlig porenfrei. Das bedeutet, dass die Druckfarbe vollständig auf der Oberfläche sitzen muss und nicht in sie einziehen darf. Außerdem haben die meisten Poly-Rohmaterialien - insbesondere unbehandeltes Polyethylen und Polypropylen - eine sehr niedrige Oberflächenenergie. Im Bereich der Physik und der Druckmechanik bestimmt die Oberflächenenergie, wie eine Flüssigkeit mit einem festen Substrat interagiert.
Wenn die Oberflächenenergie des Bedruckstoffs geringer ist als die Oberflächenspannung der flüssigen Tinte, kann sich die Tinte nicht gleichmäßig verteilen. Sie können sich das vorstellen, wenn Sie sich Wassertropfen vorstellen, die auf eine frisch gewachste Motorhaube oder eine antihaftbeschichtete Teflonpfanne fallen; aufgrund des Lotuseffekts perlt die Flüssigkeit sofort ab. Ohne chemisches oder physikalisches Eingreifen werden Standard-Industrietinten, die auf eine rohe Kunststofffolie aufgetragen werden, in ähnlicher Weise abperlen, schrumpfen, Streifen bilden oder vollständig abrutschen. Diese fehlende "Benetzbarkeit" führt zu einer katastrophalen Druckauflösung, massivem Produktionsausschuss und völligem Versagen der Haftung.
Die unausgesprochene Regel: Warum die Vorbehandlung von Oberflächen unverzichtbar ist
Die Erkenntnis, dass Polymere eine niedrige Oberflächenenergie haben, ist nur der erste Schritt; die entscheidende technische Lösung liegt in der Veränderung dieses physikalischen Zustands, bevor die Folie überhaupt mit dem Druckzylinder in Kontakt kommt. Das Auslassen der Oberflächenvorbehandlung ist die Hauptursache für katastrophale Farbabplatzungen und anschließende Ablehnung durch den Kunden. Unabhängig davon, wie ausgeklügelt Ihre Druckausrüstung ist, ist die Umgehung dieses grundlegenden Schrittes ein Garant für mechanisches Versagen.
Der Industriestandard zur Überwindung dieser physikalischen Barriere ist die Corona-Behandlung. Stellen Sie sich eine Corona-Behandlungsanlage wie ein kontrolliertes, mikroskopisch kleines Gewitter vor, das inline mit der Druckmaschine arbeitet. Wenn die Kunststoffbahn zu den Druckstationen transportiert wird, läuft sie unter einer Hochspannungselektrode hindurch, die die Polymeroberfläche mit ionisierter Luft beschießt. Diese aggressive elektrische Entladung zerstört die molekularen Bindungen auf der Kunststoffoberfläche, wodurch mikroskopische Oxidation entsteht und polare Gruppen eingeführt werden. Plötzlich verwandelt sich die glatte, äußerst widerstandsfähige Oberfläche des Kunststoffs in einen mikroskopisch kleinen Klettverschluss, der bereit ist, die Druckfarbenharze zu greifen und dauerhaft mit ihnen zu verbinden.
Um sicherzustellen, dass dieser Prozess erfolgreich ist, müssen sich die Betreiber auf strenge Dyne-Level-Tests verlassen. Ein Dyne-Wert ist die Standardmaßeinheit für die Oberflächenspannung. Damit die Tinte einwandfrei auf flexiblen Verpackungen haftet, ohne sich abzulösen oder durch Reibung zu reißen, muss die behandelte Folie in der Regel zwischen 38 und 42 Dynes/cm aufweisen. Der Versuch einer kommerziellen Produktion auf einer Folie, die weniger als 36 Dynes/cm aufweist, ist ein großes Betriebsrisiko. Außerdem müssen die Ingenieure die Alterung" berücksichtigen - die Wirkung der Koronabehandlung lässt mit der Zeit nach. Wenn eine Folienrolle in einer Extrusionsanlage behandelt wird und sechs Monate lang in einem Lagerhaus lagert, sinkt ihr Dyne-Wert, so dass sie direkt in der Druckmaschine vor dem Farbauftrag "nachbehandelt" werden muss.
Kernvariablen: Erkennen Sie Ihre Poly-Substrat-Materialien
Ein grundlegendes technisches Prinzip bei flexiblen Verpackungen ist, dass die physikalischen Grenzen des Bedruckstoffs den gesamten nachgelagerten Prozess bestimmen. Sie müssen das Material definieren, bevor Sie die Tinte formulieren oder die Maschinen auswählen. Verschiedene Polymere reagieren sehr unterschiedlich auf Spannung, Hitze und chemische Lösungsmittel.
Polyethylen-Varianten
Polyethylen ist allgegenwärtig, aber seine Dichtevarianten verhalten sich unter Druck wie völlig unterschiedliche Materialien. Polyethylen niedriger Dichte (LDPE) wird für seine weiche, dehnbare Beschaffenheit geschätzt, die hochelastische Druckfarben erfordert. Im Gegensatz dazu hat Polyethylen hoher Dichte (HDPE) - das für steife Einzelhandelstaschen verwendet wird - eine hohe Zugfestigkeit, aber eine geringere Dehnung, was Druckfarben erfordert, die für eine hohe Scheuerfestigkeit optimiert sind.
Hochbarriere und laminiert
Für anspruchsvolle Waren wie Kaffee oder Flüssigkeiten ist der Oberflächendruck unzureichend. Die Designs werden im "Reverse Printing" auf die Innenseite einer klaren Außenschicht (BOPP/PET) gedruckt. Diese bedruckte Schicht wird dann auf eine innere Barriere (Folie oder PE) laminiert. Das Ergebnis ist, dass die Tinte dauerhaft in einem Polymer-Sandwich eingeschlossen ist, was 100% immun gegen Kratzer während des weltweiten Transports macht.
Kompostierbare und Bio-Kunststoffe
Biokunststoffe wie PLA und PBAT stoßen bei der Herstellung an extreme Grenzen. PLA besitzt eine kritisch niedrige Wärmebeständigkeit und schmilzt bei intensiver Trocknung in Öfen. Darüber hinaus leiden zertifizierte kompostierbare Druckfarben oft unter einer eingeschränkten Farbskala. Marken, die sich auf Biokunststoffe umstellen, müssen einen rigorosen Design-Minimalismus praktizieren - sie müssen den Negativ-Raum nutzen, anstatt eine starke Abdeckung mit Volltondruckfarben.
Abstimmung der Tintenchemie auf das Polymersubstrat
Sobald der Bedruckstoff definiert und ordnungsgemäß auf die richtige Dyne-Stufe behandelt ist, verlagert sich der Schwerpunkt auf die Tintenchemie. Die Wahl der falschen Tintenformulierung führt nicht nur zu ästhetischen Mängeln, sondern kann auch gegen strenge Umweltvorschriften verstoßen, so dass ganze Lieferungen über internationale Grenzen hinweg unverkäuflich werden.
Lösungsmittelbasierte und wasserbasierte Formulierungen
Jahrzehntelang dominierten lösungsmittelbasierte Druckfarben den Sektor der flexiblen Verpackungen. Aufgrund ihrer aggressiven chemischen Zusammensetzung können sie sich in Polymerstrukturen einbrennen und trocknen fast augenblicklich, wenn die Lösungsmittel in die Atmosphäre verdampfen. Diese schnelle Trocknung führt zu unglaublich haltbaren, kratzfesten Drucken, die auch bei extremen Maschinengeschwindigkeiten eingesetzt werden können. Die Verdunstung flüchtiger organischer Verbindungen (VOC) stellt jedoch ein ernsthaftes Risiko für die Umwelt und die Gesundheit am Arbeitsplatz dar, so dass weltweit strenge Vorschriften erlassen wurden.
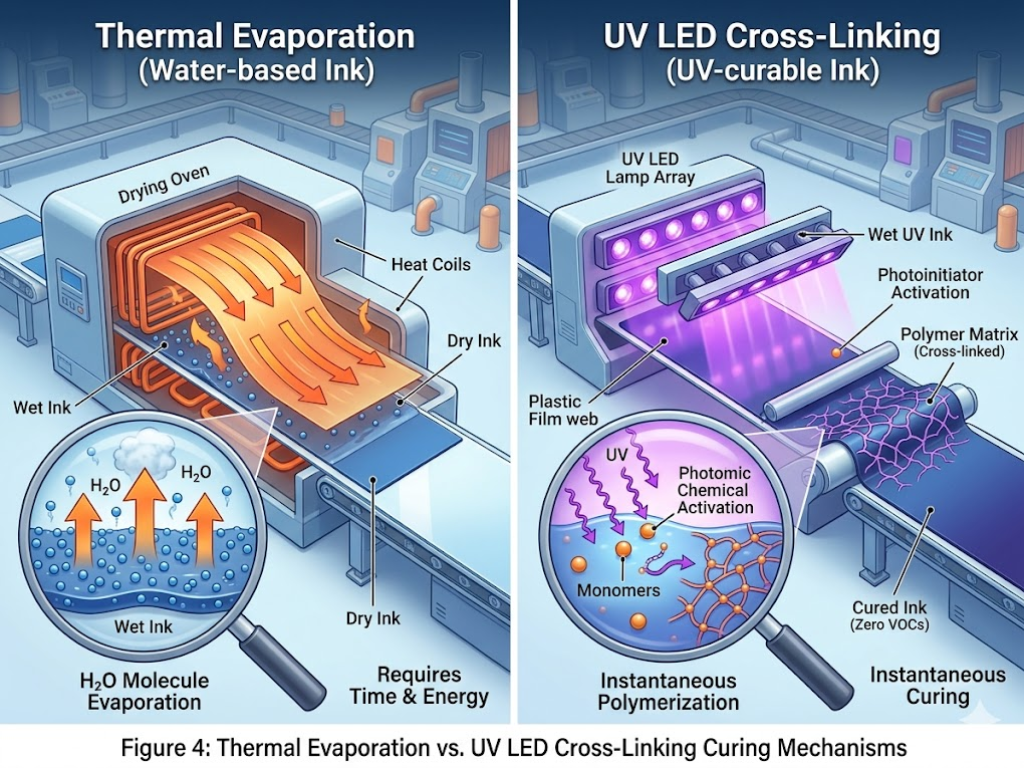
Als Reaktion darauf haben sich Druckfarben auf Wasserbasis als nachhaltiger Standard durchgesetzt. Obwohl sie äußerst umweltfreundlich und ungiftig sind - was sie für Verpackungen mit direktem Lebensmittelkontakt unentbehrlich macht - stellen wasserbasierte Tinten einzigartige thermodynamische Hürden dar. Wasser verdunstet wesentlich langsamer als chemische Lösungsmittel, insbesondere auf nicht porösen Kunststoffen. Folglich erfordert der Betrieb von Druckfarben auf Wasserbasis bei kommerziellen Geschwindigkeiten hochmoderne, energieintensive Trockenöfen, die direkt in die Druckmaschine integriert sind. Ohne eine adäquate thermische Extraktion wird die nasse Druckfarbe beim Aufwickeln zu einer fertigen Rolle auf die Rückseite der Bahn "versetzt".
UV-aushärtbare Technologien
UV-härtende Druckfarben bieten einen hervorragenden technischen Kompromiss zwischen Haltbarkeit und Umweltverträglichkeit. Anstatt durch thermische Verdunstung zu trocknen, bleiben diese Tinten vollständig flüssig, bis sie intensivem ultraviolettem (UV) Licht oder UV-LED-Lampenarrays ausgesetzt werden. Das Licht aktiviert chemische Fotoinitiatoren in der Tinte und löst eine nahezu sofortige Vernetzungsreaktion aus. Im Bruchteil einer Sekunde polymerisiert die flüssige Tinte und verwandelt sich in einen festen Film, der physikalisch mit dem Substrat verbunden ist. Da es keinen Verdunstungsprozess gibt, setzen UV-Farben praktisch keine flüchtigen organischen Verbindungen frei und bieten einen außergewöhnlich sauberen Produktionszyklus.
Mechanische Ausführung: Industrielle Drucktechnologien
Nachdem die physikalischen Eigenschaften des Materials und die chemische Zusammensetzung der Tinte feststehen, ist die letzte Variable das mechanische Transportsystem. Die Wahl der richtigen Drucktechnologie entscheidet über die Ausgabekapazität, die Einrichtungskosten und die letztendliche Rentabilität.
Flexodruck
Der Flexodruck ist das unbestrittene Arbeitspferd der flexiblen Verpackungsindustrie. Bei dieser Technik, die nach dem Rotationsprinzip arbeitet, werden flexible Fotopolymerplatten verwendet. Das Herzstück einer Flexodruckmaschine ist die Rasterwalze - ein hochentwickelter Zylinder, in den Millionen mikroskopisch kleiner Näpfchen eingraviert sind und der als hochpräzises Dosiersystem fungiert, das exakte Farbmengen auf die erhabenen Bildbereiche der Fotopolymerplatte überträgt.
Eine wichtige, oft übersehene technische Anforderung im Flexodruck ist die Berechnung der Verformung in der Druckvorstufe. Wenn eine flache, flexible Fotopolymerplatte um einen zylindrischen Drucksleeve gewickelt und montiert wird, dehnt sich ihre Außenfläche von Natur aus (Dehnung). Ohne eine präzise mathematische Verzeichnungskompensation, die in der Druckvorstufe auf die Druckvorlage angewendet wird, erscheint das endgültige Druckbild auf dem Plastikbeutel verzogen und gedehnt. Sobald die Verzerrung genau berechnet ist, wird die moderne Flexotechnologie verheerend effizient. Hochentwickelte servogesteuerte Systeme, wie sie von KETE entwickelt wurden, halten Betriebsgeschwindigkeiten von bis zu 500 m/min bei perfekter mikroskopischer Registrierung aufrecht und ermöglichen es den Betrieben, massive Exportaufträge mit beispielloser Effizienz zu bewältigen.
Rotationstiefdruck
Wenn das Design eine kompromisslose fotografische Reproduktion im Halbtonbereich erfordert, hat der Tiefdruck Vorrang. Im Gegensatz zu den erhabenen Gummiplatten des Flexodrucks werden im Tiefdruck schwere Metallzylinder verwendet, in deren Oberfläche das Design direkt per Laser eingraviert wird. Die Farbe überflutet den Zylinder, ein Rakel schabt den Überschuss von den bildfreien Bereichen ab, und die Farbe in den mikroskopisch kleinen Näpfchen wird durch starken Druck direkt auf den Kunststoff übertragen. Während der Tiefdruck eine unübertroffene Farbsättigung über Millionen von Abdrücken liefert, ist die wirtschaftliche Einstiegshürde aufgrund der exorbitanten Kosten für die Bearbeitung von schweren Metallzylindern für jede einzelne Farbstation immens.
Digitaldruck (LEP und fortgeschrittene Technologien)
Es ist ein weit verbreiteter Irrglaube, dass industrielle digitale flexible Verpackungen mit der herkömmlichen "Inkjet"-Technologie gleichgesetzt werden. In Wirklichkeit ist die dominierende Kraft bei hochwertigen kommerziellen digitalen Verpackungen die Flüssigelektrophotographie (LEP), die von Systemen wie HP Indigo entwickelt wurde. Durch den Einsatz spezieller, elektrisch geladener Flüssigtinten (ElectroInk) macht diese Technologie physische Druckplatten vollständig überflüssig und ermöglicht den Druck variabler Daten (VDP), bei dem jeder einzelne Beutel mit einem einzigartigen, serialisierten Artwork versehen werden kann.
Der Digitaldruck bringt jedoch sehr spezifische physikalische Einschränkungen mit sich. Die größte Herausforderung liegt in der Haftfestigkeit der Laminierung. Da Digitaldruckfarben eine eigene Polymerschicht auf der Oberfläche bilden, können sie manchmal mit dem Klebstoff interferieren, der beim Verbinden der gedruckten Schicht mit der inneren Dichtungsbahn verwendet wird. Die Ingenieure müssen hochspezifische Primer und optimierte Klebstoffe verwenden, um zu verhindern, dass sich die laminierten Schichten unter Belastung lösen oder abblättern.
Versteckte Kosten und TCO-Break-Even-Punkte
Bei der Bewertung von Produktionsstrategien ist die Analyse der reinen Stückkosten eine fatale Fehleinschätzung. Die Gesamtbetriebskosten (TCO) im industriellen Druck werden durch versteckte Einrichtungsgebühren, Kalibrierungsabfälle und die mathematische Realität der Mindestbestellmengen (MOQ) bestimmt.
Bevor ein einziger brauchbarer Beutel eine konventionelle Druckmaschine verlässt, muss die Anlage mit einem hohen Kapitalaufwand vorbereitet werden. Die Herstellung von Photopolymerplatten oder die Gravur von Metallzylindern erfordert erhebliche Vorleistungen. Außerdem müssen die Bediener jedes Mal, wenn ein neues Design aufgezogen wird, Hunderte von Metern teurer Rohkunststofffolie und Druckfarbe durch die Maschine laufen lassen, nur um die Farbregistrierung und die Bahnspannung zu kalibrieren. Dieser "Einrichtungsverlust" ist ein unvermeidbarer Kostenfaktor.
TCO-Break-Even: Digitaldruck vs. Flexodruck vs. Tiefdruck
Um fundierte Beschaffungsentscheidungen treffen zu können, müssen Sie die quantitativen Break-even-Schwellenwerte beachten. Für Kleinstserien von unter 10.000 Einheitenhat der Digitaldruck einen absoluten TCO-Vorteil. Die höheren Stückkosten für digitale Druckfarbe werden durch die Null-Dollar-Gebühren für Druckplatte und Einrichtung vollständig ausgeglichen. Diese Gleichung kippt jedoch mit zunehmendem Volumen. Sobald ein Auftragsvolumen die 50.000-Einheiten-Schwelleist die Mathematik stark zugunsten des Flexodrucks. In diesem Maßstab verteilen sich die hohen anfänglichen Plattenkosten und der Kalibrierungsabfall auf ein riesiges Volumen, so dass die Stückkosten eines mit Flexodruck bedruckten Beutels steil abfallen. Außerdem sind bei großen kommerziellen Auflagen von mehr als 150.000 EinheitenDie unvergleichliche Effizienz und Langlebigkeit des Rotationstiefdrucks gleicht schließlich die exorbitanten anfänglichen Zylinderkosten aus und macht ihn zur absolut wirtschaftlichsten Wahl auf den höchsten Ebenen der globalen Produktion.
Sicherung der Qualität: Garantierte Null-Fehler-Druckproduktion
Theoretisches Wissen über Bahnspannung und Färbekraft ist nutzlos, wenn das Endprodukt in den Händen des Verbrauchers auseinanderfällt. Um den Markenwert zu schützen und massive internationale Containerrückweisungen zu vermeiden, müssen die Betriebe kompromisslose, empirisch messbare Qualitätskontrollstandards in der Fabrikhalle einführen.

Das ultimative Diagnosewerkzeug für jeden Verpackungsingenieur ist die ASTM D3359 Kreuzschraffur-Bandtest. Dies ist der endgültige weltweite Industriestandard für die Bewertung der Tintenhaftung auf Polymersubstraten. Das Verfahren lässt keinen Raum für subjektive Interpretationen: Ein Techniker verwendet ein spezielles Schneidewerkzeug, um ein präzises Gittermuster direkt durch die ausgehärtete Tinte und in die Kunststofffolie zu ritzen. Ein hochgradig standardisiertes druckempfindliches Klebeband wird fest auf das Gitter geklebt, geglättet, um Luftblasen zu entfernen, und dann schnell in einem Winkel von 180 Grad abgezogen. Das Gitter wird dann unter Vergrößerung geprüft. Wenn sich die Tinte vom Kunststoff ablöst und über eine strenge Toleranzgrenze hinaus am Klebeband haftet (in der Regel alles über 5% Entfernung, klassifiziert nach ASTM), ist die Charge sofort fehlerhaft. Dies ist ein unbarmherziger, unanfechtbarer Maßstab.
Schlussfolgerung: Sicherstellung einer ertragreichen, profitablen Produktionslinie
Um die Komplexität des Polymerdrucks zu meistern, muss man einen Spießrutenlauf aus Materialphysik, präzisen chemischen Formulierungen und Maschinenbau auf hohem Niveau durchlaufen. Eine hochprofitable, fehlerfreie Produktionslinie beruht auf einer Reihe von nicht verhandelbaren Variablen:
- Oberflächenphysik: Überprüfung der genauen Corona-Behandlungs- und Dyne-Werte zur dauerhaften Beseitigung von Farbabplatzungen.
- Mechanik der Druckvorstufe: Berechnung der genauen Verformung in der Druckvorstufe, um die Dehnung von Photopolymeren auf Flexozylindern zu berücksichtigen.
- Kostenökonomie: Einhaltung der strengen TCO-Breakeven-Schwellenwerte zur Optimierung der Plattenkosten im Verhältnis zum Produktionsvolumen.
- Qualitätskontrolle: Es werden harte, empirische ASTM-Haftungstests vor dem Masseneinsatz gefordert.
Die Entdeckung eines Haftungsfehlers oder einer mechanischen Einschränkung nach der Verschiffung von Investitionsgütern an Ihr Werk in Übersee ist ein logistischer Alptraum. Die gründlichste Strategie zur Gewährleistung der Produktion ist die Zusammenarbeit mit einem Hersteller, der dieses technische Risiko für Sie übernimmt. Bevor eine Produktionsanlage in eine Kiste verpackt und in die ganze Welt verschifft wird, muss sie ihre Leistungsfähigkeit unter Verwendung Ihrer täglichen Materialien unter Beweis stellen.
Eliminieren Sie das Bereitstellungsrisiko mit Pre-Shipment Proofing
Lassen Sie Ihre millionenschwere Verpackungsstrategie nicht auf Versuch und Irrtum beruhen. KETE garantiert die Leistung, indem wir Ihre firmeneigenen Foliensubstrate und spezifischen Druckfarbenformulierungen auf der zusammengebauten Maschine in unserer Fabrikhalle testen. Wir führen strenge Registrierungs- und Haftungstests durch und bieten eine vollständige Videoverifizierung, bevor die Maschine unser Werk verlässt.
Sprechen Sie mit einem KETE-Ingenieur für eine individuelle Maschinenkonfiguration