Entschlüsselung des Flexodrucks in modernen Verpackungen
Der Flexodruck ist das unbestrittene Arbeitspferd der modernen Verpackungsindustrie und für die Herstellung von fast 70% der bedruckten Waren in den Supermarktregalen verantwortlich. Sein Herzstück, Der Flexodruck (oft einfach Flexo genannt) ist ein Hochgeschwindigkeits-Rotationsdruckverfahren, bei dem flexible Fotopolymer-Reliefplatten und schnell trocknende Flüssigfarben verwendet werden, um Bilder auf eine Vielzahl von Substraten zu übertragen.
Um sich die Mechanik ohne komplizierten Fachjargon vorstellen zu können, stellen Sie sich einen hochentwickelten, präzisionsgefertigten Gummistempel vor, der sich kontinuierlich mit Hunderten von Metern pro Minute dreht.
Für B2B-Verpackungseinkäufer, Produktionsleiter und Markeninhaber ist das Verständnis, wofür der Flexodruck verwendet wird, weit mehr als eine akademische Kuriosität - es ist eine entscheidende wirtschaftliche Notwendigkeit. Die Entscheidung, diese spezielle Technologie zu nutzen, bestimmt grundlegend Ihre Stückkosten, Ihre Markteinführungsgeschwindigkeit und Ihre Materialvielfalt. Dieser umfassende Leitfaden entschlüsselt die wissenschaftlichen Grundlagen, die finanziellen Auswirkungen und die realen Anwendungen des modernen Flexodruckverfahrens.

Die Vorteile und Nachteile des Flexodrucks in der realen Welt
Jede industrielle Drucktechnologie stellt einen physikalischen und wirtschaftlichen Kompromiss dar. Bevor wir in die mechanischen Tiefen des Drucksaals eintauchen, hier eine pragmatische Aufschlüsselung der Bereiche, in denen der Flexodruck in der Produktion dominiert und wo er auf starre physikalische Grenzen stößt.
Die Vorteile
- Unerreichte Produktionsgeschwindigkeiten: Sobald ein Auftrag registriert ist und läuft, ist die Flexodrucktechnologie ein wahres Kraftpaket. Industrielle Druckmaschinen erreichen routinemäßig kontinuierliche Bahngeschwindigkeiten von 300 bis über 500 Metern pro Minute und machen kurzen Prozess mit großen Aufträgen.
- Inline-Finishing-Fähigkeiten: Da beim Flexodruck eine kontinuierliche Materialbahn (und nicht einzelne Bögen) verwendet wird, ermöglicht er eine außergewöhnliche "Inline"-Architektur. Ein Substrat kann in einem einzigen, ununterbrochenen Durchgang bedruckt, mit UV-Schutzlack beschichtet, kaltfoliert, laminiert und gestanzt werden. Dadurch lassen sich mehrtägige Produktionszyklen auf Minuten verkürzen.
- Extreme Substratvielfalt: Dank der flexiblen Elastomerplatten und der äußerst anpassungsfähigen Flüssigfarbsysteme kann der Flexodruck mühelos auf sehr unregelmäßige, abrasive oder nicht poröse Oberflächen drucken, die ein herkömmliches Offsetdrucktuch sofort zerstören würde.
- Umweltverträgliche Formulierungen: Das Flexodruckverfahren ist in einzigartiger Weise für wasserbasierte Tintensysteme optimiert. Dadurch können Verpackungshersteller die strengen globalen ESG-Standards (Environmental, Social, and Governance) erfüllen, eine Fabrikumgebung ohne VOC-Emissionen erreichen und die strenge FDA-Konformität für Verpackungen mit direktem Lebensmittelkontakt einhalten.
Die Beschränkungen
- Hohe anfängliche Einrichtungskosten: Die Herstellung kundenspezifischer Fotopolymerplatten für jeden einzelnen Farbkanal ist mit erheblichen Vorabinvestitionen verbunden. Das macht den Flexodruck für extreme Kleinauflagen, Prototyping oder den Druck hochvariabler Daten unrentabel.
- Tonale Begrenzungen (Highlight Drop-off): Aufgrund des physischen Drucks, der erforderlich ist, um Tinte von einer erhabenen Oberfläche zu übertragen, ist die Reproduktion extrem weicher, glatter Farbverläufe, die vollständig auf Null verblassen, mechanisch schwierig. Herkömmlicher Flexodruck hat Schwierigkeiten, extreme Glanzpunkte von 1% bis 3% zu halten, was gelegentlich zu einer sichtbaren "harten Kante" oder einem Bruch in Verlaufsdesigns führt.
- Umstellung Ausfallzeit: Das Wechseln der Druckplatten, das sorgfältige Reinigen der Farbkammern und das Austauschen der Rasterwalzen zwischen verschiedenen Aufträgen erfordert qualifizierte Arbeitskräfte und erhebliche Stillstandszeiten der Druckmaschine im Vergleich zur sofortigen digitalen Umschaltung eines Inkjet-Systems.
Wie der Flexodruckprozess funktioniert
Um die Effizienz dieser Technologie richtig einschätzen zu können, müssen wir ihre Funktionsmechanismen aufschlüsseln. Der Druckprozess läuft in zwei verschiedenen, hochtechnisierten Phasen ab: die präzise Vorbereitung des Bildträgers und die physikalische Übertragung der flüssigen Tinte.
Phase 1: Plattenherstellung und Montage
Die Reise eines Flexodruckauftrags beginnt lange bevor die Bahn in Bewegung kommt. Der Flexodruck erfordert eine physische Vorlage - die Druckplatte. Diese sind heute hochentwickelt Photopolymer-Reliefplattendie mit mikroskopischen Toleranzen gefertigt werden.
Digitale Bildverarbeitung (CTP)
Während des Computer-to-Plate-Verfahrens trägt ein Hochleistungslaser eine Kohlenstoffmaske auf dem Photopolymermaterial ab, die genau die Bereiche freilegt, in denen das Bild erscheinen soll.
Thermische Plattenverarbeitung
Die Platte wird mit intensivem UV-Licht bestrahlt, um das Polymer zu härten. Moderne Anlagen nutzen Wärme, um nicht belichtetes Polymer abzutransportieren. Dadurch entfallen die Trocknungszeiten für Lösungsmittel und es entstehen robuste "Flat-Top-Dots", die 150+ LPI erreichen.
Präzisionsmontage
Die Platten werden mit speziellen Klebebändern und Mikrokameraregistriersystemen auf Stahlzylindern befestigt. Schon der Bruchteil eines Millimeters Fehlausrichtung führt zu einer unscharfen Verpackung.
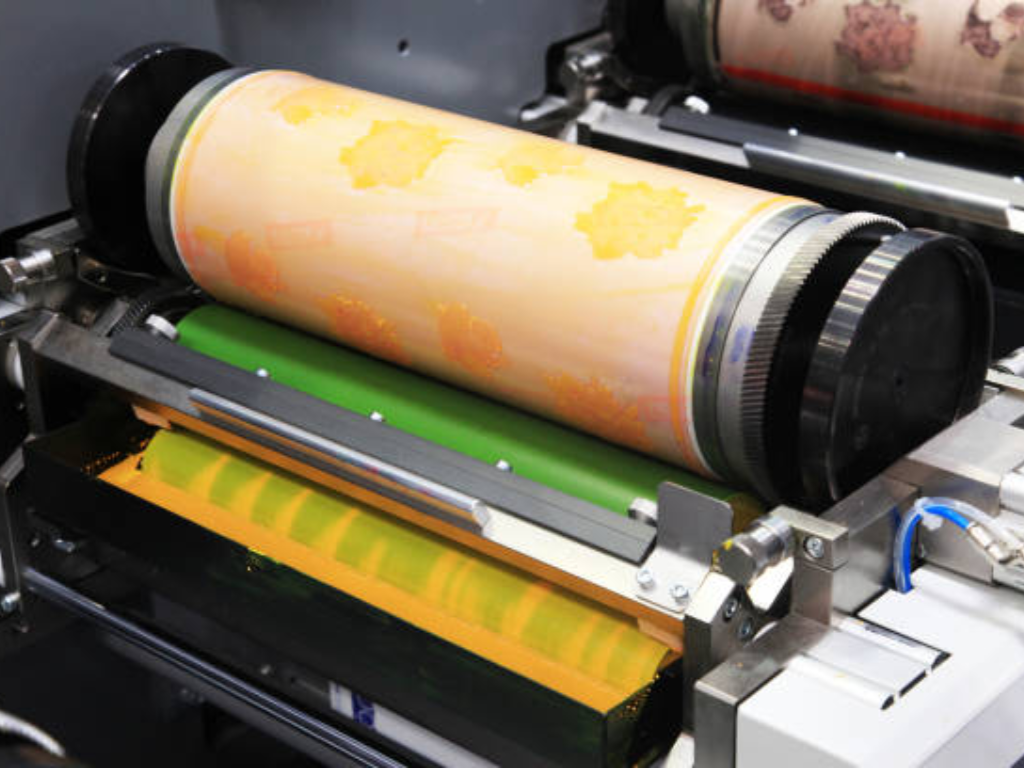
Phase 2: Die Mechanik der rotierenden Farbübertragung
Nach der präzisen Montage der Druckplatten findet das Herzstück des Druckprozesses auf dem Druckdeck statt, wo ein synchronisiertes Vier-Walzen-System eine mathematisch präzise Farbschicht aufträgt.
Die Tintenkammer & Doctor Blade
Flüssige Farbe mit niedriger Viskosität wird in eine geschlossene Kammer gepumpt. Eine präzise bearbeitete Stahl- oder Kunststoffrakel liegt an der Rasterwalze an und schert kontinuierlich überschüssige Flüssigkeit ab.
Die Rasterwalze
(Das messende Herz)
Ein keramikbeschichteter Stahlzylinder, in den Millionen von mikroskopischen Mikro-Zellen. Das genaue Volumen der Tinte in diesen Zellen wird gemessen in BCM. Die Rakel sorgt dafür, dass die Farbe nur innerhalb dieser Zellen bleibt.
Der Plattenzylinder
Durch die synchrone Rotation gegen die Rasterfolie taucht das erhabene 3D-Relief der Photopolymerplatte in die Mikrozellen ein und nimmt einen perfekt dosierten, gleichmäßigen Film aus nasser Farbe auf.
Der Gegendruck-Zylinder
(Die Übertragung)
Die Substratbahn läuft zwischen der eingefärbten Platte und einem glatten Stahlzylinder hindurch. Die Bediener verlassen sich auf die "Kuss-Eindruck"-Wenn der Druck zu hoch ist, wird die Tinte herausgedrückt, was die Klarheit beeinträchtigt.
Flexodruckfarben und Substrate: Warum sie auf fast alles druckt
Die schiere Vielseitigkeit des Flexodrucks ist vor allem auf die einzigartige Tintenchemie zurückzuführen. Flexodruckfarben besitzen eine sehr niedrige Viskosität - sie fließen fast wie Wasser. Dies ist eine unabdingbare Voraussetzung, da die Farbe sofort die mikroskopisch kleinen Anilox-Zellen füllen, auf die Polymerplatte übertragen und innerhalb eines Sekundenbruchteils auf dem sich schnell bewegenden Bedruckstoff trocknen muss, bevor sie die nächste Farbstation erreicht.
Die Technologie stützt sich auf drei primäre industrielle Formulierungen:
- Tinten auf Wasserbasis: Sie sind umweltfreundlich und VOC-frei, was sie zum absoluten Industriestandard für poröse Wellpappe, Papiertüten und Verpackungen mit direktem Lebensmittelkontakt macht.
- Lösemittelbasierte Druckfarben: Schnell verdampfende Formulierungen, die sich hervorragend für nicht poröse Kunststofffolien eignen, die häufig in flexiblen Snackbeuteln und Schrumpfschläuchen verwendet werden.
- UV/LED-härtbare Druckfarben: Diese Hightech-Tinten bleiben vollständig flüssig, bis sie durch konzentriertes UV-Licht sofort polymerisiert werden. Sie bieten ultimative chemische Beständigkeit, hohen Glanz und eine unvergleichliche Auflösung für hochwertige Etiketten und pharmazeutische Verpackungen.
Aufgrund dieser großen chemischen Vielfalt kann das Flexodruckverfahren sehr unregelmäßige Oberflächen bewältigen. Das Auftragen von Flüssigfarbe auf ein so breites Spektrum von Materialien erfordert jedoch spezifische chemische und mechanische Anpassungen. So müssen zum Beispiel nicht poröse Kunststofffolien (wie PE oder BOPP) Corona-Behandlung vor dem Druck. Durch diese elektrische Hochspannungsentladung wird der glatte Kunststoff mikroskopisch oxidiert, wodurch sich seine Oberflächenenergie (gemessen in Dyne-Ebene), so dass die flüssige Tinte dauerhaft verankert werden kann, anstatt abzuplatzen und abzurollen.
Die Prozess-zu-Substrat-Matrix
Es ist ein gefährlicher Irrglaube, dass eine einzige Flexodruckmaschine mühelos vom Bedrucken dicker Kartons zu ultradünnen dehnbaren Kunststoffen übergehen kann. Um die Prozessstabilität aufrechtzuerhalten, hat die Industrie spezifische Hardware-Architekturen entwickelt, die für verschiedene physikalische Materialien optimiert sind. Hier ist die objektive industrielle Ausgangssituation:
| Ziel-Substrat | Materialeigenschaften | Ideale Tintenchemie | Erforderliche physische Architektur |
|---|---|---|---|
| Wellpappen und Faltschachteln | Hochgradig porös, dick, starr, abrasiv | Wasserbasiert | Inline-Architektur: Mit einem geraden, horizontalen Bahnverlauf, der speziell für den Transport schwerer, starrer Materialien entwickelt wurde, ohne sie um enge Radien zu biegen. |
| Flexible Verpackungen (PE/PP/PET-Folien) | Nicht porös, ultradünn, hoch dehnbar, hitzeempfindlich | Lösemittelbasiert oder wasserbasiert | Central Impression (CI) Architektur: Alle Farbdecks umgeben eine einzige, massive zentrale Trommel. Diese Trommel fixiert die dehnbare Folie physisch und sorgt für eine einwandfreie Spannung und Farbregistrierung. |
| Selbstklebende Etiketten | Schmales Gewebe, glatte Oberfläche, erfordert ultrahohe Auflösung | UV/LED härtbar | Inline-Architektur (Narrow Web): Ermöglicht die einfache Integration von komplexen Stanz-, Präge- und Kaltfolienstationen in einem einzigen Arbeitsgang. |
Die Leistungs- und TCO-Matrix: Flexodruck vs. Offsetdruck vs. Digitaldruck
Für den Finanzvorstand oder den Leiter der strategischen Beschaffung geht es bei der Wahl der Drucktechnologie nicht nur um technische Eleganz, sondern auch um die Bewertung der Gesamtbetriebskosten (Total Cost of Ownership - TCO). Um langfristig rentable Entscheidungen treffen zu können, müssen wir den "Break-Even-Point" anhand von realen Industriedaten und den physikalischen Auflösungsgrenzen der einzelnen Verfahren analysieren.
Lauflängen und der Break-Even-Punkt
Das wirtschaftliche Schlachtfeld zwischen Digital-, Offset- und Flexodruck wird strikt durch das Verhältnis zwischen fixen Einrichtungskosten und variablen Betriebskosten bestimmt. Es ist ein mathematischer Balanceakt.
Für den Digitaldruck werden absolut keine Druckplatten benötigt, d. h. das erste gedruckte Etikett kostet genau so viel wie das tausendste. Allerdings sind digitale Tinte und die "Klickgebühren" der Hersteller notorisch teuer (oft zwischen $0,02 bis $0,15 pro Klick abhängig von der Farbdeckung). Der Flexodruck hingegen erfordert eine hohe Anfangsinvestition. Die Herstellung von hochwertigen Fotopolymerplatten kann zwischen $300 bis $1.500+ pro Farbkanal je nach Größe und verwendeter HD-Dot-Technologie.
Sobald die Flexodruckmaschine jedoch registriert ist und mit 400 m/min läuft, sinken die variablen Kosten für flüssige Druckfarbe und Bedruckstoff auf wenige Cent pro Quadratmeter. Daher ist eine strenge Break-Even-Punkt existiert - typischerweise zwischen 10.000 und 50.000 Aufrufe (je nach den spezifischen Abmessungen des Etiketts oder des Beutels). Sobald ein Auftrag diese Volumenschwelle überschreitet, sinken die Stückkosten des Flexodrucks, was ihn gegenüber digitalen Technologien drastisch rentabler macht.
| Drucktechnologie | Anfängliche feste Einrichtungskosten | Kosten pro Einheit (hohes Volumen) | Empfohlene Lauflänge |
|---|---|---|---|
| Digitaldruck | Null (keine physischen Platten erforderlich) | Hoch (Konstante Klickladung: ~$0,02 - $0,15) | 1 bis 10.000 Einheiten (ideal für Kleinst-/Kleinserien, variable Daten) |
| Offsetdruck | Mäßig (Aluminiumplatten: ~$20 - $50/Farbe) | Niedrig | 10.000 bis 50.000 Einheiten (ideal für hochwertige Faltschachteln) |
| Flexodruck | Hoch (Kunstharzplatten: ~$300 - $1.500+/Farbe) | Äußerst gering (Bruchteil eines Cents) | 50.000 bis 1.000.000+ Einheiten (ideal für kontinuierliche Massenbahnen) |
Grenzwerte für Qualität und Druckauflösung
Abgesehen von den Finanzen müssen wir die physikalische Bildauflösung, gemessen in LPI (Lines Per Inch), bewerten. Der Offsetdruck, bei dem extrem glatte Aluminiumplatten und ein elastisches Gummituch zum Einsatz kommen, hat in der Vergangenheit die Qualitätsarena dominiert und erreicht mühelos feine Auflösungen von 175 bis 200 LPI. Wenn Sie eine luxuriöse Kosmetikschachtel mit komplizierten, fotorealistischen Farbverläufen auf hochwertigem Karton bedrucken wollen, ist der Offsetdruck nach wie vor der unangefochtene König.
Da der Flexodruck auf weichen, verformbaren Polymerplatten beruht, ist die Auflösung beim Druck ultrafeiner Punkte auf rauen, stark absorbierenden Materialien (wie Standard-Wellpappe) in der Regel auf grobe 65 bis 133 LPI begrenzt. Die Technologie hat diese Lücke jedoch deutlich geschlossen. Auf glatten, hochgespannten Bahnfolien mit modernen HD-Flat-Top-Punktplatten und fein gravierten Rasterwalzen ist der Flexodruck jetzt in der Lage, 150 und mehr LPI zu erreichen und damit eine nahezu offsetähnliche fotografische Qualität für hochwertige Snack-, Getränke- und Etikettenverpackungen zu liefern.
Überleben im Drucksaal: Verwaltung von Tonwertzunahme und Einstellungsvariablen
Ein häufiger und kostspieliger Fallstrick für Marken, die ihre Verpackungsdesigns auf Flexodruck umstellen, ist die bittere Erkenntnis, dass das, was auf einem hintergrundbeleuchteten Monitor im Designstudio makellos aussieht, auf der Druckmaschine matschig, dunkel und übersättigt wirken kann. Um die kommerzielle Produktion zu überleben, muss man die berüchtigtste physikalische Variable im Flexodrucksaal wissenschaftlich beherrschen: Tonwertzunahme (Tonal Value Increase oder TVI).
Die Physik des Punktzuwachses
Die Punktzunahme ist ein unvermeidliches Phänomen, das auf die Strömungsdynamik zurückzuführen ist. Da die Druckplatte aus einem flexiblen Polymer besteht, wird sie während des "Kiss Impression" leicht zusammengedrückt. Stellen Sie sich vor, Sie tauchen Ihre Fingerspitze in Wasser und drücken sie gegen einen Glastisch. Der physikalische Druck nach unten zwingt die Flüssigkeit, sich nach außen auszubreiten und einen größeren Kreis zu bilden. Genau der gleiche mikroskopische Vorgang geschieht mit den Tintenpunkten.
Ohne Druckvorstufenkompensation
Wenn ein Designer eine 50% halbtransparent grau in der digitalen Datei, kann der physische Druck der Druckmaschine diesen Tintenpunkt ausbreiten, so dass er als 65% grau auf der Verpackung. Die Mitteltöne werden stark gesättigt, und feine Schatten verstopfen vollständig.
Die Cutback-Kurve (RIP)
Die Meister der Druckvorstufe wenden ein mathematisches Kompensationsprofil an. Sie verkleinern den 50%-Punkt absichtlich auf 35% auf der physikalischen Platte. Wenn die mechanische Presse Druck angewendet wird, breitet sich der Punkt perfekt zurück auf die gewünschte 50% visuelles Ziel.
Die Beherrschung dieser Variablen, d. h. die Kalibrierung von Kurven für verschiedene Bedruckstoffe - von stark saugfähigem Kraftpapier bis hin zu absolut nicht saugfähigem, metallisiertem PET - ist das, was Amateurdruckereien von Weltklassebetrieben unterscheidet.
Die Zukunft des Flexodrucks und die Risikominimierung Ihrer Anlageninvestition
Der Flexodruck befindet sich in einer massiven, kontinuierlichen Entwicklung. Die Integration von servogesteuerter Automatisierung, Inline-Kameras zur Fehlerprüfung (100%), automatischer Registerregelung und fortschrittlichen VOC-freien Druckfarben auf Wasserbasis stellt sicher, dass der Flexodruck auch in den kommenden Jahrzehnten das unerschütterliche Rückgrat der globalen Verpackungslieferkette bleiben wird.
Das Verständnis der wissenschaftlichen Theorie und der wirtschaftlichen Vorteile des Flexodrucks ist jedoch nur der erste Schritt. Für Produktionsbetriebe, Verpackungshersteller und globale Vertriebsunternehmen, die ihren Betrieb erweitern oder ihre Technologie aufrüsten möchten, muss sich die Theorie nahtlos in eine zuverlässige, tägliche Hochgeschwindigkeitsproduktion umsetzen lassen.
Die harte Realität in der industriellen Welt ist, dass die besten technischen Spezifikationen auf dem Papier absolut nichts bedeuten, wenn die physische Maschine Ihr spezifisches Substrat in Ihrer Fabrikhalle nicht reibungslos verarbeiten kann.
Die Investition in schwere Verpackungsmaschinen über internationale Grenzen hinweg birgt inhärente Risiken: Materialunverträglichkeiten, Versagen der Spannungskontrolle und katastrophale Produktionsausfälle. Genau hier wird der Stammbaum der Fertigung zu Ihrer ultimativen Versicherungspolice. Wir stützen uns auf eine solide Produktionsbasis mit 15 spezialisierten Fabriken und strengen ISO9001/CE-Qualitätssystemen, KETE führt ein kompromissloses Technik- und Qualitätskontrollprotokoll durch, um das Risiko Ihrer Investition dauerhaft zu verringern.
Bevor ein Flaggschiff der CI- oder Inline-Flexodruckmaschinen das KETE-Werk verlässt, wird es einem obligatorischen, umfassenden Factory Acceptance Test (FAT) unterzogen. Entscheidend ist, dass dieser Test durchgeführt wird unter Verwendung Ihrer maßgeschneiderten Materialien-egal, ob es sich um hoch dehnbare PE-Folie, empfindliche Vliesstoffe oder schwere Aluminiumfolie handelt. Durch den physischen Nachweis der 500 m/min-Hochgeschwindigkeitsleistung und der präzisen Mehrfarbenregistrierung auf Ihren tatsächlichen Substraten und die Unterstützung durch eine globale Vor-Ort-Installation und 7×24 technischen Support in über 80 Ländern wird das technologische Risiko vollständig neutralisiert.
Sind Sie bereit, die Brücke von der Theorie zur Hochgeschwindigkeitsproduktion zu schlagen?
Entdecken Sie genau, wie Ihre maßgeschneiderten Verpackungsmaterialien bei industriellen Geschwindigkeiten funktionieren. Wenden Sie sich noch heute an das KETE-Technikteam, um eine maßgeschneiderte Konfiguration der Maschinenarchitektur und einen umfassenden, kostenlosen Materialtest zu erhalten.
Fordern Sie Ihre individuelle Lösung und kostenlose Testversion an