Thách thức cơ bản khi in trên chất liệu nhựa
Khi chuyển từ in ấn truyền thống trên giấy sang bao bì polymer dẻo, các nhà quản lý sản xuất ngay lập tức phải đối mặt với một rào cản vật lý lớn: nhựa vốn dĩ không thể hấp thụ mực lỏng. Để hiểu được hiện tượng này, cần phải nhìn xa hơn máy in cơ khí và nghiên cứu các đặc tính vi mô của chất nền polymer. Trong khi các ứng dụng cứng chuyên biệt có thể sử dụng công nghệ dán nhãn trong khuôn (IML) hoặc in chuyển nhiệt với số lượng nhỏ, thì bao bì dẻo sản xuất hàng loạt gần như hoàn toàn phụ thuộc vào công nghệ in cuộn liên tục. Trong lĩnh vực in liên tục từ cuộn này, rào cản vật lý là tuyệt đối.
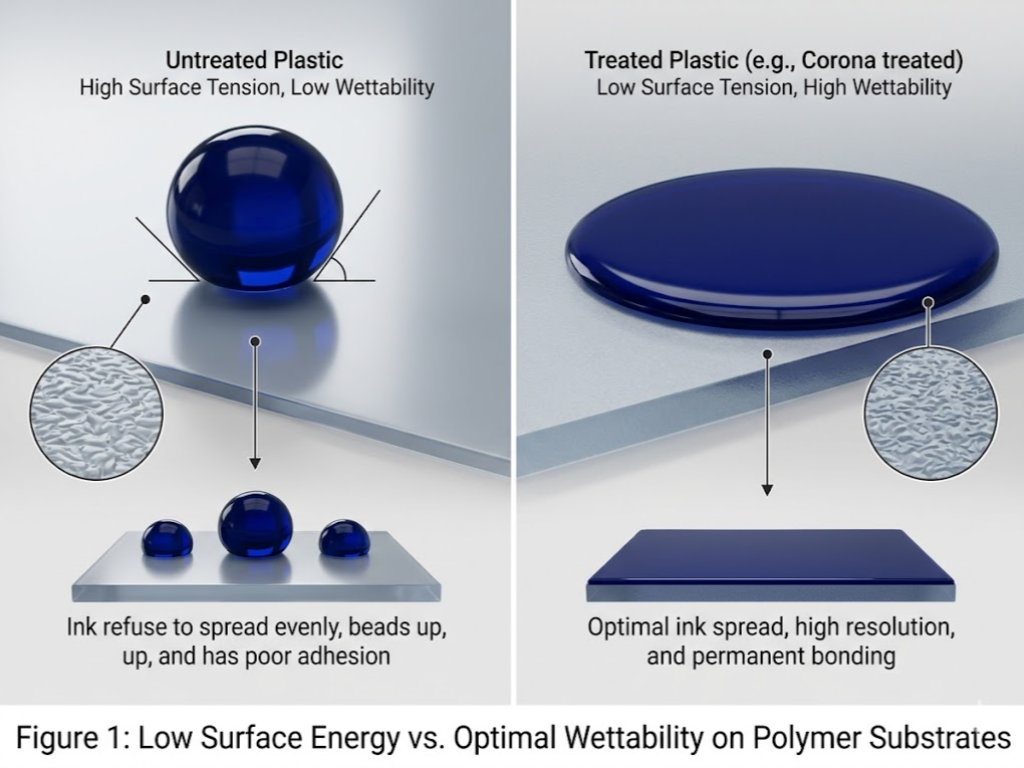
Không giống như giấy, vốn có tính xốp và cho phép chất lỏng thấm vào các sợi cellulose thông qua hiện tượng mao dẫn, màng nhựa hoàn toàn không xốp. Điều này có nghĩa là mực phải nằm hoàn toàn trên bề mặt thay vì thấm vào bên trong. Hơn nữa, hầu hết các nguyên liệu nhựa thô — cụ thể là polyethylene và polypropylene chưa qua xử lý — đều có năng lượng bề mặt cực kỳ thấp. Trong lĩnh vực vật lý và cơ chế in ấn, năng lượng bề mặt quyết định cách thức chất lỏng tương tác với chất nền rắn.
Nếu năng lượng bề mặt của chất nền thấp hơn sức căng bề mặt của mực lỏng, mực sẽ không thể lan tỏa đều. Bạn có thể hình dung điều này bằng cách tưởng tượng những giọt nước rơi xuống nắp ca-pô xe hơi vừa được đánh bóng hoặc chảo chống dính Teflon; chất lỏng ngay lập tức tạo thành những giọt tròn do hiệu ứng hoa sen. Nếu không có sự can thiệp hóa học hoặc vật lý, mực công nghiệp tiêu chuẩn được bôi lên màng nhựa thô cũng sẽ tạo thành những giọt tròn, co lại, chảy thành vệt hoặc trượt ra hoàn toàn. Sự thiếu “khả năng thấm ướt” này dẫn đến độ phân giải in thảm hại, lãng phí sản xuất lớn và thất bại hoàn toàn về độ bám dính.
Quy tắc ngầm: Tại sao việc xử lý bề mặt là điều không thể thỏa hiệp
Nhận thức được năng lượng bề mặt thấp của các chất polymer chỉ là bước đầu tiên; giải pháp kỹ thuật then chốt nằm ở việc thay đổi trạng thái vật lý đó trước khi màng in tiếp xúc với trục in. Việc bỏ qua quá trình xử lý bề mặt là nguyên nhân chính dẫn đến hiện tượng bong tróc mực nghiêm trọng và việc khách hàng từ chối sản phẩm sau đó. Dù thiết bị in của bạn có hiện đại đến đâu, việc bỏ qua bước cơ bản này cũng chắc chắn dẫn đến sự cố kỹ thuật.
Tiêu chuẩn công nghiệp để khắc phục rào cản vật lý này là phương pháp xử lý Corona. Hãy hình dung máy xử lý Corona như một cơn bão sét vi mô được kiểm soát, hoạt động song song với dây chuyền in. Khi cuộn nhựa được đưa qua các trạm in, nó đi qua dưới một điện cực cao áp, nơi không khí ion hóa được phun vào bề mặt polymer. Dòng điện phóng điện mạnh mẽ này phá vỡ các liên kết phân tử trên bề mặt nhựa, tạo ra quá trình oxy hóa vi mô và hình thành các nhóm phân cực. Đột nhiên, bề mặt nhựa trơn và có độ bám dính cao được biến đổi thành một miếng Velcro siêu nhỏ, sẵn sàng bám chặt và liên kết vĩnh viễn với các chất nhựa mực in.
Để đảm bảo quy trình này thành công, các nhà vận hành phải dựa vào việc kiểm tra mức Dyne một cách nghiêm ngặt. Dyne là đơn vị đo lường tiêu chuẩn cho sức căng bề mặt. Để mực bám dính hoàn hảo lên bao bì dẻo mà không bị bong tróc hay nứt vỡ do ma sát, màng đã qua xử lý thường phải đạt mức từ 38 đến 42 Dyne/cm. Việc tiến hành sản xuất hàng loạt trên loại màng có mức Dyne dưới 36 Dyne/cm là một rủi ro vận hành rất lớn. Hơn nữa, các kỹ sư phải tính đến yếu tố “lão hóa” — hiệu quả của xử lý corona sẽ giảm dần theo thời gian. Nếu một cuộn màng được xử lý tại nhà máy đùn và để trong kho trong sáu tháng, mức Dyne của nó sẽ giảm mạnh, đòi hỏi phải “xử lý bổ sung” trực tiếp trên máy in trước khi in mực.
Các yếu tố cốt lõi: Nhận biết các loại vật liệu nền poly
Một nguyên tắc kỹ thuật cơ bản trong lĩnh vực bao bì dẻo là các giới hạn vật lý của vật liệu nền quyết định toàn bộ quy trình sản xuất tiếp theo. Bạn phải xác định vật liệu trước khi pha chế mực in hoặc lựa chọn máy móc. Các loại polymer khác nhau có phản ứng hoàn toàn khác nhau khi tiếp xúc với lực căng, nhiệt độ và dung môi hóa học.
Các loại polyethylene
Polyethylene là vật liệu rất phổ biến, nhưng các loại polyethylene có mật độ khác nhau lại có tính chất hoàn toàn khác biệt khi chịu áp lực ép. Polyethylene mật độ thấp (LDPE) được ưa chuộng nhờ tính chất mềm dẻo và co giãn tốt, do đó cần sử dụng loại mực có độ đàn hồi cao. Ngược lại, polyethylene mật độ cao (HDPE) — thường được dùng để sản xuất túi bán lẻ cứng — có độ bền kéo cao nhưng độ giãn dài thấp, đòi hỏi phải sử dụng loại mực được tối ưu hóa để chống trầy xước hiệu quả.
Chất liệu có độ cản cao & Laminate
Đối với các mặt hàng đòi hỏi tiêu chuẩn cao như cà phê hoặc chất lỏng, in bề mặt là không đủ. Các thiết kế sử dụng kỹ thuật “In ngược” lên mặt trong của lớp vỏ ngoài trong suốt (BOPP/PET). Lớp in này sau đó được ép dính vào lớp ngăn cách bên trong (lá kim loại hoặc PE). Kết quả đảm bảo mực in được giữ vĩnh viễn trong cấu trúc kẹp polymer, giúp sản phẩm hoàn toàn không bị trầy xước trong quá trình vận chuyển quốc tế.
Nhựa phân hủy sinh học & Nhựa sinh học
Các loại nhựa sinh học như PLA và PBAT gặp phải những hạn chế nghiêm trọng trong quá trình sản xuất. PLA có khả năng chịu nhiệt cực kỳ thấp và sẽ tan chảy khi tiếp xúc với lò sấy nhiệt độ cao. Ngoài ra, mực in có chứng nhận phân hủy sinh học thường bị hạn chế về dải màu. Các thương hiệu chuyển sang sử dụng nhựa sinh học phải tuân thủ nguyên tắc thiết kế tối giản nghiêm ngặt — tận dụng không gian trống thay vì phủ mực dày đặc.
Phù hợp hóa học mực in với chất nền polymer
Sau khi vật liệu nền đã được xác định và xử lý đúng cách để đạt mức Dyne phù hợp, trọng tâm sẽ chuyển sang thành phần hóa học của mực in. Việc lựa chọn công thức mực in không phù hợp không chỉ gây ra các khuyết điểm về mặt thẩm mỹ mà còn có thể vi phạm các quy định nghiêm ngặt về bảo vệ môi trường, khiến toàn bộ lô hàng không thể xuất khẩu qua biên giới quốc tế.
Công thức gốc dung môi và gốc nước
Trong nhiều thập kỷ qua, mực in gốc dung môi đã chiếm ưu thế trong ngành bao bì dẻo. Thành phần hóa học mạnh mẽ của chúng cho phép mực ăn sâu vào cấu trúc polymer, khô gần như ngay lập tức khi các dung môi bay hơi vào không khí. Quá trình khô nhanh này mang lại những bản in có độ bền cực cao, chống trầy xước và có thể in ở tốc độ máy cực cao. Tuy nhiên, sự bay hơi của các hợp chất hữu cơ dễ bay hơi (VOC) gây ra những nguy cơ nghiêm trọng đối với môi trường và sức khỏe người lao động, dẫn đến các biện pháp siết chặt quy định trên toàn cầu.
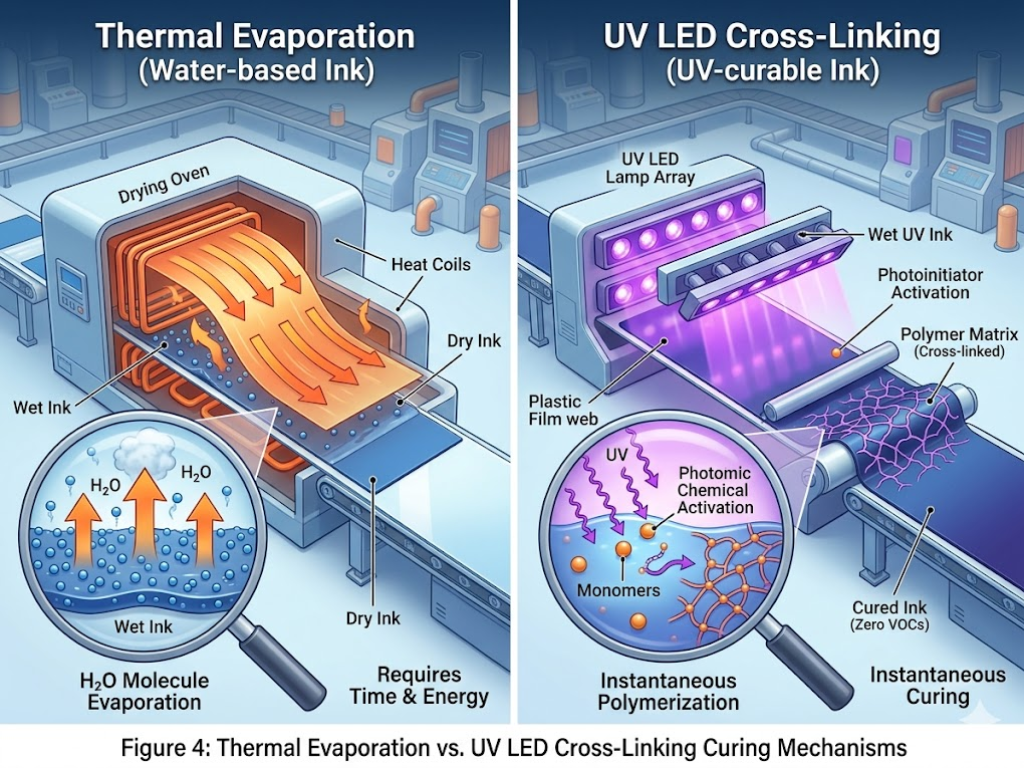
Để giải quyết vấn đề này, mực in gốc nước đã nhanh chóng trở thành tiêu chuẩn bền vững. Mặc dù rất thân thiện với môi trường và không độc hại — khiến chúng trở thành lựa chọn không thể thiếu cho bao bì tiếp xúc trực tiếp với thực phẩm — mực in gốc nước lại gặp phải những thách thức đặc thù về mặt nhiệt động lực học. Nước bay hơi chậm hơn đáng kể so với dung môi hóa học, đặc biệt là trên nhựa không xốp. Do đó, để sử dụng mực nước ở tốc độ thương mại, cần phải có lò sấy tiên tiến, tiêu thụ nhiều năng lượng, được tích hợp trực tiếp vào máy in. Nếu không có hệ thống hút nhiệt thích hợp, mực ướt sẽ “bám” vào mặt sau của cuộn giấy khi cuộn lại thành cuộn thành phẩm.
Công nghệ đóng rắn bằng tia UV-C
Mực in khô bằng tia UV mang lại sự cân bằng công nghệ hoàn hảo giữa độ bền và tính thân thiện với môi trường. Thay vì khô thông qua quá trình bay hơi nhiệt, loại mực này vẫn ở dạng lỏng hoàn toàn cho đến khi tiếp xúc với ánh sáng cực tím (UV) cường độ cao hoặc dãy đèn LED UV. Ánh sáng này kích hoạt các chất khởi động quang hóa trong mực, gây ra phản ứng liên kết chéo gần như tức thì. Chỉ trong một phần nhỏ giây, mực lỏng sẽ trùng hợp, biến thành một lớp màng rắn liên kết vật lý với bề mặt vật liệu nền. Do không có quá trình bay hơi, mực UV hầu như không thải ra VOC, mang lại chu trình sản xuất cực kỳ sạch sẽ.
Thực hiện cơ khí: Công nghệ in công nghiệp
Sau khi đã xác định được các yếu tố về vật lý vật liệu và hóa học mực in, yếu tố quyết định cuối cùng chính là hệ thống phân phối cơ học. Việc lựa chọn công nghệ in phù hợp sẽ quyết định năng lực sản xuất, chi phí thiết lập và lợi nhuận cuối cùng của bạn.
In Flexo
In flexo là công nghệ chủ lực không thể phủ nhận trong ngành bao bì dẻo. Hoạt động dựa trên nguyên lý quay, kỹ thuật này sử dụng các tấm photopolymer dẻo. Trái tim của máy in flexo chính là trục anilox — một trục được chế tạo với công nghệ cao, trên bề mặt có khắc hàng triệu ô nhỏ li ti, hoạt động như một hệ thống định lượng cực kỳ chính xác, giúp chuyển một lượng mực chính xác đến các vùng hình ảnh nổi trên tấm photopolymer.
Một yêu cầu kỹ thuật quan trọng nhưng thường bị bỏ qua trong in flexo là việc tính toán độ biến dạng trước khi in. Khi một tấm photopolymer phẳng và dẻo được quấn và lắp vào ống in hình trụ, bề mặt ngoài của nó sẽ tự nhiên bị kéo giãn (độ giãn dài). Nếu không áp dụng bù trừ biến dạng toán học chính xác cho bản thiết kế trong giai đoạn tiền in, hình ảnh in cuối cùng sẽ bị méo mó và kéo giãn trên túi nhựa. Một khi độ biến dạng được tính toán chính xác, công nghệ in flexo hiện đại sẽ trở nên cực kỳ hiệu quả. Các kiến trúc tiên tiến điều khiển bằng servo, chẳng hạn như những kiến trúc do KETE thiết kế, duy trì tốc độ vận hành lên đến 500m/phút trong khi vẫn giữ được độ chính xác vi mô hoàn hảo, cho phép các cơ sở tiếp nhận các đơn hàng xuất khẩu khổng lồ với hiệu quả vô song.
In ống đồng
Khi thiết kế đòi hỏi chất lượng in ảnh liên tục, không thể thỏa hiệp, thì in ống đồng sẽ là lựa chọn hàng đầu. Khác với các tấm cao su nổi của in flexo, in ống đồng sử dụng các trục kim loại nặng với thiết kế được khắc laser trực tiếp lên bề mặt. Mực tràn vào trục, một lưỡi dao cạo loại bỏ phần thừa khỏi các khu vực không có hình ảnh, và mực bên trong các ô vi mô được chuyển trực tiếp lên nhựa thông qua áp lực mạnh. Mặc dù in ống đồng mang lại độ bão hòa màu sắc vô song trên hàng triệu bản in, nhưng rào cản kinh tế để tham gia thị trường là rất lớn do chi phí gia công các trục kim loại nặng cho từng trạm màu là quá cao.
In kỹ thuật số (LEP & Công nghệ tiên tiến)
Một quan niệm sai lầm phổ biến là coi bao bì linh hoạt kỹ thuật số công nghiệp giống như công nghệ “in phun” tiêu chuẩn. Trên thực tế, công nghệ chủ đạo trong lĩnh vực bao bì kỹ thuật số thương mại cao cấp là Công nghệ Điện quang lỏng (LEP), được tiên phong bởi các hệ thống như HP Indigo. Sử dụng mực lỏng được điện tích chuyên dụng (ElectroInk), công nghệ này loại bỏ hoàn toàn các bản in vật lý, cho phép in dữ liệu biến đổi (VDP), trong đó mỗi túi có thể có hình ảnh được đánh số seri riêng biệt.
Tuy nhiên, in kỹ thuật số lại đặt ra những hạn chế vật lý rất cụ thể. Thách thức chính nằm ở độ bám dính của lớp màng phủ. Do mực in kỹ thuật số tạo thành một lớp polymer riêng biệt trên bề mặt, nên đôi khi chúng có thể gây cản trở cho chất kết dính được sử dụng khi dán lớp in lên lớp màng chống thấm bên trong. Các kỹ sư phải sử dụng các loại sơn lót chuyên dụng và chất kết dính được tối ưu hóa để ngăn các lớp màng phủ bị bong tróc hoặc tách rời khi chịu lực.
Các chi phí ẩn và điểm hòa vốn của tổng chi phí sở hữu (TCO)
Khi đánh giá các chiến lược sản xuất, việc chỉ phân tích chi phí đơn vị là một sai lầm nghiêm trọng. Tổng chi phí sở hữu (TCO) trong lĩnh vực in ấn công nghiệp phụ thuộc vào các khoản phí thiết lập ẩn, lượng phế phẩm do hiệu chuẩn và thực tế về số lượng đặt hàng tối thiểu (MOQ).
Trước khi một chiếc túi hoàn chỉnh nào đó lăn ra khỏi máy in truyền thống, nhà máy đã phải chịu một khoản chi phí đầu tư ban đầu khổng lồ. Việc sản xuất bản in photopolymer hoặc khắc các trục kim loại đòi hỏi khoản chi phí ban đầu rất lớn. Hơn nữa, mỗi khi lắp đặt một thiết kế mới, người vận hành phải cho chạy hàng trăm mét màng nhựa thô và mực in đắt tiền qua máy chỉ để hiệu chỉnh độ chính xác màu sắc và độ căng của cuộn màng. Lượng phế liệu phát sinh trong quá trình “chuẩn bị máy” này là một chi phí vật chất không thể tránh khỏi.
Điểm hòa vốn về tổng chi phí sở hữu (TCO): In kỹ thuật số so với in flexo so với in ống đồng
Để đưa ra các quyết định mua sắm có căn cứ, quý vị phải tuân thủ các ngưỡng hòa vốn định lượng. Đối với các lô hàng nhỏ dưới 10.000 đơn vị, in kỹ thuật số có lợi thế tuyệt đối về tổng chi phí sở hữu (TCO). Chi phí cao hơn trên mỗi đơn vị của mực in kỹ thuật số được bù đắp hoàn toàn nhờ việc không phải trả phí bản in và phí thiết lập. Tuy nhiên, tình thế này sẽ đảo ngược hoàn toàn khi khối lượng in tăng lên. Một khi khối lượng đơn hàng vượt quá Ngưỡng 50.000 đơn vị, các tính toán cho thấy kỹ thuật in flexo có lợi thế rõ rệt. Ở quy mô này, chi phí ban đầu cho bản in và lượng phế liệu phát sinh trong quá trình hiệu chuẩn được phân bổ đều trên khối lượng sản phẩm khổng lồ, khiến chi phí trên mỗi đơn vị của túi in flexo giảm mạnh, giống như một vách đá dựng đứng. Hơn nữa, đối với các đợt in thương mại quy mô lớn vượt quá 150.000 chiếc, hiệu quả và độ bền vô song của công nghệ in ống đồng cuối cùng đã bù đắp được chi phí ban đầu cao ngất ngưởng cho các trục in, biến nó thành lựa chọn kinh tế nhất ở các phân khúc cao cấp nhất của ngành sản xuất toàn cầu.
Kiểm soát chất lượng: Đảm bảo quy trình in ấn không có lỗi
Kiến thức lý thuyết về độ căng vải và mức độ dyne sẽ trở nên vô nghĩa nếu sản phẩm cuối cùng bị bong tróc ngay trong tay người tiêu dùng. Để bảo vệ giá trị thương hiệu và ngăn chặn tình trạng hàng loạt container bị từ chối trên thị trường quốc tế, các nhà máy phải áp dụng các tiêu chuẩn kiểm soát chất lượng nghiêm ngặt và có thể đo lường được bằng thực nghiệm ngay tại dây chuyền sản xuất.

Công cụ chẩn đoán tối ưu dành cho bất kỳ kỹ sư đóng gói nào chính là Thử nghiệm băng dính chéo theo tiêu chuẩn ASTM D3359. Đây là tiêu chuẩn công nghiệp toàn cầu chính thức để đánh giá độ bám dính của mực trên các chất nền polymer. Quy trình này không để lại bất kỳ khoảng trống nào cho sự diễn giải chủ quan: kỹ thuật viên sử dụng dụng cụ cắt chuyên dụng để khắc một mẫu lưới chính xác xuyên qua lớp mực đã khô và vào màng nhựa. Một loại băng dính nhạy áp lực được tiêu chuẩn hóa cao được dán chặt lên lưới, vuốt phẳng để loại bỏ bọt khí, sau đó được bóc ra nhanh chóng theo góc 180 độ. Sau đó, lưới được kiểm tra dưới kính lúp. Nếu mực bong ra khỏi nhựa và bám vào băng dính vượt quá mức cho phép nghiêm ngặt (thường là bất kỳ mức bong tróc nào trên 5%, được phân loại theo thang điểm ASTM), lô hàng đó sẽ bị loại ngay lập tức. Đây là một thước đo khắc nghiệt, không thể tranh cãi.
Kết luận: Xây dựng một dây chuyền sản xuất mang lại hiệu suất cao và lợi nhuận
Để làm chủ được những phức tạp của công nghệ in polymer, cần phải vượt qua hàng loạt thách thức liên quan đến vật lý vật liệu, công thức hóa học chính xác và kỹ thuật cơ khí cao cấp. Một dây chuyền sản xuất mang lại lợi nhuận cao và không có lỗi được xây dựng dựa trên nền tảng của những yếu tố không thể thỏa hiệp:
- Vật lý bề mặt: Kiểm tra chính xác mức độ xử lý Corona và mức độ Dyne để loại bỏ vĩnh viễn hiện tượng bong tróc mực.
- Cơ khí tiền in: Tính toán độ biến dạng trước in một cách chính xác để bù đắp cho sự giãn nở của vật liệu quang polymer trên trục in flexo.
- Kinh tế chi phí: Tuân thủ nghiêm ngặt các ngưỡng hòa vốn về tổng chi phí sở hữu (TCO) để tối ưu hóa chi phí tấm kim loại dựa trên khối lượng sản xuất.
- Kiểm soát chất lượng: Yêu cầu thực hiện các thử nghiệm độ bám dính theo tiêu chuẩn ASTM nghiêm ngặt và dựa trên thực nghiệm trước khi triển khai trên quy mô lớn.
Việc phát hiện ra sự cố về độ bám dính hoặc hạn chế về mặt cơ học sau khi thiết bị trọng điểm đã được vận chuyển đến cơ sở của quý vị ở nước ngoài là một cơn ác mộng về mặt hậu cần. Chiến lược hiệu quả nhất để đảm bảo năng suất là hợp tác với một nhà sản xuất sẵn sàng chịu trách nhiệm về rủi ro kỹ thuật này thay cho quý vị. Trước khi bất kỳ máy móc sản xuất nào được đóng thùng và vận chuyển đi khắp thế giới, nó phải chứng minh được khả năng hoạt động của mình khi sử dụng chính các nguyên liệu thực tế mà quý vị sử dụng hàng ngày.
Loại bỏ rủi ro triển khai nhờ quy trình kiểm tra trước khi giao hàng
Đừng để chiến lược đóng gói trị giá hàng triệu đô la của bạn phải phụ thuộc vào phương pháp thử và sai. KETE đảm bảo hiệu suất bằng cách chạy thử các loại màng nền độc quyền và công thức mực in cụ thể của quý khách trên dây chuyền máy đã lắp ráp tại nhà máy của chúng tôi. Chúng tôi tiến hành các bài kiểm tra độ chính xác và độ bám dính nghiêm ngặt, đồng thời cung cấp video xác minh đầy đủ trước khi máy rời khỏi nhà máy.
Hãy liên hệ với kỹ sư của KETE để được tư vấn về cấu hình máy theo yêu cầu