El reto fundamental de la impresión en sustratos de plástico
Al pasar de la impresión tradicional en papel a los envases flexibles de polímero, los responsables de producción se encuentran de inmediato con una profunda barrera física: el plástico rechaza de forma nativa la tinta líquida. Para entender este fenómeno hay que mirar más allá de la prensa mecánica y examinar las propiedades microscópicas de los sustratos poliméricos. Mientras que las aplicaciones rígidas especializadas pueden utilizar el etiquetado en molde (IML) o la transferencia térmica en tiradas cortas, los envases flexibles de gran volumen se basan casi exclusivamente en la impresión en bobina continua. En este ámbito continuo de bobina a bobina, la barrera física es absoluta.
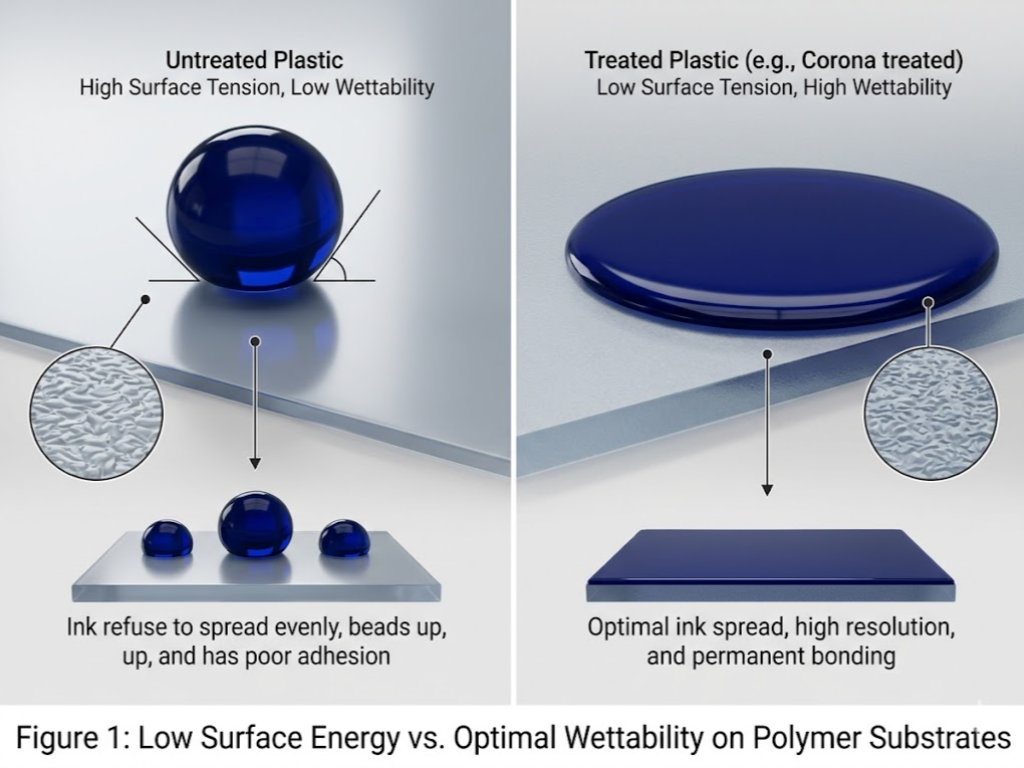
A diferencia del papel, que es intrínsecamente poroso y permite que el líquido se filtre en sus fibras de celulosa por capilaridad, las películas de plástico son totalmente no porosas. Esto significa que la tinta debe asentarse completamente sobre la superficie en lugar de absorberse en ella. Además, la mayoría de las materias primas poliméricas, en concreto el polietileno y el polipropileno sin tratar, tienen una energía superficial muy baja. En el ámbito de la física y la mecánica de impresión, la energía superficial determina cómo interactúa un líquido con un sustrato sólido.
Si la energía superficial del sustrato es inferior a la tensión superficial de la tinta líquida, ésta se negará a extenderse uniformemente. Puede visualizarlo imaginando gotas de agua que caen sobre el capó de un coche recién encerado o sobre una sartén de teflón antiadherente; el líquido se apelmaza instantáneamente debido al efecto loto. Sin intervención química o física, las tintas industriales estándar aplicadas a una película de plástico sin tratar se apelmazarán, encogerán, mancharán o se deslizarán por completo. Esta falta de "humectabilidad" da lugar a una resolución de impresión desastrosa, un desperdicio masivo de producción y un fallo total de la adherencia.
La regla tácita: Por qué el pretratamiento de superficies no es negociable
Reconocer la baja energía superficial de los polímeros es sólo el primer paso; la solución crítica de ingeniería reside en alterar ese estado físico antes de que la película entre en contacto con el cilindro de impresión. Omitir el pretratamiento de la superficie es la principal causa de descascarillado catastrófico de la tinta y de los consiguientes rechazos de los clientes. Independientemente de lo sofisticado que sea su equipo de impresión, saltarse este paso fundamental garantiza un fallo mecánico.
La norma del sector para resolver esta barrera física es el tratamiento corona. Piense en el tratamiento corona como una tormenta eléctrica microscópica y controlada que funciona en línea con la máquina de impresión. A medida que la banda de plástico avanza hacia las estaciones de impresión, pasa por debajo de un electrodo de alto voltaje que bombardea la superficie del polímero con aire ionizado. Esta agresiva descarga eléctrica rompe los enlaces moleculares de la superficie del plástico, creando una oxidación microscópica e introduciendo grupos polares. De repente, la superficie resbaladiza y muy resistente del plástico se transforma en un velcro microscópico, listo para agarrarse y adherirse permanentemente a las resinas de tinta.
Para garantizar el éxito de este proceso, los operadores deben confiar en las rigurosas pruebas de nivel Dyne. Un Dyne es la unidad de medida estándar de la tensión superficial. Para que la tinta se adhiera perfectamente al envase flexible sin despegarse ni agrietarse por la fricción, la película tratada debe registrar normalmente entre 38 y 42 Dynes/cm. Intentar realizar una tirada comercial con una película que presente un valor inferior a 36 Dynes/cm supone un enorme riesgo operativo. Además, los ingenieros deben tener en cuenta el "envejecimiento": el efecto del tratamiento corona se degrada con el tiempo. Si un rollo de película se trata en una instalación de extrusión y permanece en un almacén durante seis meses, su nivel de Dyne caerá en picado, lo que obligará a someterlo a un "tratamiento de choque" en línea directamente en la máquina de impresión antes de aplicar la tinta.
Variables básicas: Cómo reconocer los materiales de sus polisustratos
Un principio de ingeniería fundamental en el envasado flexible es que los límites físicos del sustrato dictan todo el proceso posterior. Hay que definir el material antes de formular la tinta o seleccionar la maquinaria. Los distintos polímeros reaccionan de forma drásticamente diferente a la tensión, el calor y los disolventes químicos.
Variantes de polietileno
El polietileno es omnipresente, pero sus variantes de densidad se comportan como materiales totalmente distintos bajo la presión de la prensa. El polietileno de baja densidad (LDPE) es apreciado por su naturaleza blanda y extensible, que requiere tintas muy elásticas. En cambio, el polietileno de alta densidad (HDPE) -utilizado para bolsas rígidas de venta al por menor- tiene una alta resistencia a la tracción pero un alargamiento menor, lo que exige tintas optimizadas para una gran resistencia a las rozaduras.
Alta barrera y laminado
Para productos exigentes como el café o los líquidos, la impresión superficial es inadecuada. Los diseños utilizan la "impresión inversa" en la cara interior de una capa exterior transparente (BOPP/PET). A continuación, esta capa impresa se lamina con una barrera interior (lámina o PE). El resultado garantiza que la tinta quede atrapada permanentemente en un sándwich de polímero, lo que la hace 100% inmune a los arañazos durante el tránsito mundial.
Compostables y bioplásticos
Los bioplásticos como el PLA y el PBAT presentan límites de fabricación extremos. El PLA posee una resistencia térmica críticamente baja y se funde en hornos de secado intensivo. Además, las tintas compostables certificadas suelen tener una gama de colores restringida. Las marcas que apuestan por los bioplásticos deben practicar un minimalismo riguroso en el diseño, utilizando el espacio negativo en lugar de una gran cobertura de tinta sólida.
Adecuación de la química de la tinta al sustrato polimérico
Una vez definido el sustrato y tratado adecuadamente hasta el nivel correcto de Dyne, la atención pasa a centrarse en la química de la tinta. La elección de una formulación de tinta incorrecta no solo provoca fallos estéticos, sino que puede infringir las estrictas leyes de cumplimiento medioambiental, haciendo que envíos enteros no puedan venderse a través de fronteras internacionales.
Formulaciones a base de disolvente y a base de agua
Durante décadas, las tintas basadas en disolventes dominaron el sector de los envases flexibles. Su agresiva composición química les permite morder las estructuras poliméricas, secándose casi instantáneamente a medida que los disolventes se evaporan en la atmósfera. Este secado rápido da lugar a impresiones increíblemente duraderas y resistentes a los arañazos, capaces de funcionar a velocidades de máquina extremas. Sin embargo, la evaporación de los compuestos orgánicos volátiles (COV) plantea graves riesgos para el medio ambiente y la salud laboral, lo que ha provocado la adopción de medidas reguladoras en todo el mundo.
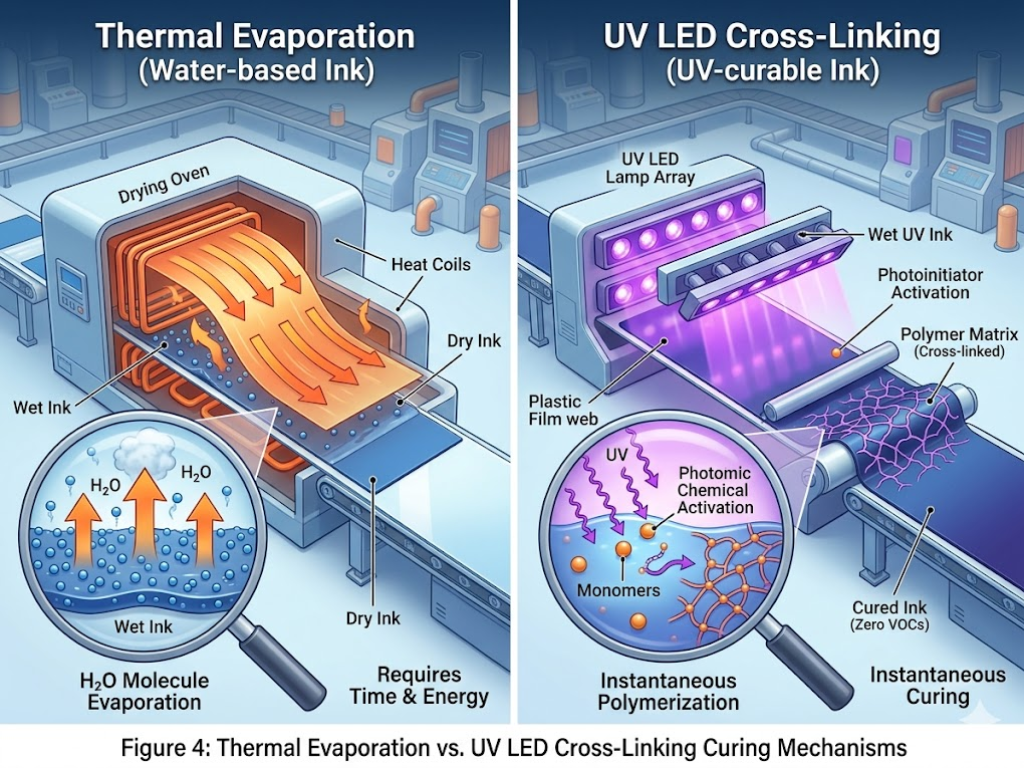
En respuesta, las tintas al agua se han convertido en el estándar sostenible. Aunque son muy respetuosas con el medio ambiente y no son tóxicas -lo que las hace esenciales para los envases en contacto directo con alimentos-, las tintas al agua presentan obstáculos termodinámicos únicos. El agua se evapora mucho más despacio que los disolventes químicos, sobre todo en plásticos no porosos. Por consiguiente, el uso de tintas al agua a velocidades comerciales requiere hornos de secado muy avanzados, que consumen mucha energía y están integrados directamente en la prensa. Sin una extracción térmica adecuada, la tinta húmeda se "desplazará" hacia el reverso de la banda cuando ésta se rebobine para formar una bobina acabada.
Tecnologías de curado UV
Las tintas de curado UV ofrecen un brillante compromiso tecnológico entre durabilidad y respeto al medio ambiente. En lugar de secarse por evaporación térmica, estas tintas permanecen completamente líquidas hasta que se exponen a una intensa luz ultravioleta (UV) o a conjuntos de lámparas LED UV. La luz activa los fotoiniciadores químicos dentro de la tinta, desencadenando una reacción de reticulación casi instantánea. En una fracción de segundo, la tinta líquida se polimeriza, transformándose en una película sólida unida físicamente al sustrato. Al no haber proceso de evaporación, las tintas UV no liberan prácticamente COV, lo que ofrece un ciclo de producción excepcionalmente limpio.
Ejecución mecánica: Tecnologías de impresión industrial
Una vez establecidas la física del material y la química de la tinta, la última variable es el sistema de suministro mecánico. La selección de la tecnología de impresión correcta determina la capacidad de producción, los costes de configuración y la rentabilidad final.
Impresión flexográfica
La flexografía es el caballo de batalla indiscutible de la industria del envasado flexible. Basada en un principio rotativo, esta técnica utiliza planchas flexibles de fotopolímero. El corazón de una prensa flexográfica es el rodillo anilox, un cilindro de alta ingeniería grabado con millones de celdas microscópicas que actúa como un sistema de dosificación ultrapreciso, transfiriendo volúmenes exactos de tinta a las áreas de imagen en relieve de la plancha de fotopolímero.
Un requisito de ingeniería crítico y a menudo pasado por alto en flexografía es el cálculo de la distorsión previo a la impresión. Cuando una plancha de fotopolímero plana y flexible se envuelve y monta alrededor de una camisa de impresión cilíndrica, su superficie exterior se estira de forma inherente (alargamiento). Sin una compensación matemática precisa de la distorsión aplicada al material gráfico durante la fase de preimpresión, la imagen impresa final aparecerá deformada y estirada en la bolsa de plástico. Una vez que la distorsión se calcula con precisión, la tecnología flexográfica moderna se vuelve devastadoramente eficiente. Las arquitecturas servoaccionadas avanzadas, como las diseñadas por KETE, mantienen velocidades operativas de hasta 500 m/min a la vez que mantienen un registro microscópico perfecto, lo que permite a las instalaciones absorber pedidos de exportación masivos con una eficiencia sin precedentes.
Impresión en huecograbado
Cuando el diseño exige una reproducción fotográfica de tonos continuos sin concesiones, se impone el huecograbado. A diferencia de las planchas de caucho en relieve de la flexografía, el huecograbado se basa en pesados cilindros metálicos con el diseño grabado por láser directamente en su superficie. La tinta inunda el cilindro, una rasqueta raspa el exceso de las zonas sin imagen y la tinta del interior de las celdas microscópicas se transfiere directamente al plástico mediante una intensa presión. Aunque el huecograbado ofrece una saturación de color inigualable en millones de impresiones, la barrera económica de entrada es inmensa debido al coste exorbitante de mecanizar cilindros de metal pesado para cada estación de color.
Impresión digital (LEP y tecnologías avanzadas)
Es un error común equiparar los envases flexibles digitales industriales con la tecnología estándar de "inyección de tinta". En realidad, la fuerza dominante en los envases digitales comerciales de gama alta es la electrofotografía líquida (LEP), de la que son pioneros sistemas como HP Indigo. Esta tecnología, que utiliza tintas líquidas especializadas cargadas eléctricamente (ElectroInk), elimina por completo las planchas físicas, lo que permite la impresión de datos variables (VDP), en la que cada bolsa puede incluir un diseño único serializado.
Sin embargo, la impresión digital introduce limitaciones físicas muy específicas. El principal reto reside en la fuerza de adhesión de la laminación. Como las tintas digitales forman una capa de polímero distinta en la superficie, a veces pueden interferir con el adhesivo utilizado al unir la capa impresa a la banda selladora interior. Los ingenieros deben utilizar imprimaciones muy específicas y adhesivos optimizados para evitar que las capas laminadas se delaminen o se despeguen bajo tensión.
Costes ocultos y umbrales de rentabilidad
Al evaluar las estrategias de producción, analizar el coste unitario puro es un error de cálculo fatal. El coste total de propiedad (TCO) en la impresión industrial viene dictado por los gastos de configuración ocultos, los residuos de calibración y la realidad matemática de las cantidades mínimas de pedido (MOQ).
Antes de que una sola bolsa utilizable salga de una prensa convencional, la instalación incurre en una enorme preparación de capital. La producción de planchas de fotopolímero o el grabado de cilindros metálicos requieren un importante gasto inicial. Además, cada vez que se monta un nuevo diseño, los operarios deben pasar cientos de metros de costosa película de plástico en bruto y tinta por la máquina simplemente para calibrar el registro de color y la tensión de la banda. Este desperdicio de "preparación" es un coste físico ineludible.
TCO Break-Even: Digital vs. Flexo vs. Huecograbado
Para tomar decisiones de compra con conocimiento de causa, hay que respetar los umbrales cuantitativos de equilibrio. Para microejecuciones de menos de 10.000 unidadesla impresión digital tiene una ventaja absoluta en cuanto al coste total de propiedad. El mayor coste unitario de la tinta digital se compensa totalmente con el coste cero de las planchas y los gastos de preparación. Sin embargo, esta ecuación se invierte violentamente a medida que aumenta el volumen. Una vez que el volumen de un pedido supera el Umbral de 50.000 unidadeslas matemáticas favorecen mucho a la flexografía. A esta escala, los elevados costes iniciales de las planchas y los residuos de calibración se diluyen en un volumen masivo, lo que hace que el coste por unidad de una bolsa impresa en flexografía experimente una caída pronunciada, similar a un acantilado. Además, para tiradas comerciales masivas superiores a 150.000 unidadesla eficacia y durabilidad sin parangón del huecograbado acaban por compensar sus exorbitantes costes iniciales de cilindros, convirtiéndolo en la opción más económica en los niveles más altos de la producción mundial.
Garantía de calidad: Garantizar una producción de impresión sin defectos
Los conocimientos teóricos sobre la tensión de la banda y los niveles de dina no sirven de nada si el producto final se despega en las manos del consumidor. Para proteger el valor de la marca y evitar rechazos masivos de envases internacionales, las fábricas deben aplicar normas de control de calidad inflexibles y empíricamente medibles.

La herramienta de diagnóstico definitiva para cualquier ingeniero de envasado es el ASTM D3359 Ensayo de cinta de rayado cruzado. Se trata de la norma industrial mundial definitiva para evaluar la adherencia de la tinta sobre sustratos poliméricos. El procedimiento no deja lugar a interpretaciones subjetivas: un técnico utiliza una herramienta de corte especializada para tallar un patrón de cuadrícula preciso directamente a través de la tinta curada y en la película de plástico. Sobre la cuadrícula se aplica con firmeza una cinta sensible a la presión altamente estandarizada, se alisa para eliminar las burbujas de aire y, a continuación, se arranca rápidamente en un ángulo de 180 grados. A continuación, se inspecciona la rejilla con lupa. Si la tinta se desprende del plástico y se adhiere a la cinta más allá de una estricta tolerancia fraccional (normalmente, más de 5% de eliminación, según la clasificación ASTM), el lote falla al instante. Es una métrica implacable e indiscutible.
Conclusión: Garantizar una línea de producción rentable y de alto rendimiento
Dominar las complejidades de la impresión de polímeros exige sortear un desafío de física de materiales, formulaciones químicas precisas e ingeniería mecánica de alto nivel. Una línea de producción altamente rentable y sin defectos se construye sobre una base de variables no negociables:
- Física de superficies: Verificación de los niveles precisos de Tratamiento Corona y Dyne para eliminar permanentemente la descamación de la tinta.
- Mecánica de preimpresión: Cálculo preciso de la distorsión previa a la impresión para tener en cuenta el alargamiento del fotopolímero en los cilindros flexográficos.
- Economía de costes: Respetar los estrictos umbrales de umbral de rentabilidad para optimizar los costes de las planchas con respecto al volumen de producción.
- Control de calidad: Exigir pruebas de adherencia ASTM empíricas y rigurosas antes de la implantación masiva.
Descubrir un fallo de adherencia o una limitación mecánica después de que los bienes de equipo hayan sido enviados a sus instalaciones en el extranjero es una pesadilla logística. La estrategia más profunda para garantizar la producción es asociarse con un fabricante que absorba este riesgo de ingeniería en su nombre. Antes de embalar y enviar cualquier maquinaria de producción al otro lado del mundo, debe demostrar su capacidad utilizando sus materiales diarios reales.
Elimine el riesgo de implantación con la comprobación previa al envío
No deje que su estrategia de envasado multimillonaria dependa del ensayo y error. KETE garantiza el rendimiento pasando sus sustratos de film patentados y formulaciones de tinta específicas por la máquina montada en nuestra fábrica. Llevamos a cabo rigurosas pruebas de registro y adhesión, proporcionando una verificación completa por vídeo antes de que la máquina abandone nuestras instalaciones.
Hable con un ingeniero de KETE para una configuración personalizada de la máquina