Le défi fondamental de l'impression sur support plastique
Lorsqu'ils passent de l'impression traditionnelle sur papier à l'emballage souple en polymère, les responsables de la production se heurtent immédiatement à un obstacle physique de taille : le plastique rejette naturellement l'encre liquide. Pour comprendre ce phénomène, il faut aller au-delà de la presse mécanique et examiner les propriétés microscopiques des substrats polymères. Alors que les applications rigides de niche peuvent utiliser l'étiquetage dans le moule (IML) ou le transfert thermique à court tirage, les emballages souples à grand volume reposent presque exclusivement sur l'impression en continu. Dans ce domaine de l'impression en continu de bobine à bobine, la barrière physique est absolue.
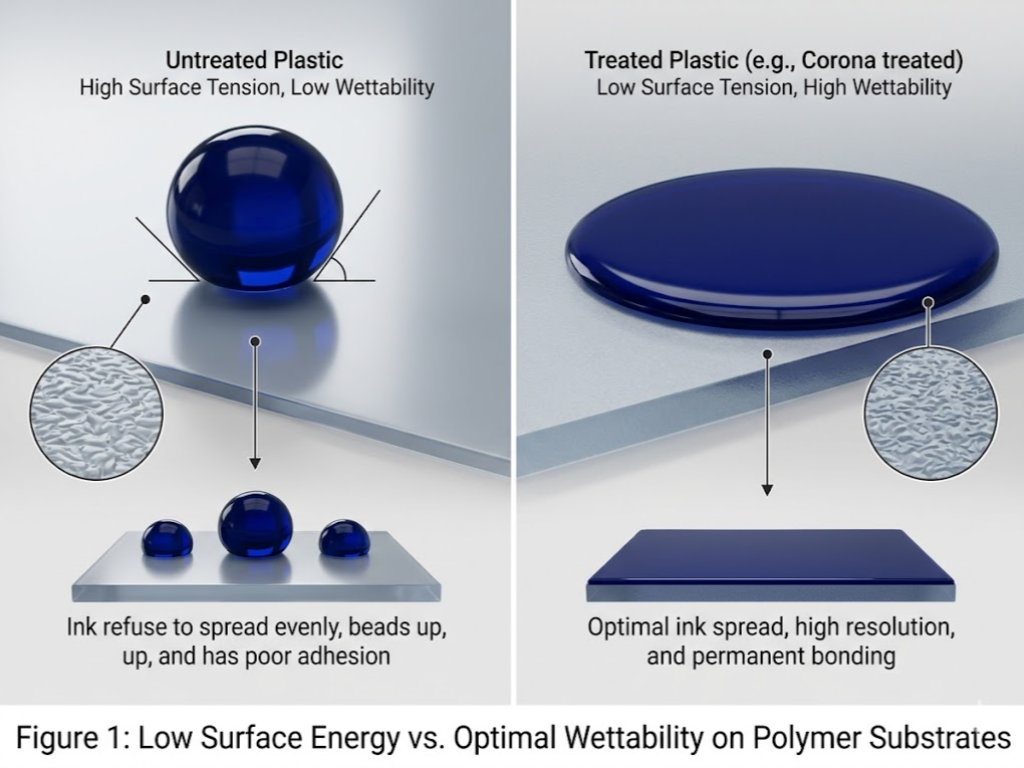
Contrairement au papier, qui est intrinsèquement poreux et permet aux liquides de s'infiltrer dans ses fibres de cellulose par capillarité, les films plastiques sont entièrement non poreux. Cela signifie que l'encre doit reposer entièrement sur la surface plutôt que de l'absorber. En outre, la plupart des matières premières poly - en particulier le polyéthylène et le polypropylène non traités - possèdent une énergie de surface extrêmement faible. Dans le domaine de la physique et de la mécanique d'impression, l'énergie de surface détermine la manière dont un liquide interagit avec un substrat solide.
Si l'énergie de surface du support est inférieure à la tension superficielle de l'encre liquide, l'encre refusera de s'étaler uniformément. Vous pouvez visualiser ce phénomène en imaginant des gouttes d'eau tombant sur le capot d'une voiture fraîchement cirée ou sur une poêle à frire antiadhésive en téflon ; le liquide perle instantanément en raison de l'effet lotus. Sans intervention chimique ou physique, les encres industrielles standard appliquées à un film plastique brut perlent, rétrécissent, se strient ou glissent complètement. Ce manque de "mouillabilité" se traduit par une résolution d'impression désastreuse, une perte de production massive et un échec total de l'adhésion.
La règle tacite : Pourquoi le prétraitement des surfaces n'est pas négociable
Reconnaître la faible énergie de surface des polymères n'est que la première étape ; la solution technique critique consiste à modifier cet état physique avant que le film n'entre en contact avec le cylindre d'impression. L'omission du prétraitement de la surface est la principale cause de l'écaillage catastrophique de l'encre et des rejets des clients qui s'ensuivent. Quel que soit le degré de sophistication de votre équipement d'impression, le fait de passer outre cette étape fondamentale garantit une défaillance mécanique.
La norme industrielle pour résoudre cet obstacle physique est le traitement Corona. Le traitement Corona est une sorte d'orage microscopique contrôlé qui fonctionne en ligne avec la presse d'imprimerie. Lorsque la bande de plastique se dirige vers les stations d'impression, elle passe sous une électrode à haute tension qui bombarde la surface du polymère avec de l'air ionisé. Cette décharge électrique agressive brise les liaisons moléculaires à la surface du plastique, créant une oxydation microscopique et introduisant des groupes polaires. Soudain, la surface lisse et très résistante du plastique se transforme en un Velcro microscopique, prêt à s'accrocher et à se lier de manière permanente aux résines de l'encre.
Pour garantir la réussite de ce processus, les opérateurs doivent s'appuyer sur des tests rigoureux du niveau de Dyne. Le Dyne est l'unité de mesure standard de la tension superficielle. Pour que l'encre adhère parfaitement à l'emballage souple sans se décoller ou se fissurer sous l'effet de la friction, le film traité doit généralement enregistrer entre 38 et 42 Dynes/cm. Tenter un tirage commercial sur un film testé à moins de 36 Dynes/cm constitue un risque opérationnel considérable. En outre, les ingénieurs doivent tenir compte du "vieillissement" - l'effet du traitement corona se dégrade avec le temps. Si un rouleau de film est traité dans une installation d'extrusion et reste dans un entrepôt pendant six mois, son niveau de Dyne chutera, ce qui nécessitera de le traiter en ligne directement sur la presse d'impression avant l'application de l'encre.
Variables de base : Reconnaître les matériaux de votre poly-substrat
Un principe d'ingénierie fondamental en matière d'emballage souple est que les limites physiques du substrat dictent l'ensemble du processus en aval. Il faut définir le matériau avant de formuler l'encre ou de sélectionner les machines. Les différents polymères réagissent très différemment à la tension, à la chaleur et aux solvants chimiques.
Variantes de polyéthylène
Le polyéthylène est omniprésent, mais ses variantes de densité se comportent comme des matériaux totalement différents sous la pression de la presse. Le polyéthylène basse densité (PEBD) est apprécié pour sa nature souple et extensible, qui nécessite des encres très élastiques. En revanche, le polyéthylène haute densité (PEHD), utilisé pour les sacs de vente au détail rigides, présente une résistance élevée à la traction mais une élongation plus faible, ce qui exige des encres optimisées pour une résistance élevée aux éraflures.
Haute barrière et laminé
Pour les produits exigeants tels que le café ou les liquides, l'impression en surface n'est pas suffisante. Les designs utilisent l'impression inversée sur la face interne d'une couche externe transparente (BOPP/PET). Cette couche imprimée est ensuite laminée sur une barrière intérieure (film ou PE). L'encre est ainsi piégée de façon permanente dans un sandwich de polymère, ce qui la rend 100% insensible aux rayures pendant le transport mondial.
Plastiques compostables et biosourcés
Les bio-plastiques tels que le PLA et le PBAT présentent des limites de fabrication extrêmes. Le PLA possède une résistance thermique extrêmement faible et fond dans les fours de séchage intensifs. En outre, les encres certifiées compostables souffrent souvent d'une gamme de couleurs restreinte. Les marques qui s'orientent vers les bio-plastiques doivent pratiquer un minimalisme rigoureux en matière de conception, en utilisant l'espace négatif plutôt qu'une couverture d'encre solide.
Adapter la chimie de l'encre au substrat polymère
Une fois le support défini et correctement traité pour obtenir le niveau de Dyne adéquat, l'accent est mis sur la chimie de l'encre. Le choix d'une mauvaise formulation d'encre n'entraîne pas seulement des problèmes esthétiques, mais peut également violer des lois strictes en matière de respect de l'environnement, rendant des cargaisons entières invendables au-delà des frontières internationales.
Formulations à base de solvant et à base d'eau
Pendant des décennies, les encres à base de solvants ont dominé le secteur de l'emballage souple. Leur composition chimique agressive leur permet de mordre dans les structures polymères et de sécher presque instantanément lorsque les solvants s'évaporent dans l'atmosphère. Ce séchage rapide permet d'obtenir des impressions incroyablement durables et résistantes aux rayures, capables de fonctionner à des vitesses de machine extrêmes. Cependant, l'évaporation des composés organiques volatils (COV) présente de graves risques pour l'environnement et la santé au travail, ce qui a conduit à l'adoption de mesures réglementaires à l'échelle mondiale.
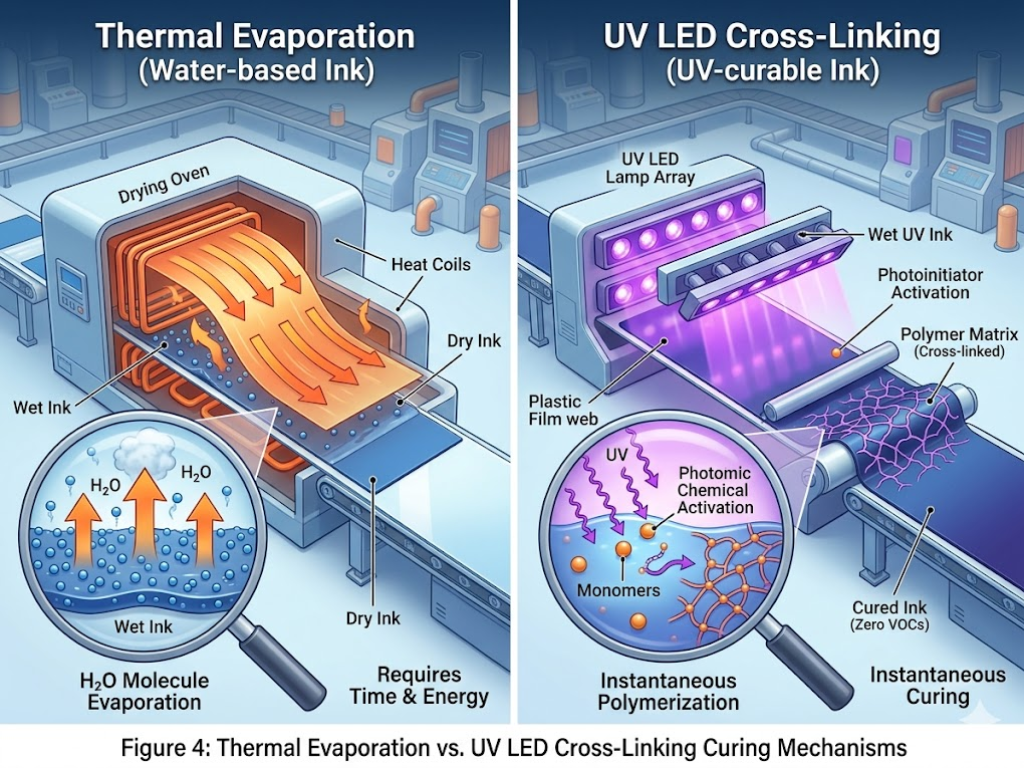
En réponse, les encres à base d'eau se sont imposées comme la norme durable. Bien qu'elles soient très écologiques et non toxiques, ce qui les rend essentielles pour les emballages en contact direct avec les aliments, les encres à base d'eau présentent des obstacles thermodynamiques uniques. L'eau s'évapore beaucoup plus lentement que les solvants chimiques, en particulier sur les plastiques non poreux. Par conséquent, l'utilisation d'encres à base d'eau à des vitesses commerciales nécessite des fours de séchage très avancés et gourmands en énergie, intégrés directement dans la presse. En l'absence d'une extraction thermique adéquate, l'encre humide se dépose sur le dos de la bande lorsqu'elle se réenroule pour former un rouleau fini.
Technologies de durcissement par UV
Les encres à séchage UV offrent un excellent compromis technologique entre durabilité et respect de l'environnement. Plutôt que de sécher par évaporation thermique, ces encres restent complètement liquides jusqu'à ce qu'elles soient exposées à une lumière ultraviolette (UV) intense ou à des réseaux de lampes LED UV. La lumière active les photo-initiateurs chimiques de l'encre, déclenchant une réaction de réticulation quasi instantanée. En une fraction de seconde, l'encre liquide se polymérise, se transformant en un film solide physiquement lié au substrat. Comme il n'y a pas de processus d'évaporation, les encres UV ne libèrent pratiquement pas de COV, ce qui permet un cycle de production exceptionnellement propre.
Exécution mécanique : Technologies d'impression industrielle
Une fois la physique du matériau et la chimie de l'encre établies, la dernière variable est le système d'alimentation mécanique. Le choix de la technologie d'impression appropriée détermine la capacité de production, les coûts d'installation et la rentabilité finale.
Impression flexographique
La flexographie est le cheval de bataille incontesté de l'industrie de l'emballage souple. Fonctionnant selon un principe rotatif, cette technique utilise des plaques photopolymères souples. Le cœur battant d'une presse flexo est le cylindre anilox - un cylindre hautement technique gravé de millions de cellules microscopiques qui agit comme un système de dosage ultra-précis, transférant des volumes exacts d'encre sur les zones d'image en relief de la plaque photopolymère.
Le calcul de la distorsion avant impression est une exigence technique essentielle, souvent négligée, dans le domaine de la flexographie. Lorsqu'une plaque photopolymère plate et flexible est enroulée et montée autour d'un manchon d'impression cylindrique, sa surface extérieure s'étire intrinsèquement (élongation). Sans une compensation mathématique précise de la distorsion appliquée à la maquette au cours de la phase de prépresse, l'image imprimée finale apparaîtra déformée et étirée sur le sac en plastique. Une fois la distorsion calculée avec précision, la technologie flexo moderne devient d'une efficacité redoutable. Les architectures servo-motorisées avancées, telles que celles conçues par KETE, maintiennent des vitesses opérationnelles allant jusqu'à 500 m/min tout en conservant un repérage microscopique parfait, ce qui permet aux installations d'absorber des commandes d'exportation massives avec une efficacité inégalée.
Impression en héliogravure
Lorsque le dessin exige une reproduction photographique sans compromis et en tons continus, c'est l'héliogravure qui prime. Contrairement aux plaques de caoutchouc en relief de la flexographie, l'héliogravure utilise de lourds cylindres métalliques sur lesquels le dessin est gravé au laser directement sur leur surface. L'encre inonde le cylindre, une racle racle l'excédent des zones non imagées et l'encre contenue dans les cellules microscopiques se transfère directement sur le plastique sous l'effet d'une pression intense. Bien que l'héliogravure offre une saturation des couleurs inégalée sur des millions d'impressions, la barrière économique à l'entrée est immense en raison du coût exorbitant de l'usinage de cylindres en métal lourd pour chaque station de couleur.
Impression numérique (LEP et technologies avancées)
Il est souvent erroné d'assimiler l'emballage numérique industriel flexible à la technologie "jet d'encre" standard. En réalité, la force dominante de l'emballage numérique commercial haut de gamme est l'électrophotographie liquide (LEP), dont les pionniers sont des systèmes tels que HP Indigo. Utilisant des encres liquides spécialisées chargées électriquement (ElectroInk), cette technologie élimine totalement les plaques physiques, ce qui permet l'impression de données variables (VDP) où chaque pochette peut comporter un dessin sérialisé unique.
Cependant, l'impression numérique présente des limites physiques très spécifiques. Le principal défi réside dans la force d'adhérence de la lamination. Comme les encres numériques forment une couche de polymère distincte à la surface, elles peuvent parfois interférer avec l'adhésif utilisé pour coller la couche imprimée à la bande interne du produit d'étanchéité. Les ingénieurs doivent utiliser des apprêts très spécifiques et des adhésifs optimisés pour éviter que les couches laminées ne se délaminent ou ne se détachent sous l'effet de la contrainte.
Coûts cachés et seuils de rentabilité du TCO
Lors de l'évaluation des stratégies de production, l'analyse du coût unitaire pur est une erreur fatale. Le coût total de possession (TCO) dans l'impression industrielle est dicté par les frais de configuration cachés, les déchets d'étalonnage et la réalité mathématique des quantités minimales de commande (MOQ).
Avant qu'un seul sac utilisable ne sorte d'une presse conventionnelle, l'installation doit effectuer d'énormes préparatifs. La production de plaques photopolymères ou la gravure de cylindres métalliques nécessitent d'importantes dépenses initiales. En outre, chaque fois qu'un nouveau modèle est monté, les opérateurs doivent faire passer des centaines de mètres de film plastique brut et d'encre coûteux dans la machine, simplement pour calibrer le repérage des couleurs et la tension de la bande. Cette gâche de "préparation" représente un coût physique inéluctable.
Le seuil de rentabilité du TCO : Numérique vs. Flexo vs. Héliogravure
Pour prendre des décisions d'achat éclairées, vous devez respecter les seuils de rentabilité quantitatifs. Pour les micro-courants de moins de 10 000 unitésL'impression numérique présente un avantage absolu en termes de coût total de possession. Le coût unitaire plus élevé de l'encre numérique est entièrement compensé par les frais de plaque et d'installation, qui sont nuls. Toutefois, cette équation s'inverse violemment à mesure que le volume augmente. Une fois que le volume d'une commande dépasse le seuil de Seuil de 50 000 unitésles mathématiques favorisent fortement la flexographie. À cette échelle, les coûts initiaux élevés des plaques et les déchets de calibrage sont dilués dans un volume massif, ce qui fait que le coût unitaire d'un sac imprimé en flexographie connaît une chute abrupte, semblable à une falaise. En outre, pour des tirages commerciaux massifs dépassant 150 000 unitésL'efficacité et la durabilité inégalées de l'héliogravure ont finalement compensé les coûts initiaux exorbitants des cylindres, ce qui en fait le choix le plus économique pour les niveaux les plus élevés de la production mondiale.
Assurance qualité : Garantir une production d'impression sans défaut
Les connaissances théoriques concernant la tension de la bande et les niveaux de dyne sont inutiles si le produit final se défait dans les mains du consommateur. Pour protéger le capital de la marque et éviter les rejets massifs de conteneurs internationaux, les installations doivent mettre en œuvre des normes de contrôle de la qualité sans compromis et empiriquement mesurables dans l'atelier.

L'outil de diagnostic ultime pour tout ingénieur en emballage est le ASTM D3359 Cross-Hatch Tape Test (Test de bande en croix). Il s'agit de la norme industrielle mondiale définitive pour l'évaluation de l'adhérence de l'encre sur les substrats polymères. La procédure ne laisse aucune place à l'interprétation subjective : un technicien utilise un outil de coupe spécialisé pour graver un quadrillage précis directement à travers l'encre durcie et dans le film plastique. Un ruban autocollant très normalisé est fermement appliqué sur la grille, lissé pour éliminer les bulles d'air, puis rapidement arraché à un angle de 180 degrés. La grille est ensuite inspectée à la loupe. Si l'encre se détache du plastique et adhère à la bande au-delà d'une tolérance fractionnelle stricte (typiquement, tout ce qui dépasse 5% d'enlèvement, classé selon la notation ASTM), le lot échoue instantanément. Il s'agit d'une mesure impitoyable et incontestable.
Conclusion : Garantir une chaîne de production rentable et à haut rendement
La maîtrise des complexités de l'impression de polymères exige de naviguer dans un gant de physique des matériaux, de formulations chimiques précises et d'ingénierie mécanique de haut niveau. Une ligne de production très rentable et sans défaut repose sur un ensemble de variables non négociables :
- Physique des surfaces : Vérification des niveaux précis de traitement Corona et de Dyne pour éliminer définitivement l'écaillage de l'encre.
- Mécanismes de prépresse : Calcul de la distorsion précise avant impression pour tenir compte de l'allongement du photopolymère sur les cylindres flexo.
- Économie des coûts : Respecter les seuils stricts de rentabilité du TCO afin d'optimiser les coûts des plaques par rapport au volume de production.
- Contrôle de la qualité : Exiger des tests d'adhésion ASTM empiriques et rigoureux avant un déploiement de masse.
La découverte d'un défaut d'adhérence ou d'une limitation mécanique après l'expédition des biens d'équipement vers votre installation à l'étranger est un cauchemar logistique. La stratégie la plus efficace pour garantir la production consiste à s'associer à un fabricant qui absorbe ce risque d'ingénierie en votre nom. Avant qu'une machine de production ne soit mise en caisse et expédiée à l'autre bout du monde, elle doit prouver sa capacité en utilisant vos matériaux quotidiens réels.
Éliminer les risques de déploiement grâce à l'épreuvage avant expédition
Ne laissez pas votre stratégie d'emballage de plusieurs millions de dollars reposer sur des essais et des erreurs. KETE garantit les performances en faisant passer vos substrats de film propriétaires et vos formulations d'encre spécifiques par la machine assemblée dans notre usine. Nous effectuons des tests rigoureux d'enregistrement et d'adhérence, en fournissant une vérification vidéo complète avant que la machine ne quitte notre usine.
Contactez un ingénieur KETE pour une configuration de machine personnalisée