ความท้าทายพื้นฐานของการพิมพ์บนวัสดุพลาสติก
เมื่อเปลี่ยนจากการพิมพ์แบบดั้งเดิมที่ใช้กระดาษเป็นบรรจุภัณฑ์โพลิเมอร์ที่ยืดหยุ่นได้ ผู้จัดการฝ่ายผลิตจะพบอุปสรรคทางกายภาพที่รุนแรงทันที: พลาสติกปฏิเสธหมึกเหลวโดยธรรมชาติ การทำความเข้าใจปรากฏการณ์นี้ต้องมองไกลกว่าการพิมพ์ด้วยเครื่องจักรกลและตรวจสอบคุณสมบัติในระดับจุลภาคของวัสดุโพลิเมอร์ แม้ว่าแอปพลิเคชันเฉพาะทางที่ใช้บรรจุภัณฑ์แข็งอาจใช้การพิมพ์ฉลากในแม่พิมพ์ (In-Mold Labeling - IML) หรือการพิมพ์แบบถ่ายเทความร้อนในปริมาณน้อย แต่บรรจุภัณฑ์ที่ยืดหยุ่นในปริมาณมากเกือบทั้งหมดต้องพึ่งพาการพิมพ์แบบต่อเนื่องบนม้วนกระดาษในโดเมนแบบม้วนต่อเนื่องนี้ อุปสรรคทางกายภาพถือเป็นสิ่งที่แน่นอน
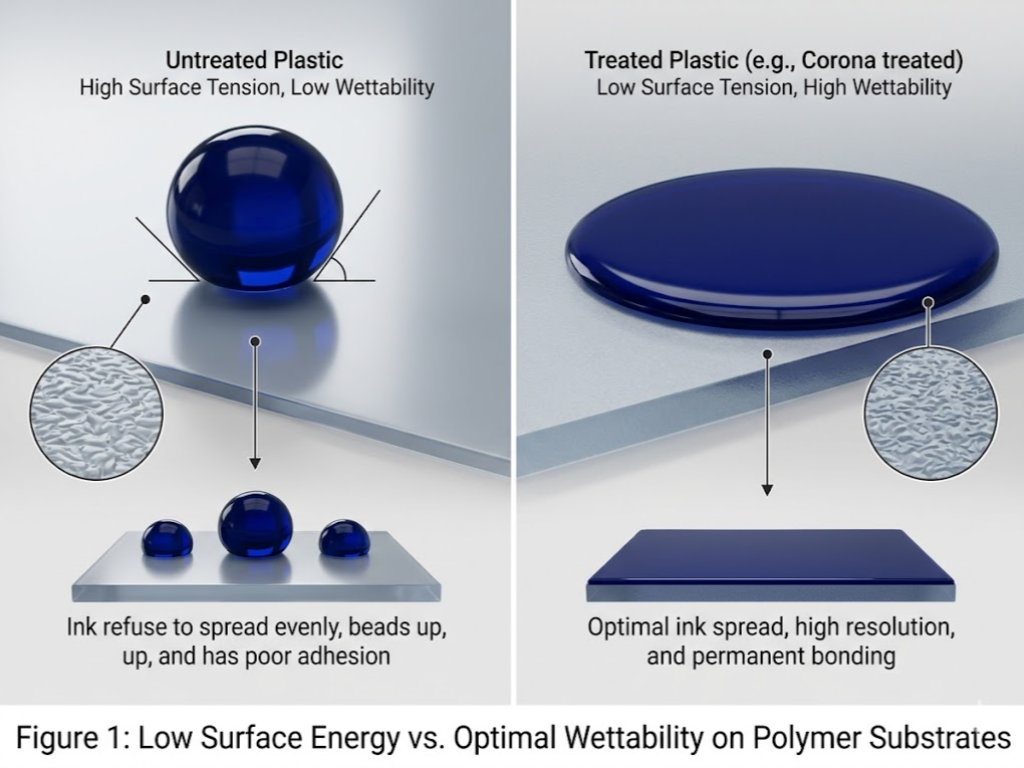
ต่างจากกระดาษซึ่งมีลักษณะพรุนโดยธรรมชาติและอนุญาตให้ของเหลวซึมผ่านเข้าไปในเส้นใยเซลลูโลสผ่านแรงตึงผิวของเส้นเลือดฝอย ฟิล์มพลาสติกไม่มีรูพรุนเลย ซึ่งหมายความว่าหมึกต้องอยู่บนผิวหน้าของฟิล์มอย่างสมบูรณ์แทนที่จะซึมเข้าไปในตัวมัน นอกจากนี้ วัสดุโพลีส่วนใหญ่ที่ยังไม่ผ่านการแปรรูป—โดยเฉพาะโพลีเอทิลีนและโพลีโพรพีレンที่ยังไม่ผ่านการบำบัด—มีพลังงานผิวหน้าที่ต่ำมากอย่างวิกฤต ในโลกของฟิสิกส์และกลไกการพิมพ์ พลังงานผิวหน้าเป็นตัวกำหนดว่าของเหลวจะมีปฏิสัมพันธ์กับผิวหน้าของวัสดุแข็งอย่างไร
หากพลังงานผิวของวัสดุรองรับต่ำกว่าความตึงผิวของหมึกเหลว หมึกจะไม่ยอมกระจายตัวอย่างสม่ำเสมอคุณสามารถจินตนาการสิ่งนี้ได้โดยนึกภาพหยดน้ำที่ตกลงบนฝากระโปรงรถที่เพิ่งเคลือบแว็กซ์ใหม่หรือกระทะเทฟลอนที่ไม่ติดอาหาร; ของเหลวจะเกาะตัวเป็นหยดทันทีเนื่องจากเอฟเฟกต์ดอกบัว โดยไม่ต้องมีการแทรกแซงทางเคมีหรือทางกายภาพ หมึกอุตสาหกรรมมาตรฐานที่ทาลงบนฟิล์มพลาสติกดิบจะเกาะตัวเป็นหยด หดตัว เป็นริ้ว หรือหลุดออกทั้งหมดในลักษณะเดียวกัน การขาด "ความสามารถในการเปียก" นี้ส่งผลให้ความละเอียดของการพิมพ์แย่ลงอย่างมาก เกิดของเสียจากการผลิตจำนวนมาก และความล้มเหลวในการยึดเกาะทั้งหมด
กฎที่ไม่ได้พูด: ทำไมการเตรียมผิวหน้าจึงไม่สามารถต่อรองได้
การตระหนักถึงพลังงานผิวต่ำของโพลีเมอร์เป็นเพียงก้าวแรกเท่านั้น; การแก้ปัญหาทางวิศวกรรมที่สำคัญอยู่ที่การเปลี่ยนแปลงสภาพทางกายภาพนั้นก่อนที่ฟิล์มจะสัมผัสกับกระบอกพิมพ์ การข้ามขั้นตอนการเตรียมผิวเป็นสาเหตุหลักของการหลุดลอกของหมึกอย่างรุนแรงและการปฏิเสธจากลูกค้าในภายหลัง ไม่ว่าอุปกรณ์การพิมพ์ของคุณจะทันสมัยเพียงใด การข้ามขั้นพื้นฐานนี้ย่อมนำไปสู่ความล้มเหลวทางกลไกอย่างแน่นอน
มาตรฐานอุตสาหกรรมสำหรับการแก้ไขอุปสรรคทางกายภาพนี้คือการบำบัดด้วยโคโรนา (Corona Treatment) ให้คิดถึงเครื่องบำบัดโคโรนาเป็นเหมือนพายุฟ้าผ่าที่ควบคุมได้และมีขนาดเล็กมาก ทำงานร่วมกับเครื่องพิมพ์อย่างต่อเนื่อง เมื่อแผ่นพลาสติกถูกป้อนเข้าสู่สถานีพิมพ์ มันจะผ่านใต้ขั้วไฟฟ้าแรงดันสูงที่ปล่อยอากาศไอออนเข้าไปโจมตีพื้นผิวของโพลิเมอร์ การปล่อยประจุไฟฟ้าอย่างรุนแรงนี้จะทำลายพันธะโมเลกุลบนพื้นผิวของพลาสติก ทำให้เกิดการออกซิเดชันในระดับจุลภาคและเพิ่มกลุ่มที่มีขั้วไฟฟ้าทันใดนั้น พื้นผิวที่เรียบลื่นและทนทานของพลาสติกก็เปลี่ยนเป็นเหมือนเวลโครขนาดจิ๋ว พร้อมที่จะยึดเกาะและเชื่อมติดกับเรซินหมึกอย่างถาวร
เพื่อให้กระบวนการนี้ประสบความสำเร็จ ผู้ปฏิบัติงานต้องพึ่งพาการทดสอบระดับไดน์อย่างเข้มงวด ไดน์เป็นหน่วยมาตรฐานในการวัดแรงตึงผิว สำหรับหมึกที่จะยึดติดกับบรรจุภัณฑ์ที่ยืดหยุ่นได้อย่างสมบูรณ์แบบโดยไม่ลอกหรือแตกร้าวภายใต้แรงเสียดทาน ฟิล์มที่ผ่านการบำบัดแล้วจะต้องมีค่าการวัดระหว่าง 38 ถึง 42 ไดน์/ซม. การพยายามผลิตเชิงพาณิชย์บนฟิล์มที่ทดสอบได้ต่ำกว่า 36 ไดน์/ซม. ถือเป็นความเสี่ยงในการดำเนินงานอย่างมากนอกจากนี้ วิศวกรต้องคำนึงถึง "การเสื่อมสภาพ" ด้วย—ผลของการบำบัดด้วยโคโรนาจะลดลงเมื่อเวลาผ่านไป หากม้วนฟิล์มถูกบำบัดที่โรงงานอัดรีดและเก็บไว้ในคลังสินค้าเป็นเวลาหกเดือน ระดับไดน์จะลดลงอย่างมาก ทำให้จำเป็นต้อง "บำบัดซ้ำ" โดยตรงบนแท่นพิมพ์ก่อนที่จะใช้หมึก
ตัวแปรหลัก: การระบุวัสดุพื้นฐานในความสัมพันธ์แบบหลายฝ่ายของคุณ
หลักการพื้นฐานทางวิศวกรรมในบรรจุภัณฑ์ที่ยืดหยุ่นคือขีดจำกัดทางกายภาพของวัสดุพื้นฐานกำหนดกระบวนการทั้งหมดในขั้นตอนต่อไป คุณต้องกำหนดวัสดุก่อนการคิดค้นหมึกหรือการเลือกเครื่องจักร โพลีเมอร์ต่างชนิดกันมีปฏิกิริยาที่แตกต่างกันอย่างมากต่อแรงดึง, ความร้อน, และตัวทำละลายทางเคมี
โพลีเอทิลีนชนิดต่างๆ
โพลีเอทิลีนพบได้ทั่วไป แต่ความหนาแน่นที่แตกต่างกันของมันมีพฤติกรรมเหมือนวัสดุที่แตกต่างกันโดยสิ้นเชิงภายใต้แรงกดดัน โพลีเอทิลีนความหนาแน่นต่ำ (LDPE) มีคุณค่าในความนุ่มและยืดหยุ่นได้ดี จึงต้องการหมึกที่มีความยืดหยุ่นสูง ในทางตรงกันข้าม โพลีเอทิลีนความหนาแน่นสูง (HDPE) ซึ่งใช้สำหรับถุงช้อปปิ้งที่แข็งแรง มีความแข็งแรงในการดึงสูงแต่มีความยืดหยุ่นน้อยกว่า จึงต้องการหมึกที่ออกแบบมาเพื่อทนต่อการขีดข่วนหนัก
สูงกั้น & ลาเมล
สำหรับสินค้าที่ต้องการความเข้มงวดสูง เช่น กาแฟหรือของเหลว การพิมพ์บนผิวหน้าไม่เพียงพอ การออกแบบใช้ "การพิมพ์ย้อนกลับ" ลงบนด้านในของชั้นนอกที่ใส (BOPP/PET) ชั้นที่พิมพ์นี้จะถูกเคลือบเข้ากับชั้นกั้นด้านใน (ฟอยล์หรือ PE) ผลลัพธ์ที่ได้คือหมึกจะถูกกักเก็บอย่างถาวรในแซนด์วิชโพลิเมอร์ ทำให้ทนต่อการขีดข่วนได้ 100% ระหว่างการขนส่งทั่วโลก
ปุ๋ยหมักได้ & พลาสติกชีวภาพ
ไบโอพลาสติก เช่น PLA และ PBAT มีข้อจำกัดในการผลิตอย่างมาก PLA มีความทนทานต่อความร้อนต่ำมากและจะละลายเมื่ออยู่ในเตาอบแห้งที่มีความเข้มข้นสูง นอกจากนี้ หมึกที่ได้รับการรับรองว่าสามารถย่อยสลายได้มักมีข้อจำกัดในแง่ของช่วงสี แบรนด์ที่เปลี่ยนมาใช้ไบโอพลาสติกจำเป็นต้องออกแบบอย่างเรียบง่ายและใช้พื้นที่ว่างเปล่าแทนการใช้หมึกสีทึบ
การจับคู่เคมีหมึกกับวัสดุฐานโพลีเมอร์
เมื่อได้กำหนดวัสดุพื้นผิวและทำการบำบัดให้ถึงระดับไดน์ที่ถูกต้องแล้ว ขั้นตอนต่อไปคือการมุ่งเน้นไปที่เคมีของหมึก การเลือกใช้สูตรหมึกที่ไม่เหมาะสมไม่เพียงแต่จะทำให้เกิดความล้มเหลวในด้านความสวยงามเท่านั้น แต่ยังอาจละเมิดกฎหมายการปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อมที่เข้มงวด ทำให้สินค้าทั้งหมดไม่สามารถขายได้เมื่อส่งข้ามพรมแดนระหว่างประเทศ
สูตรที่ใช้ตัวทำละลายและสูตรที่ใช้สารละลายน้ำ
เป็นเวลาหลายทศวรรษที่หมึกพิมพ์ชนิดละลายตัวครองตลาดบรรจุภัณฑ์แบบยืดหยุ่น โครงสร้างทางเคมีที่รุนแรงของหมึกเหล่านี้ช่วยให้สามารถกัดเข้าไปในโครงสร้างพอลิเมอร์ได้ และแห้งเกือบจะทันทีเมื่อตัวทำละลายระเหยเข้าสู่บรรยากาศ การแห้งอย่างรวดเร็วนี้ทำให้ได้การพิมพ์ที่มีความทนทานสูงมาก ทนต่อรอยขีดข่วน และสามารถทำงานบนเครื่องจักรที่มีความเร็วสูงมากได้ อย่างไรก็ตาม การระเหยของสารประกอบอินทรีย์ระเหยง่าย (VOCs) สร้างปัญหาสิ่งแวดล้อมและสุขภาพในการทำงานอย่างรุนแรง ทำให้เกิดการบังคับใช้กฎหมายอย่างเข้มงวดทั่วโลก
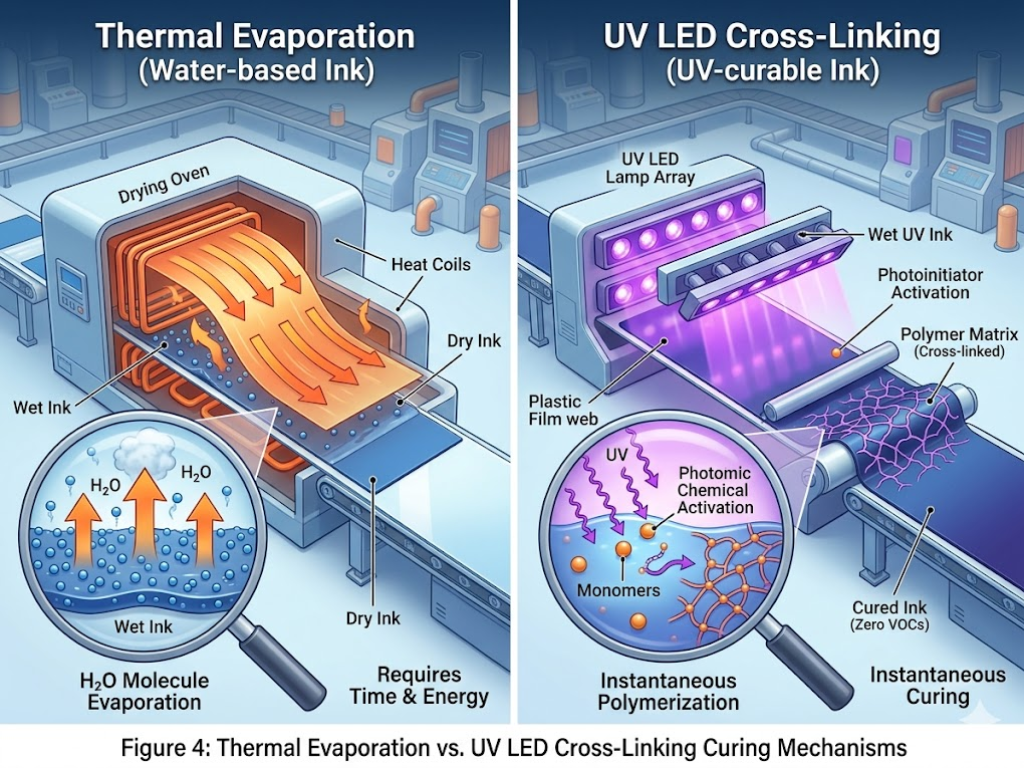
เพื่อตอบสนองต่อสิ่งนี้ หมึกพิมพ์สูตรน้ำได้กลายเป็นมาตรฐานที่ยั่งยืนอย่างรวดเร็ว แม้ว่าจะเป็นมิตรต่อสิ่งแวดล้อมสูงและไม่มีสารพิษ—ทำให้เหมาะอย่างยิ่งสำหรับบรรจุภัณฑ์ที่สัมผัสอาหารโดยตรง—หมึกพิมพ์สูตรน้ำยังคงมีอุปสรรคทางอุณหพลศาสตร์ที่เป็นเอกลักษณ์น้ำระเหยช้ากว่าตัวทำละลายทางเคมีอย่างมีนัยสำคัญ โดยเฉพาะอย่างยิ่งบนพลาสติกที่ไม่มีรูพรุน ดังนั้น การใช้งานหมึกที่มีน้ำเป็นฐานที่ความเร็วเชิงพาณิชย์จึงต้องใช้อาหารอบแห้งขั้นสูงที่ใช้พลังงานสูงซึ่งต้องติดตั้งโดยตรงกับเครื่องพิมพ์ หากไม่มีการสกัดความร้อนที่เพียงพอ หมึกที่เปียกจะ "ถ่ายโอน" ไปยังด้านหลังของแผ่นวัสดุในขณะที่ม้วนกลับเป็นม้วนสำเร็จรูป
เทคโนโลยีที่รักษาด้วยรังสียูวี-ซี
หมึกที่แห้งด้วยแสงยูวี (UV-curable inks) มอบการประนีประนอมทางเทคโนโลยีที่ยอดเยี่ยมระหว่างความคงทนและความสอดคล้องกับสิ่งแวดล้อม แทนที่จะแห้งผ่านการระเหยด้วยความร้อน หมึกเหล่านี้จะคงสภาพเป็นของเหลวอย่างสมบูรณ์จนกระทั่งถูกสัมผัสกับแสงยูวี (UV) ที่มีความเข้มสูงหรือแสงจากหลอดไฟยูวี LED หมึกจะเริ่มทำงานเมื่อถูกกระตุ้นด้วยแสงยูวี ซึ่งจะทำให้เกิดปฏิกิริยาการเชื่อมขวาง (cross-linking reaction) อย่างรวดเร็วเกือบจะทันทีภายในหมึกในเสี้ยววินาที หมึกเหลวจะเกิดการโพลีเมอไรซ์ กลายเป็นฟิล์มแข็งที่เชื่อมติดกับผิววัสดุอย่างแน่นหนา เนื่องจากไม่มีกระบวนการระเหย หมึกยูวีจึงปล่อยสารประกอบอินทรีย์ระเหย (VOCs) เกือบเป็นศูนย์ ทำให้กระบวนการผลิตสะอาดเป็นพิเศษ
การดำเนินงานเชิงกล: เทคโนโลยีการพิมพ์อุตสาหกรรม
เมื่อได้กำหนดคุณสมบัติทางฟิสิกส์ของวัสดุและเคมีของหมึกแล้ว ตัวแปรสุดท้ายคือระบบการส่งมอบทางกลไก การเลือกเทคโนโลยีการพิมพ์ที่เหมาะสมจะกำหนดความสามารถในการผลิตของคุณ ต้นทุนการตั้งค่า และผลกำไรสูงสุด
การพิมพ์แบบเฟล็กโซกราฟฟิก
เฟล็กโซกราฟีเป็นเครื่องมือหลักที่ไม่มีใครโต้แย้งในอุตสาหกรรมบรรจุภัณฑ์ที่ยืดหยุ่นได้ ด้วยการทำงานบนหลักการหมุนเวียน เทคนิคนี้ใช้แผ่นโฟโตโพลิเมอร์ที่ยืดหยุ่นได้ หัวใจสำคัญของเครื่องพิมพ์เฟล็กโซกราฟีคือลูกกลิ้งอะนิล็อกซ์—กระบอกที่ได้รับการออกแบบทางวิศวกรรมอย่างสูงซึ่งมีเซลล์ขนาดจิ๋วหลายล้านเซลล์ที่ทำงานเป็นระบบวัดปริมาณที่แม่นยำสูงมาก ถ่ายโอนปริมาณหมึกที่แน่นอนไปยังพื้นที่ภาพที่ยกขึ้นของแผ่นโฟโตโพลิเมอร์
ข้อกำหนดทางวิศวกรรมที่สำคัญและมักถูกมองข้ามในกระบวนการพิมพ์เฟล็กโซกราฟีคือการคำนวณการบิดเบือนก่อนการพิมพ์ เมื่อแผ่นโฟโตโพลิเมอร์ที่แบนและยืดหยุ่นถูกพันและติดตั้งรอบปลอกพิมพ์ทรงกระบอก พื้นผิวด้านนอกของแผ่นจะยืดออกโดยธรรมชาติ (การยืดตัว) หากไม่มีการชดเชยการบิดเบือนทางคณิตศาสตร์ที่แม่นยำกับงานศิลปะในขั้นตอนก่อนการพิมพ์ ภาพพิมพ์สุดท้ายจะปรากฏบิดเบี้ยวและยืดออกบนถุงพลาสติก เมื่อคำนวณการบิดเบือนได้อย่างแม่นยำแล้ว เทคโนโลยีเฟล็กโซกราฟีสมัยใหม่จะทำงานได้อย่างมีประสิทธิภาพอย่างน่าทึ่งสถาปัตยกรรมขับเคลื่อนด้วยเซอร์โวขั้นสูง เช่น ที่ออกแบบโดย KETE สามารถรักษาความเร็วในการทำงานได้สูงถึง 500 เมตรต่อนาที ในขณะที่ยังคงความแม่นยำในระดับจุลภาคอย่างสมบูรณ์แบบ ทำให้สถานประกอบการสามารถรองรับคำสั่งซื้อส่งออกจำนวนมากได้อย่างมีประสิทธิภาพเหนือชั้น
การพิมพ์โรโตกราเวียร์
เมื่อการออกแบบต้องการการพิมพ์ภาพถ่ายแบบต่อเนื่องที่ไม่มีการลดทอนคุณภาพ การพิมพ์แบบโรโตกราวิเออร์จะมีความสำคัญเหนือกว่า ไม่เหมือนกับแผ่นยางนูนของเฟล็กโซ การพิมพ์กราวิเออร์ใช้กระบอกโลหะหนักที่มีการแกะสลักลวดลายโดยตรงด้วยเลเซอร์บนพื้นผิวของมันหมึกจะไหลท่วมกระบอกสูบ จากนั้นใบมีดจะขูดเอาหมึกส่วนเกินออกจากพื้นที่ที่ไม่มีภาพ หมึกภายในเซลล์ขนาดจุลภาคจะถ่ายโอนไปยังพลาสติกโดยตรงผ่านแรงกดดันอย่างเข้มข้น ในขณะที่การพิมพ์กราวัวร์ให้สีสันที่สดใสเหนือกว่าเมื่อพิมพ์หลายล้านครั้ง อุปสรรคทางเศรษฐกิจในการเริ่มต้นนั้นสูงมากเนื่องจากต้นทุนการกลึงกระบอกสูบโลหะหนักสำหรับแต่ละสถานีสีที่สูงเกินไป
การพิมพ์ดิจิทัล (LEP & เทคโนโลยีขั้นสูง)
ความเข้าใจผิดที่พบบ่อยคือการเปรียบเทียบบรรจุภัณฑ์ดิจิทัลแบบยืดหยุ่นสำหรับอุตสาหกรรมกับเทคโนโลยี "อิงค์เจ็ท" มาตรฐานในความเป็นจริง แรงขับเคลื่อนหลักในบรรจุภัณฑ์ดิจิทัลเชิงพาณิชย์ระดับไฮเอนด์คือ ลิควิดอิเล็กโทรโฟโตกราฟี (LEP) ซึ่งได้รับการบุกเบิกโดยระบบอย่าง HP Indigo โดยใช้หมึกเหลวที่มีประจุไฟฟ้าพิเศษ (ElectroInk) เทคโนโลยีนี้กำจัดแผ่นพิมพ์ทางกายภาพออกไปทั้งหมด ทำให้สามารถพิมพ์ข้อมูลที่เปลี่ยนแปลงได้ (VDP) ซึ่งแต่ละถุงสามารถมีงานศิลปะที่มีหมายเลขซีเรียลเฉพาะตัวได้
อย่างไรก็ตาม การพิมพ์ดิจิทัลมีข้อจำกัดทางกายภาพที่เฉพาะเจาะจงสูง ความท้าทายหลักอยู่ที่ความแข็งแรงของการยึดติดของแผ่นเคลือบ เนื่องจากหมึกพิมพ์ดิจิทัลจะสร้างชั้นโพลิเมอร์ที่แยกออกจากกันบนพื้นผิว บางครั้งอาจรบกวนกับกาวที่ใช้ในการยึดติดชั้นที่พิมพ์กับแผ่นซีลด้านใน วิศวกรจำเป็นต้องใช้ไพรเมอร์ที่เฉพาะเจาะจงสูงและกาวที่ได้รับการปรับให้เหมาะสมเพื่อป้องกันไม่ให้ชั้นเคลือบแยกออกจากกันหรือหลุดลอกออกภายใต้แรงกดดัน
ต้นทุนแฝงและจุดคุ้มทุนของต้นทุนรวมตลอดวงจรชีวิต
เมื่อประเมินกลยุทธ์การผลิต การวิเคราะห์ต้นทุนต่อหน่วยอย่างบริสุทธิ์เป็นการคำนวณที่ผิดพลาดอย่างร้ายแรง ต้นทุนรวมของการเป็นเจ้าของ (Total Cost of Ownership - TCO) ในการพิมพ์อุตสาหกรรมถูกกำหนดโดยค่าธรรมเนียมการตั้งค่าที่ซ่อนอยู่, ของเสียจากการปรับเทียบ, และความเป็นจริงทางคณิตศาสตร์ของปริมาณการสั่งซื้อขั้นต่ำ (Minimum Order Quantities - MOQ)
ก่อนที่ถุงใช้งานได้ใบแรกจะออกจากเครื่องกดแบบดั้งเดิม โรงงานต้องลงทุนเตรียมทุนจำนวนมาก การผลิตแผ่นโฟโตโพลิเมอร์หรือการแกะสลักกระบอกโลหะต้องใช้ค่าใช้จ่ายล่วงหน้าจำนวนมาก นอกจากนี้ ทุกครั้งที่ติดตั้งดีไซน์ใหม่ ผู้ปฏิบัติงานต้องใช้ฟิล์มพลาสติกและหมึกที่มีราคาแพงหลายร้อยเมตรผ่านเครื่องเพียงเพื่อปรับเทียบการลงทะเบียนสีและความตึงของวัสดุ นี่เป็นค่าใช้จ่ายทางกายภาพที่หลีกเลี่ยงไม่ได้
จุดคุ้มทุน TCO: ดิจิทัล vs. เฟล็กโซ vs. กราวัวร์
เพื่อทำการตัดสินใจจัดซื้ออย่างมีข้อมูล คุณต้องเคารพเกณฑ์จุดคุ้มทุนเชิงปริมาณ สำหรับการผลิตขนาดเล็กมากของ ต่ำกว่า 10,000 หน่วยการพิมพ์ดิจิทัลมีความได้เปรียบด้านต้นทุนรวมตลอดอายุการใช้งาน (TCO) อย่างเด็ดขาด แม้ว่าต้นทุนหมึกดิจิทัลต่อหน่วยจะสูงกว่า แต่ต้นทุนแม่พิมพ์และค่าตั้งค่าเครื่องที่เท่ากับศูนย์สามารถชดเชยได้ทั้งหมด อย่างไรก็ตาม สมการนี้จะเปลี่ยนไปอย่างสิ้นเชิงเมื่อปริมาณงานเพิ่มขึ้น เมื่อปริมาณการสั่งซื้อเกินกว่า เกณฑ์ขั้นต่ำ 50,000 หน่วย, คณิตศาสตร์สนับสนุนการพิมพ์แบบเฟล็กโซกราฟีอย่างมาก ในระดับนี้ ต้นทุนเริ่มต้นของแผ่นพิมพ์และของเสียจากการปรับเทียบที่มากจะถูกกระจายไปทั่วปริมาณมหาศาล ทำให้ต้นทุนต่อหน่วยของถุงที่พิมพ์ด้วยเฟล็กโซกราฟีลดลงอย่างรวดเร็ว นอกจากนี้ สำหรับการผลิตเชิงพาณิชย์ขนาดใหญ่ที่เกินกว่า หนึ่งแสนห้าหมื่นหน่วยประสิทธิภาพและความทนทานที่ไม่มีใครเทียบได้ของ Rotogravure ในที่สุดก็ชดเชยต้นทุนกระบอกเริ่มต้นที่สูงมาก ทำให้เป็นตัวเลือกที่ประหยัดที่สุดอย่างแท้จริงในระดับการผลิตสูงสุดของโลก
การประกันคุณภาพ: รับประกันการผลิตงานพิมพ์ปราศจากข้อบกพร่อง
ความรู้ทางทฤษฎีเกี่ยวกับความตึงของเว็บและระดับไดน์จะไร้ประโยชน์หากผลิตภัณฑ์สุดท้ายลอกออกจากกันในมือของผู้บริโภค เพื่อปกป้องมูลค่าแบรนด์และป้องกันการปฏิเสธสินค้าในตู้คอนเทนเนอร์ระหว่างประเทศในวงกว้าง โรงงานจำเป็นต้องนำมาตรฐานการควบคุมคุณภาพที่ไม่ประนีประนอมและสามารถวัดผลได้ตามหลักวิทยาศาสตร์มาใช้ในกระบวนการผลิต

เครื่องมือวินิจฉัยที่ดีที่สุดสำหรับวิศวกรบรรจุภัณฑ์คือ ASTM D3359 การทดสอบเทปแบบกากบาท. นี่คือมาตรฐานอุตสาหกรรมระดับโลกที่ชัดเจนสำหรับการประเมินการยึดเกาะของหมึกบนวัสดุโพลีเมอร์ ขั้นตอนนี้ไม่เปิดโอกาสให้มีการตีความแบบอัตวิสัย: ช่างเทคนิคใช้เครื่องมือตัดเฉพาะทางเพื่อแกะลายตารางที่แม่นยำผ่านหมึกที่แห้งแล้วและเข้าไปในฟิล์มพลาสติก เทปที่มีความไวต่อแรงกดซึ่งมีมาตรฐานสูงจะถูกติดลงบนตารางอย่างแน่นหนา ลูบให้เรียบเพื่อขจัดฟองอากาศ จากนั้นดึงออกอย่างรวดเร็วที่มุม 180 องศาจากนั้นจะทำการตรวจสอบตารางภายใต้การขยายภาพ หากหมึกหลุดออกจากพลาสติกและติดกับเทปเกินกว่าค่าที่อนุญาตอย่างเข้มงวด (โดยทั่วไปคือมากกว่า 5% ที่ถือว่าไม่ผ่านตามการให้คะแนนของ ASTM) ล็อตนั้นจะถือว่าไม่ผ่านในทันที นี่เป็นเกณฑ์ที่เข้มงวดและไม่อาจโต้แย้งได้
บทสรุป: การสร้างสายการผลิตที่ให้ผลตอบแทนสูงและทำกำไร
การเชี่ยวชาญความซับซ้อนของการพิมพ์โพลีเมอร์ต้องอาศัยการฝ่าฟันอุปสรรคทั้งทางฟิสิกส์ของวัสดุ การปรับสูตรเคมีอย่างแม่นยำ และวิศวกรรมเครื่องกลขั้นสูง สายการผลิตที่สร้างกำไรสูงและปราศจากข้อบกพร่องต้องตั้งอยู่บนรากฐานของตัวแปรที่ไม่สามารถต่อรองได้:
- ฟิสิกส์ของผิวหน้า การตรวจสอบระดับการรักษาโคโรนาและไดน์อย่างแม่นยำเพื่อขจัดปัญหาหมึกหลุดลอกอย่างถาวร
- กลไกก่อนการพิมพ์: การคำนวณการบิดเบือนก่อนการพิมพ์อย่างแม่นยำเพื่อคำนึงถึงการยืดตัวของโฟโตโพลิเมอร์บนกระบอกเฟล็กโซ
- เศรษฐศาสตร์ต้นทุน: เคารพเกณฑ์จุดคุ้มทุน TCO อย่างเคร่งครัดเพื่อเพิ่มประสิทธิภาพต้นทุนแผ่นงานเทียบกับปริมาณการผลิต
- การควบคุมคุณภาพ: การทดสอบการยึดเกาะตามมาตรฐาน ASTM ที่เข้มงวดและอิงหลักฐานเชิงประจักษ์อย่างละเอียด ก่อนการนำไปใช้งานในวงกว้าง
การค้นพบความล้มเหลวของการยึดติดหรือข้อจำกัดทางกลหลังจากที่ได้จัดส่งอุปกรณ์หลักไปยังโรงงานในต่างประเทศแล้ว ถือเป็นฝันร้ายในด้านการจัดการโลจิสติกส์ กลยุทธ์ที่มีประสิทธิภาพสูงสุดในการรับประกันผลผลิตคือการร่วมมือกับผู้ผลิตที่ยอมรับความเสี่ยงทางวิศวกรรมนี้แทนคุณ ก่อนที่เครื่องจักรสำหรับการผลิตใดๆ จะถูกบรรจุในลังและจัดส่งไปทั่วโลก เครื่องจักรนั้นต้องพิสูจน์ความสามารถโดยใช้วัสดุจริงที่คุณใช้งานในแต่ละวัน
ลดความเสี่ยงในการติดตั้งด้วยการตรวจสอบก่อนจัดส่ง
อย่าปล่อยให้กลยุทธ์บรรจุภัณฑ์มูลค่าหลายล้านดอลลาร์ของคุณต้องพึ่งพาการลองผิดลองถูก KETE รับประกันประสิทธิภาพด้วยการทดสอบฟิล์มซับสเตรตเฉพาะของคุณและสูตรหมึกที่ออกแบบเฉพาะ ผ่านเครื่องที่ประกอบเสร็จสมบูรณ์บนพื้นที่โรงงานของเรา เราดำเนินการทดสอบการลงทะเบียนและความยึดเกาะอย่างเข้มงวด พร้อมมอบวิดีโอการตรวจสอบอย่างครบถ้วนก่อนที่เครื่องจะออกจากโรงงานของเรา
ติดต่อวิศวกร KETE เพื่อกำหนดค่าเครื่องจักรตามความต้องการของคุณ