La sfida fondamentale della stampa su substrati di plastica
Quando si passa dalla stampa tradizionale su carta all'imballaggio flessibile in polimeri, i responsabili della produzione incontrano immediatamente una profonda barriera fisica: la plastica respinge nativamente l'inchiostro liquido. Per comprendere questo fenomeno occorre guardare oltre la macchina da stampa meccanica ed esaminare le proprietà microscopiche dei substrati polimerici. Mentre le applicazioni rigide di nicchia possono utilizzare l'etichettatura In-Mold (IML) o il trasferimento termico a bassa tiratura, gli imballaggi flessibili ad alto volume si affidano quasi esclusivamente alla stampa a bobina continua. In questo dominio continuo da bobina a bobina, la barriera fisica è assoluta.
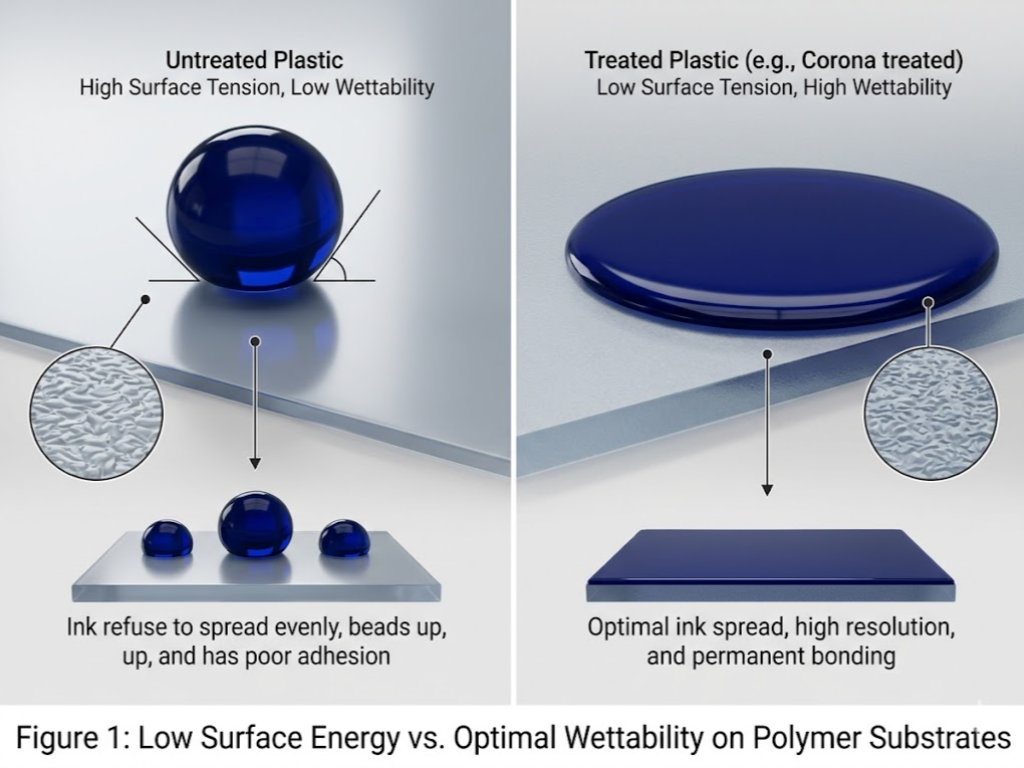
A differenza della carta, che è intrinsecamente porosa e permette al liquido di penetrare nelle sue fibre di cellulosa attraverso l'azione capillare, le pellicole di plastica sono completamente non porose. Ciò significa che l'inchiostro deve adagiarsi interamente sulla superficie anziché assorbirlo. Inoltre, la maggior parte dei materiali polimerici grezzi, in particolare il polietilene e il polipropilene non trattati, hanno un'energia superficiale estremamente bassa. Nel regno della fisica e della meccanica di stampa, l'energia superficiale determina il modo in cui un liquido interagisce con un substrato solido.
Se l'energia superficiale del substrato è inferiore alla tensione superficiale dell'inchiostro liquido, quest'ultimo si rifiuta di diffondersi uniformemente. È possibile visualizzare questo fenomeno immaginando le gocce d'acqua che cadono sul cofano di un'auto appena incerata o su una padella antiaderente in teflon; il liquido si rapprende istantaneamente per l'effetto loto. Senza un intervento chimico o fisico, gli inchiostri industriali standard applicati a una pellicola di plastica grezza si appallottolano, si restringono, si striano o scivolano via completamente. Questa mancanza di "bagnabilità" si traduce in una risoluzione di stampa disastrosa, in enormi scarti di produzione e in un fallimento totale dell'adesione.
La regola non detta: Perché il pretrattamento delle superfici non è negoziabile
Riconoscere la bassa energia superficiale dei polimeri è solo il primo passo; la soluzione tecnica critica consiste nell'alterare questo stato fisico prima che la pellicola entri in contatto con il cilindro di stampa. Il mancato pretrattamento della superficie è la causa principale di sfaldamenti catastrofici dell'inchiostro e del conseguente rifiuto da parte dei clienti. Indipendentemente da quanto sia sofisticata l'apparecchiatura di stampa, l'elusione di questa fase fondamentale garantisce un guasto meccanico.
Lo standard industriale per risolvere questa barriera fisica è il trattamento corona. Considerate il trattamento corona come una tempesta di fulmini microscopica e controllata che opera in linea con la macchina da stampa. Quando il nastro di plastica si dirige verso le stazioni di stampa, passa sotto un elettrodo ad alta tensione che bombarda la superficie del polimero con aria ionizzata. Questa scarica elettrica aggressiva frantuma i legami molecolari sulla superficie della plastica, creando microscopiche ossidazioni e introducendo gruppi polari. Improvvisamente, la superficie liscia e altamente resistente della plastica si trasforma in un microscopico velcro, pronto a fare presa e a legarsi in modo permanente con le resine dell'inchiostro.
Per garantire il successo di questo processo, gli operatori devono affidarsi a rigorosi test Dyne Level. Il Dyne è l'unità di misura standard della tensione superficiale. Affinché l'inchiostro aderisca perfettamente all'imballaggio flessibile senza staccarsi o rompersi per l'attrito, il film trattato deve registrare in genere tra 38 e 42 Dynes/cm. Tentare una tiratura commerciale su un film con valori inferiori a 36 Dynes/cm è un rischio operativo enorme. Inoltre, gli ingegneri devono tenere conto dell'"invecchiamento": l'effetto del trattamento corona si degrada nel tempo. Se una bobina di film viene trattata in un impianto di estrusione e rimane in un magazzino per sei mesi, il suo livello di Dyne crollerà, rendendo necessario un "bump treatment" in linea direttamente sulla macchina da stampa prima dell'applicazione dell'inchiostro.
Variabili fondamentali: Riconoscere i materiali del vostro poli-substrato
Un principio ingegneristico fondamentale nell'imballaggio flessibile è che i limiti fisici del substrato dettano l'intero processo a valle. È necessario definire il materiale prima di formulare l'inchiostro o selezionare i macchinari. Polimeri diversi reagiscono in modo drasticamente diverso alla tensione, al calore e ai solventi chimici.
Varianti di polietilene
Il polietilene è onnipresente, ma le sue varianti di densità si comportano come materiali completamente diversi sotto pressione. Il polietilene a bassa densità (LDPE) è apprezzato per la sua natura morbida ed estensibile, che richiede inchiostri altamente elastici. Al contrario, il polietilene ad alta densità (HDPE), utilizzato per i sacchetti rigidi per la vendita al dettaglio, ha un'elevata resistenza alla trazione ma un minore allungamento, e richiede inchiostri ottimizzati per la resistenza ai graffi.
Alta barriera e laminato
Per prodotti impegnativi come caffè o liquidi, la stampa in superficie è inadeguata. I progetti utilizzano la "stampa inversa" sul lato interno di uno strato esterno trasparente (BOPP/PET). Questo strato stampato viene poi laminato su una barriera interna (foglio o PE). Il risultato garantisce che l'inchiostro sia permanentemente intrappolato in un sandwich di polimeri, rendendolo immune da graffi durante il transito globale.
Compostabili e bioplastiche
Le bioplastiche come il PLA e il PBAT presentano limiti di produzione estremi. Il PLA ha una resistenza termica estremamente bassa e si scioglie in caso di essiccazione intensiva in forno. Inoltre, gli inchiostri certificati compostabili spesso soffrono di una gamma di colori limitata. I marchi che passano alle bioplastiche devono praticare un rigoroso minimalismo del design, utilizzando lo spazio negativo piuttosto che una pesante copertura di inchiostro solido.
Abbinare la chimica dell'inchiostro al substrato polimerico
Una volta definito il substrato e trattato in modo appropriato per ottenere il corretto livello di Dyne, l'attenzione si sposta sulla chimica dell'inchiostro. La scelta di una formulazione di inchiostro sbagliata non solo provoca guasti estetici, ma può violare le severe leggi sulla conformità ambientale, rendendo invendibili intere spedizioni oltre i confini internazionali.
Formulazioni a base solvente e a base acquosa
Per decenni, gli inchiostri a base di solventi hanno dominato il settore dell'imballaggio flessibile. La loro composizione chimica aggressiva permette loro di mordere le strutture polimeriche, asciugandosi quasi istantaneamente quando i solventi evaporano nell'atmosfera. Questa rapida essiccazione porta a stampe incredibilmente durevoli e resistenti ai graffi, in grado di funzionare a velocità estreme. Tuttavia, l'evaporazione dei composti organici volatili (COV) comporta gravi rischi per l'ambiente e per la salute dei lavoratori e ha portato a un giro di vite a livello mondiale.
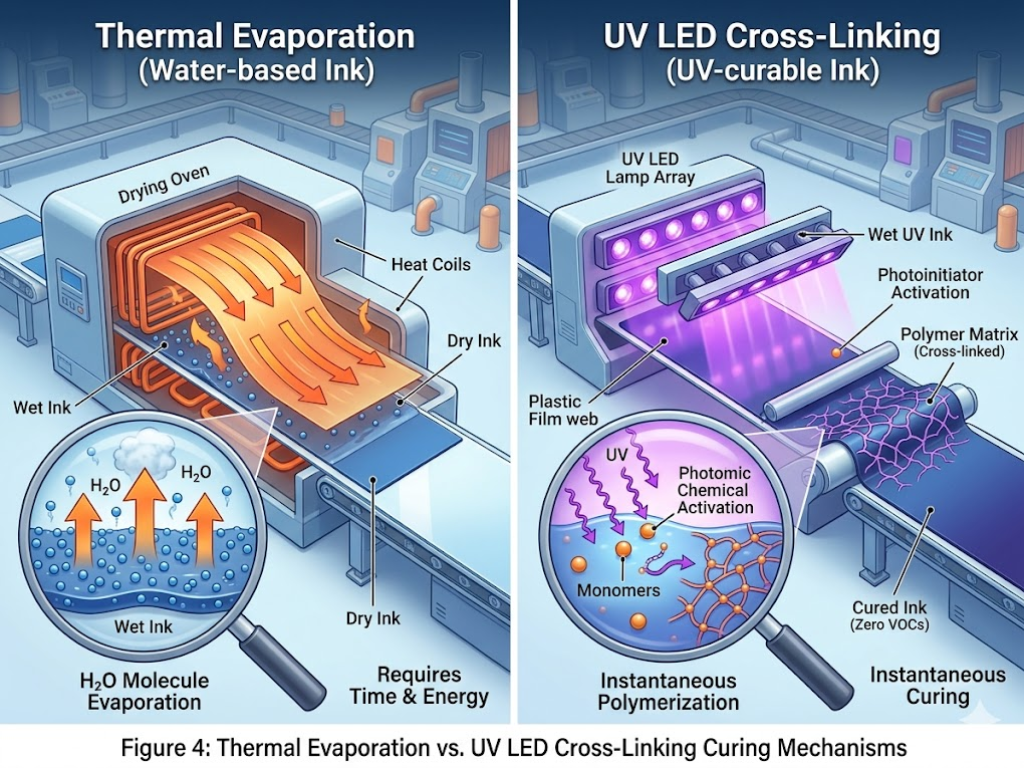
In risposta, gli inchiostri a base d'acqua sono diventati lo standard sostenibile. Sebbene siano altamente ecologici e non tossici, il che li rende essenziali per gli imballaggi a diretto contatto con gli alimenti, gli inchiostri a base d'acqua presentano ostacoli termodinamici unici. L'acqua evapora molto più lentamente dei solventi chimici, soprattutto sulle plastiche non porose. Di conseguenza, l'utilizzo di inchiostri a base d'acqua a velocità commerciali richiede forni di essiccazione altamente avanzati e ad alto consumo energetico, integrati direttamente nella macchina da stampa. Senza un'adeguata estrazione termica, l'inchiostro bagnato "sfalserà" sul retro della bobina durante il riavvolgimento in un rotolo finito.
Tecnologie a polimerizzazione UV
Gli inchiostri a polimerizzazione UV offrono un brillante compromesso tecnologico tra durata e conformità ambientale. Invece di essiccare per evaporazione termica, questi inchiostri rimangono completamente liquidi fino a quando non vengono esposti a un'intensa luce ultravioletta (UV) o a una serie di lampade LED UV. La luce attiva i fotoiniziatori chimici all'interno dell'inchiostro, innescando una reazione di reticolazione quasi istantanea. In una frazione di secondo, l'inchiostro liquido polimerizza, trasformandosi in una pellicola solida fisicamente legata al substrato. Poiché non vi è alcun processo di evaporazione, gli inchiostri UV rilasciano praticamente zero VOC, offrendo un ciclo di produzione eccezionalmente pulito.
Esecuzione meccanica: Tecnologie di stampa industriale
Dopo aver stabilito la fisica del materiale e la chimica dell'inchiostro, l'ultima variabile è il sistema di distribuzione meccanica. La scelta della tecnologia di stampa corretta determina la capacità di produzione, i costi di configurazione e la redditività finale.
Stampa flessografica
La flessografia è il cavallo di battaglia indiscusso dell'industria dell'imballaggio flessibile. Funzionando su un principio rotativo, questa tecnica utilizza lastre fotopolimeriche flessibili. Il cuore pulsante di una macchina da stampa flessografica è il rullo anilox, un cilindro altamente ingegnerizzato inciso con milioni di celle microscopiche che funge da sistema di dosaggio ultrapreciso, trasferendo volumi esatti di inchiostro alle aree di immagine in rilievo della lastra fotopolimerica.
Un requisito tecnico critico e spesso trascurato nella flessografia è il calcolo della distorsione prima della stampa. Quando una lastra fotopolimerica piatta e flessibile viene avvolta e montata attorno a un manicotto di stampa cilindrico, la sua superficie esterna si allunga intrinsecamente (allungamento). Senza una precisa compensazione matematica della distorsione applicata all'opera d'arte durante la fase di pre-stampa, l'immagine finale stampata apparirà deformata e allungata sulla busta di plastica. Una volta calcolata con precisione la distorsione, la moderna tecnologia flessografica diventa incredibilmente efficiente. Le architetture avanzate servo-guidate, come quelle progettate da KETE, mantengono velocità operative fino a 500 m/min mantenendo una perfetta registrazione microscopica, consentendo agli impianti di assorbire massicci ordini di esportazione con un'efficienza senza precedenti.
Stampa rotocalco
Quando il design richiede una riproduzione fotografica a toni continui e senza compromessi, la stampa rotocalco ha la precedenza. A differenza delle lastre di gomma in rilievo della flessografia, la rotocalcografia si basa su pesanti cilindri di metallo con il disegno inciso al laser direttamente sulla loro superficie. L'inchiostro inonda il cilindro, una racla raschia l'eccesso dalle aree che non sono oggetto dell'immagine e l'inchiostro all'interno delle microscopiche celle si trasferisce direttamente sulla plastica attraverso un'intensa pressione. Sebbene la rotocalcografia offra una saturazione del colore ineguagliabile per milioni di impressioni, la barriera economica all'ingresso è immensa a causa del costo esorbitante della lavorazione di pesanti cilindri metallici per ogni singola stazione di colore.
Stampa digitale (LEP e tecnologie avanzate)
È un'idea sbagliata comune quella di equiparare l'imballaggio flessibile digitale industriale alla tecnologia "a getto d'inchiostro" standard. In realtà, la forza dominante nell'imballaggio digitale commerciale di fascia alta è l'elettrofotografia liquida (LEP), sperimentata da sistemi come HP Indigo. Utilizzando inchiostri liquidi specializzati caricati elettricamente (ElectroInk), questa tecnologia elimina completamente le lastre fisiche, consentendo la stampa a dati variabili (VDP) in cui ogni singola busta può presentare una grafica unica e serializzata.
Tuttavia, la stampa digitale introduce limitazioni fisiche molto specifiche. La sfida principale riguarda la forza di adesione della laminazione. Poiché gli inchiostri digitali formano uno strato polimerico distinto sulla superficie, a volte possono interferire con l'adesivo utilizzato per incollare lo strato stampato al nastro sigillante interno. Gli ingegneri devono utilizzare primer altamente specifici e adesivi ottimizzati per evitare che gli strati laminati si delaminino o si stacchino sotto sforzo.
Costi nascosti e punti di pareggio del TCO
Quando si valutano le strategie di produzione, analizzare il puro costo unitario è un errore di calcolo fatale. Il costo totale di proprietà (TCO) della stampa industriale è dettato da costi di configurazione nascosti, scarti di calibrazione e dalla realtà matematica delle quantità minime ordinate (MOQ).
Prima che una singola busta utilizzabile esca da una macchina da stampa convenzionale, l'impianto deve affrontare un'enorme preparazione di capitale. La produzione di lastre fotopolimeriche o l'incisione di cilindri metallici richiedono spese iniziali significative. Inoltre, ogni volta che viene montato un nuovo progetto, gli operatori devono far passare centinaia di metri di costoso film plastico grezzo e di inchiostro attraverso la macchina, semplicemente per calibrare la registrazione del colore e la tensione della bobina. Questo spreco di "make-ready" è un costo fisico ineludibile.
TCO Break-Even: Digitale vs. flessografia vs. rotocalco
Per prendere decisioni informate sugli acquisti, è necessario rispettare le soglie quantitative di pareggio. Per le micro-fughe di sotto le 10.000 unitàLa stampa digitale presenta un vantaggio assoluto in termini di TCO. Il costo unitario più elevato dell'inchiostro digitale è completamente compensato dai costi di allestimento e lastra, pari a zero. Tuttavia, questa equazione si capovolge violentemente con l'aumentare dei volumi. Una volta che il volume degli ordini supera il Soglia di 50.000 unitàLa matematica favorisce fortemente la flessografia. A questa scala, i pesanti costi iniziali delle lastre e gli scarti di calibrazione vengono diluiti su un volume enorme, facendo sì che il costo unitario di una busta stampata in flessografia subisca un calo vertiginoso, simile a una scogliera. Inoltre, per le grandi tirature commerciali che superano 150.000 unitàL'efficienza e la durata impareggiabili della Rotocalco compensano infine gli esorbitanti costi iniziali dei cilindri, rendendola la scelta più economica in assoluto per i livelli più alti della produzione globale.
Garanzia di qualità: Garantire una produzione di stampa senza difetti
Le conoscenze teoriche sulla tensione del nastro e sui livelli di dyne sono inutili se il prodotto finale si sfalda nelle mani del consumatore. Per proteggere il patrimonio del marchio e prevenire massicci rifiuti di container internazionali, le strutture devono implementare standard di controllo della qualità senza compromessi ed empiricamente misurabili in fabbrica.

Lo strumento diagnostico per eccellenza per ogni tecnico del packaging è il ASTM D3359 Test del nastro a tratteggio incrociato. Si tratta dello standard industriale globale definitivo per la valutazione dell'adesione dell'inchiostro su substrati polimerici. La procedura non lascia spazio a interpretazioni soggettive: un tecnico utilizza uno strumento di taglio specializzato per incidere un preciso schema a griglia direttamente attraverso l'inchiostro polimerizzato e nel film plastico. Un nastro sensibile alla pressione altamente standardizzato viene applicato saldamente sulla griglia, lisciato per rimuovere le bolle d'aria e quindi strappato rapidamente con un angolo di 180 gradi. La griglia viene quindi ispezionata con un ingrandimento. Se l'inchiostro si stacca dalla plastica e aderisce al nastro al di là di una rigorosa tolleranza frazionaria (in genere qualsiasi cosa che superi la rimozione di 5%, classificata secondo il punteggio ASTM), il lotto fallisce all'istante. È una metrica spietata e inappellabile.
Conclusione: Garantire una linea di produzione ad alto rendimento e redditizia
Per padroneggiare le complessità della stampa di polimeri è necessario affrontare una sfida di fisica dei materiali, formulazioni chimiche precise e ingegneria meccanica di alto livello. Una linea di produzione altamente redditizia e senza difetti si basa su una serie di variabili non negoziabili:
- Fisica delle superfici: Verifica dei livelli precisi di trattamento Corona e Dyne per eliminare definitivamente lo sfaldamento dell'inchiostro.
- Meccanica di pre-stampa: Calcolo accurato della distorsione pre-stampa per tenere conto dell'allungamento del fotopolimero sui cilindri flessografici.
- Economia dei costi: Rispettare le rigorose soglie di pareggio del TCO per ottimizzare i costi delle piastre rispetto al volume di produzione.
- Controllo qualità: Esigendo test di adesione ASTM empirici e rigorosi prima di una distribuzione di massa.
Scoprire un difetto di adesione o un limite meccanico dopo che l'apparecchiatura è stata spedita all'estero è un incubo logistico. La strategia più efficace per garantire la produzione consiste nel collaborare con un produttore che assorba questo rischio ingegneristico per vostro conto. Prima che qualsiasi macchinario di produzione venga imballato e spedito in tutto il mondo, deve dimostrare la sua capacità utilizzando i vostri materiali giornalieri.
Eliminare il rischio di implementazione con il proofing pre-spedizione
Non lasciate che la vostra strategia di packaging multimilionaria si affidi a tentativi ed errori. KETE garantisce le prestazioni facendo passare i vostri substrati di film proprietari e le vostre specifiche formulazioni di inchiostro attraverso la macchina assemblata nel nostro stabilimento. Eseguiamo rigorosi test di registrazione e adesione, fornendo una verifica video completa prima che la macchina lasci il nostro stabilimento.
Parlate con un ingegnere KETE per una configurazione personalizzata della macchina