Plastik Yüzeyler Üzerine Baskı Yapmanın Temel Zorlukları
Geleneksel kağıt bazlı baskıdan esnek polimer ambalaja geçerken, üretim yöneticileri hemen derin bir fiziksel engelle karşılaşır: plastik doğal olarak sıvı mürekkebi reddeder. Bu olguyu anlamak, mekanik baskının ötesine bakmayı ve polimer alt tabakaların mikroskobik özelliklerini incelemeyi gerektirir. Niş sert uygulamalar Kalıp İçi Etiketleme (IML) veya kısa süreli termal transfer kullanabilirken, yüksek hacimli esnek ambalajlar neredeyse yalnızca sürekli web baskısına dayanır. Bu sürekli rulodan ruloya baskı alanında fiziksel bariyer mutlaktır.
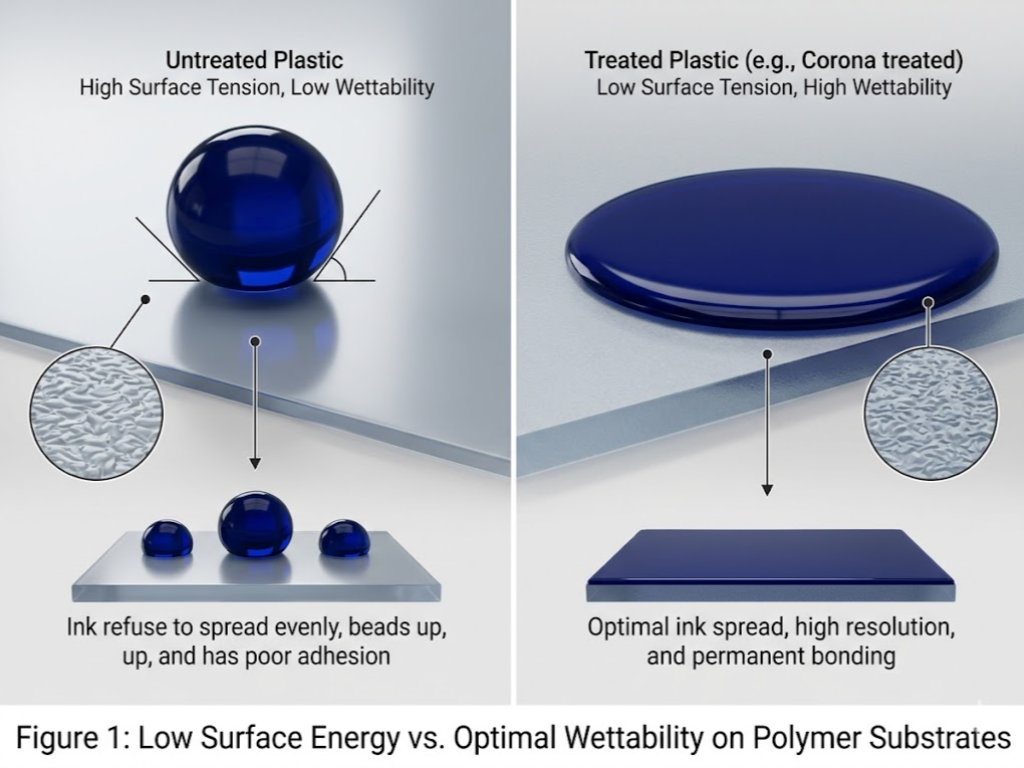
Doğası gereği gözenekli olan ve sıvının kılcal hareket yoluyla selüloz liflerine sızmasına izin veren kağıdın aksine, plastik filmler tamamen gözeneksizdir. Bu da mürekkebin yüzeye nüfuz etmek yerine tamamen yüzeyin üstüne oturması gerektiği anlamına gelir. Ayrıca, çoğu ham poli malzeme -özellikle işlenmemiş polietilen ve polipropilen- kritik derecede düşük yüzey enerjisine sahiptir. Fizik ve baskı mekaniği alanında, yüzey enerjisi bir sıvının katı bir alt tabaka ile nasıl etkileşime gireceğini belirler.
Alt tabakanın yüzey enerjisi sıvı mürekkebin yüzey geriliminden daha düşükse, mürekkep eşit şekilde yayılmayı reddedecektir. Bunu, yeni cilalanmış bir araba kaputuna veya yapışmaz bir teflon tavaya düşen su damlacıklarını hayal ederek görselleştirebilirsiniz; sıvı, lotus etkisi nedeniyle anında boncuklanır. Kimyasal veya fiziksel müdahale olmaksızın, ham bir plastik filme uygulanan standart endüstriyel mürekkepler de benzer şekilde boncuklanır, büzülür, çizilir veya tamamen kayar. Bu "ıslanabilirlik" eksikliği, feci baskı çözünürlüğü, büyük üretim israfı ve tamamen yapışma hatasıyla sonuçlanır.
Konuşulmayan Kural: Yüzey Ön İşlemi Neden Tartışılmaz?
Polimerlerin düşük yüzey enerjisinin farkına varmak sadece ilk adımdır; kritik mühendislik çözümü, film baskı silindiriyle temas etmeden önce bu fiziksel durumu değiştirmekte yatar. Yüzey ön işleminin atlanması, feci mürekkep dökülmelerinin ve ardından gelen müşteri reddinin önde gelen nedenidir. Baskı ekipmanınız ne kadar sofistike olursa olsun, bu temel adımı atlamak mekanik arızayı garanti eder.
Bu fiziksel engeli çözmek için endüstri standardı Korona İşlemidir. Bir korona işlemcisini, baskı makinesiyle aynı hizada çalışan kontrollü, mikroskobik bir şimşek fırtınası olarak düşünün. Plastik ağ baskı istasyonlarına doğru ilerlerken, polimer yüzeyini iyonize hava ile bombardıman eden yüksek voltajlı bir elektrotun altından geçer. Bu agresif elektrik deşarjı, plastiğin yüzeyindeki moleküler bağları parçalayarak mikroskobik oksidasyon yaratır ve polar grupları ortaya çıkarır. Plastiğin kaygan ve yüksek dirençli yüzeyi aniden mikroskobik bir Velcro'ya dönüşerek mürekkep reçinelerini kavramaya ve kalıcı olarak bağlamaya hazır hale gelir.
Bu sürecin başarılı olmasını sağlamak için operatörler sıkı Dyne Seviyesi testlerine güvenmelidir. Dyne, yüzey gerilimi için standart ölçü birimidir. Mürekkebin sürtünme altında soyulmadan veya çatlamadan esnek ambalaja kusursuz bir şekilde yapışması için, işlenmiş filmin tipik olarak 38 ila 42 Dynes/cm arasında olması gerekir. Test değeri 36 Dynes/cm'nin altında olan bir film üzerinde ticari bir çalışma yapmaya kalkışmak büyük bir operasyonel risktir. Ayrıca, mühendisler "yaşlanmayı" da hesaba katmalıdır - korona işleminin etkisi zamanla azalır. Bir film rulosu ekstrüzyon tesisinde işlenir ve altı ay boyunca bir depoda beklerse, Dyne seviyesi düşecek ve mürekkep uygulamasından önce doğrudan baskı makinesinde hat üzerinde "çarpma işlemine" tabi tutulmasını gerektirecektir.
Temel Değişkenler: Poli Substrat Malzemelerinizi Tanıma
Esnek ambalajlamada temel bir mühendislik ilkesi, alt tabakanın fiziksel sınırlarının tüm aşağı akış sürecini belirlemesidir. Mürekkebi formüle etmeden veya makineyi seçmeden önce malzemeyi tanımlamanız gerekir. Farklı polimerler gerilime, ısıya ve kimyasal çözücülere büyük ölçüde farklı tepki verir.
Polietilen Varyantlar
Polietilen her yerde bulunur, ancak yoğunluk varyantları pres basıncı altında tamamen farklı malzemeler gibi davranır. Düşük Yoğunluklu Polietilen (LDPE) yumuşak, esneyebilir doğası nedeniyle ödüllendirilir ve oldukça elastik mürekkepler gerektirir. Buna karşılık, sert perakende torbaları için kullanılan Yüksek Yoğunluklu Polietilen (YYPE) yüksek gerilme mukavemetine ancak daha düşük uzamaya sahiptir ve ağır sürtünme direnci için optimize edilmiş mürekkepler gerektirir.
Yüksek Bariyerli ve Lamine
Kahve veya sıvılar gibi zorlu ürünler için yüzey baskısı yetersizdir. Tasarımlar, şeffaf bir dış katmanın (BOPP/PET) iç tarafına "Ters Baskı" kullanır. Bu baskılı katman daha sonra bir iç bariyere (folyo veya PE) lamine edilir. Sonuç, mürekkebin polimer sandviç içinde kalıcı olarak hapsolmasını sağlayarak 100%'yi küresel taşımacılık sırasında çizilmeye karşı bağışık hale getirir.
Kompostlanabilir ve Biyo-Plastikler
PLA ve PBAT gibi biyo-plastikler aşırı üretim limitleri sunar. PLA kritik derecede düşük termal dirence sahiptir ve yoğun kurutma fırınları altında eriyecektir. Ayrıca, sertifikalı kompostlanabilir mürekkepler genellikle kısıtlı bir renk gamına sahiptir. Biyo-plastiklere yönelen markalar, ağır katı mürekkep kaplaması yerine negatif alan kullanarak titiz bir tasarım minimalizmi uygulamalıdır.
Mürekkep Kimyasını Polimer Substrat ile Eşleştirme
Alt tabaka tanımlandıktan ve doğru Dyne seviyesine uygun şekilde işlendikten sonra, odak noktası mürekkep kimyasına kayar. Yanlış mürekkep formülasyonu seçimi sadece estetik hatalara neden olmakla kalmaz, aynı zamanda katı çevre uyum yasalarını ihlal ederek tüm sevkiyatları uluslararası sınırlarda satılamaz hale getirebilir.
Solvent Bazlı ve Su Bazlı Formülasyonlar
Esnek ambalaj sektöründe on yıllar boyunca solvent bazlı mürekkepler hakim olmuştur. Agresif kimyasal bileşimleri, polimer yapıları ısırmalarına ve çözücüler atmosfere buharlaşırken neredeyse anında kurumalarına olanak tanır. Bu hızlı kuruma, aşırı makine hızlarında çalışabilen inanılmaz derecede dayanıklı, çizilmeye karşı dirençli baskılar elde edilmesini sağlar. Bununla birlikte, Uçucu Organik Bileşiklerin (VOC'ler) buharlaşması ciddi çevresel ve mesleki sağlık tehlikeleri oluşturmakta ve küresel düzenleyici baskılara yol açmaktadır.
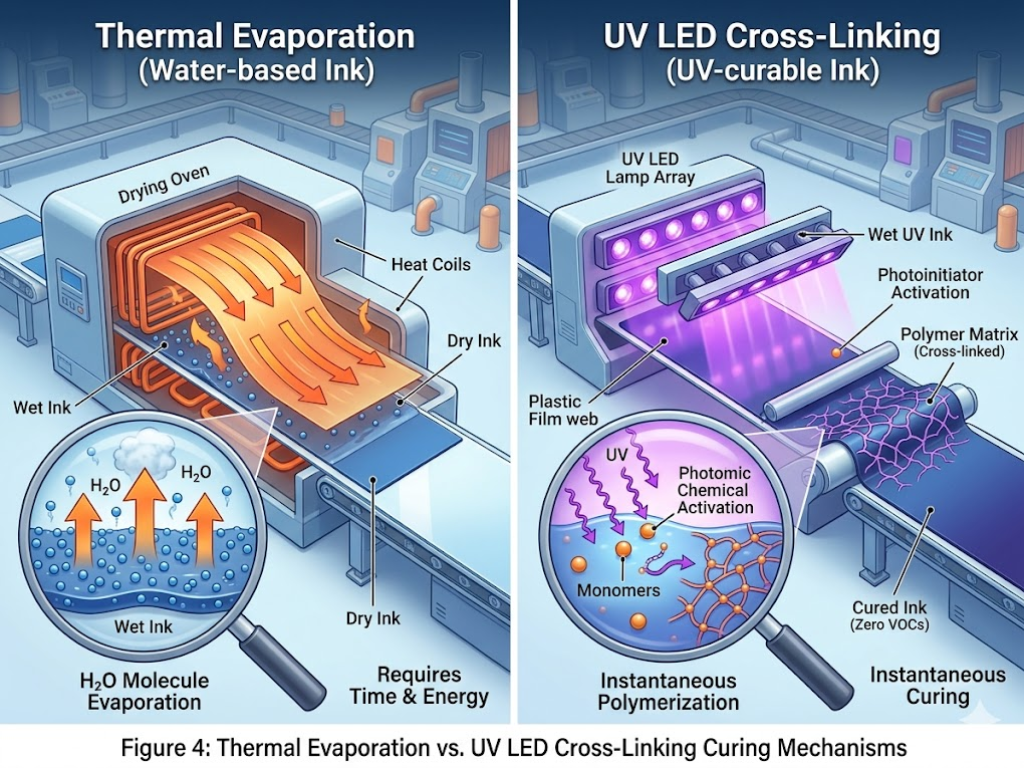
Buna karşılık, su bazlı mürekkepler sürdürülebilir standart olarak yükselişe geçti. Son derece çevre dostu ve toksik olmamasına rağmen -bu da onları doğrudan gıda ile temas eden ambalajlar için gerekli kılıyor- su bazlı mürekkepler benzersiz termodinamik engeller sunuyor. Su, özellikle gözeneksiz plastikler üzerinde kimyasal çözücülerden çok daha yavaş buharlaşır. Sonuç olarak, su bazlı mürekkepleri ticari hızlarda çalıştırmak, doğrudan baskı makinesine entegre edilmiş son derece gelişmiş, enerji yoğun kurutma fırınları gerektirir. Yeterli termal ekstraksiyon olmadan, ıslak mürekkep bitmiş bir ruloya geri sarılırken ağın arkasına "kayacaktır".
UV-Kürlenebilir Teknolojiler
UV ile kürlenebilen mürekkepler, dayanıklılık ve çevresel uyumluluk arasında mükemmel bir teknolojik uzlaşma sunar. Termal buharlaşma yoluyla kurumak yerine, bu mürekkepler yoğun ultraviyole (UV) ışığa veya UV LED lamba dizilerine maruz kalana kadar tamamen sıvı halde kalır. Işık, mürekkep içindeki kimyasal fotobaşlatıcıları harekete geçirerek neredeyse anlık bir çapraz bağlanma reaksiyonunu tetikler. Saniyenin çok küçük bir bölümünde sıvı mürekkep polimerleşerek alt tabakaya fiziksel olarak bağlanmış katı bir filme dönüşür. Buharlaşma süreci olmadığından, UV mürekkepleri neredeyse sıfır VOC salınımı yaparak son derece temiz bir üretim döngüsü sunar.
Mekanik Yürütme: Endüstriyel Baskı Teknolojileri
Malzeme fiziği ve mürekkep kimyası belirlendikten sonra, son değişken mekanik dağıtım sistemidir. Doğru baskı teknolojisini seçmek çıktı kapasitenizi, kurulum maliyetlerinizi ve nihai karlılığınızı belirler.
Fleksografik Baskı
Fleksografi, esnek ambalaj endüstrisinin tartışmasız beygiridir. Dönme prensibiyle çalışan bu teknikte esnek fotopolimer plakalar kullanılır. Bir flekso baskı makinesinin kalbi aniloks silindiridir; milyonlarca mikroskobik hücreyle oyulmuş, son derece hassas bir ölçüm sistemi olarak görev yapan ve fotopolimer plakanın yükseltilmiş görüntü alanlarına tam hacimde mürekkep aktaran yüksek mühendislik ürünü bir silindirdir.
Fleksografide kritik ve genellikle göz ardı edilen bir mühendislik gereksinimi baskı öncesi distorsiyon hesaplamasıdır. Düz, esnek bir fotopolimer plaka silindirik bir baskı manşonunun etrafına sarılıp monte edildiğinde, dış yüzeyi doğal olarak gerilir (uzama). Baskı öncesi aşamada resme hassas matematiksel bozulma telafisi uygulanmazsa, nihai basılı görüntü plastik torba üzerinde eğri ve gergin görünecektir. Distorsiyon doğru bir şekilde hesaplandığında, modern flekso teknolojisi yıkıcı derecede verimli hale gelir. KETE tarafından tasarlananlar gibi gelişmiş servo tahrikli mimariler, mükemmel mikroskobik kaydı korurken 500m / dakikaya kadar çalışma hızlarını korur ve tesislerin büyük ihracat siparişlerini benzersiz bir verimlilikle almasına olanak tanır.
Rotogravür Baskı
Tasarım tavizsiz, sürekli tonlu fotoğrafik reprodüksiyon gerektirdiğinde, rotogravür baskı öncelik kazanır. Flekso baskının kabartılmış kauçuk plakalarının aksine, gravür baskıda tasarımın doğrudan yüzeyine lazerle kazındığı ağır metal silindirler kullanılır. Mürekkep silindire akar, bir sıyırma bıçağı görüntü olmayan alanlardaki fazlalıkları sıyırır ve mikroskobik hücrelerin içindeki mürekkep yoğun basınç yoluyla doğrudan plastiğe aktarılır. Gravür milyonlarca baskıda eşsiz bir renk doygunluğu sunarken, her bir renk istasyonu için ağır metal silindirleri işlemenin fahiş maliyeti nedeniyle giriş için ekonomik engel çok büyüktür.
Dijital Baskı (LEP & İleri Teknolojiler)
Endüstriyel dijital esnek ambalajı standart "inkjet" teknolojisi ile bir tutmak yaygın bir yanılgıdır. Gerçekte, üst düzey ticari dijital ambalajlamada baskın güç, HP Indigo gibi sistemlerin öncülük ettiği Sıvı Elektrofotografidir (LEP). Özel elektrik yüklü sıvı mürekkepler (ElectroInk) kullanan bu teknoloji, fiziksel plakaları tamamen ortadan kaldırarak her bir poşetin benzersiz serileştirilmiş sanat eserlerine sahip olabileceği Değişken Veri Baskısına (VDP) olanak tanır.
Bununla birlikte, dijital baskı son derece spesifik fiziksel sınırlamalar getirmektedir. Birincil zorluk laminasyon bağlanma mukavemetinde yatmaktadır. Dijital mürekkepler yüzeyde belirgin bir polimer katman oluşturduğundan, bazen basılı katmanı iç dolgu macunu ağına yapıştırırken kullanılan yapıştırıcıyla etkileşime girebilirler. Mühendisler, lamine katmanların stres altında ayrılmasını veya soyulmasını önlemek için son derece spesifik astarlar ve optimize edilmiş yapıştırıcılar kullanmalıdır.
Gizli Maliyetler ve TCO Break-Even Noktaları
Üretim stratejilerini değerlendirirken, salt birim başına maliyeti analiz etmek ölümcül bir yanlış hesaplamadır. Endüstriyel baskıda Toplam Sahip Olma Maliyeti (TCO) gizli kurulum ücretleri, kalibrasyon israfı ve Minimum Sipariş Miktarlarının (MOQ) matematiksel gerçekliği tarafından belirlenir.
Geleneksel bir baskı makinesinden tek bir kullanılabilir torba çıkmadan önce, tesis büyük bir sermaye hazırlığına girmektedir. Fotopolimer plakaların üretilmesi veya metal silindirlerin gravürlenmesi önemli miktarda ön harcama gerektirir. Ayrıca, yeni bir tasarım her monte edildiğinde, operatörlerin sadece renk kaydını ve ağ gerginliğini kalibre etmek için yüzlerce metre pahalı ham plastik film ve mürekkebi makineden geçirmesi gerekir. Bu "hazır hale getirme" israfı kaçınılmaz bir fiziksel maliyettir.
TCO Break-Even: Dijital vs. Flekso vs. Gravür
Bilinçli satın alma kararları vermek için nicel başa baş eşiklerine saygı göstermelisiniz. Mikro çalışmalar için 10.000 adetin altındadijital baskı mutlak bir TCO avantajına sahiptir. Dijital mürekkebin birim başına daha yüksek maliyeti, sıfır dolarlık klişe ve kurulum ücretleriyle tamamen dengeleniyor. Ancak, hacim ölçeklendikçe bu denklem şiddetle tersine döner. Sipariş hacmi bir kez 50.000 birim eşiğimatematiksel olarak büyük ölçüde fleksografiden yanadır. Bu ölçekte, ağır ilk plaka maliyetleri ve kalibrasyon atıkları büyük bir hacimde seyreltilir ve flekso baskılı bir torbanın birim başına maliyetinin dik, uçurum benzeri bir düşüş yaşamasına neden olur. Ayrıca, büyük ticari işler için 150,000 adetRotogravürün benzersiz verimliliği ve dayanıklılığı, fahiş ilk silindir maliyetlerini nihayet dengeleyerek onu küresel üretimin en üst kademelerinde mutlak en ekonomik seçim haline getirmiştir.
Kalite Güvencesi: Sıfır Hatalı Baskı Üretiminin Garantisi
Nihai ürün tüketicinin elinde parçalanıyorsa, tülbent gerginliği ve boya seviyelerine ilişkin teorik bilgiler işe yaramaz. Marka değerini korumak ve büyük uluslararası konteyner reddini önlemek için tesisler fabrika katında tavizsiz, deneysel olarak ölçülebilir kalite kontrol standartları uygulamalıdır.

Her ambalaj mühendisi için nihai teşhis aracı ASTM D3359 Çapraz Tarama Bandı Testi. Bu, polimer alt tabakalar üzerinde mürekkep yapışmasını değerlendirmek için kesin küresel endüstriyel standarttır. Prosedür öznel yorumlara yer bırakmaz: bir teknisyen özel bir kesici alet kullanarak doğrudan kürlenmiş mürekkebin içinden ve plastik filmin içine hassas bir ızgara deseni oyar. Son derece standartlaştırılmış basınca duyarlı bir bant ızgaranın üzerine sıkıca uygulanır, hava kabarcıklarını gidermek için düzleştirilir ve ardından 180 derecelik bir açıyla hızla koparılır. Izgara daha sonra büyütme altında incelenir. Mürekkep plastikten ayrılır ve banda katı bir kesirli paydan daha fazla yapışırsa (tipik olarak ASTM puanlaması altında sınıflandırılan 5%'nin üzerindeki herhangi bir çıkarma), parti anında başarısız olur. Bu acımasız, tartışılmaz bir ölçüttür.
Sonuç: Yüksek Verimli, Kârlı Bir Üretim Hattının Güvence Altına Alınması
Polimer baskının karmaşıklıklarında ustalaşmak, malzeme fiziği, hassas kimyasal formülasyonlar ve üst düzey makine mühendisliği arasında gezinmeyi gerektirir. Son derece kârlı, sıfır hatalı bir üretim hattı, pazarlık konusu olmayan değişkenlerden oluşan bir temel üzerine inşa edilir:
- Yüzey Fiziği: Mürekkep dökülmesini kalıcı olarak ortadan kaldırmak için hassas Corona Treatment ve Dyne seviyelerinin doğrulanması.
- Baskı Öncesi Mekaniği: Flekso silindirlerde fotopolimer uzamasını hesaba katmak için doğru baskı öncesi distorsiyonu hesaplama.
- Maliyet Ekonomisi: Üretim hacmine karşı plaka maliyetlerini optimize etmek için katı TCO başa baş eşiklerine uymak.
- Kalite Kontrol: Kitlesel dağıtımdan önce sert, ampirik ASTM yapışma testi talep ediyor.
Sermaye ekipmanı denizaşırı tesisinize gönderildikten sonra bir yapışma arızası veya mekanik sınırlama keşfetmek lojistik bir kabustur. Üretimi garanti altına almak için en derin strateji, bu mühendislik riskini sizin adınıza üstlenen bir üretici ile ortaklık kurmaktır. Herhangi bir üretim makinesi kasalanmadan ve dünyanın öbür ucuna gönderilmeden önce, gerçek günlük malzemelerinizi kullanarak kapasitesini kanıtlamalıdır.
Sevkiyat Öncesi Prova ile Dağıtım Riskini Ortadan Kaldırın
Milyonlarca dolarlık ambalaj stratejinizin deneme yanılmaya dayanmasına izin vermeyin. KETE, tescilli film alt tabakalarınızı ve özel mürekkep formülasyonlarınızı fabrika katımızda monte edilmiş makinede çalıştırarak performansı garanti eder. Makine tesisimizden ayrılmadan önce tam video doğrulaması sağlayarak titiz kayıt ve yapışma testleri gerçekleştiriyoruz.
Özel Makine Konfigürasyonu için bir KETE Mühendisi ile Görüşün