Introduction
Une usure de 0,1 mm de la racle dans un environnement de production à grande vitesse peut couper 10 000 mètres de substrat d'emballage, transformant un profit potentiel en déchet industriel. Dans l'environnement moderne de la fabrication, la précision n'est pas seulement un rêve, mais le fondement de la durabilité économique. Pour maintenir une qualité d'impression supérieure et prolonger la durée de vie des lames, il est essentiel de comprendre les nuances mécaniques. Dans les conditions de vitesse élevée des procédés d'impression flexographique et hélio, la racle d'impression est le point de contact mécanique clé entre la mécanique des fluides compliquée et le substrat final. Ce composant est souvent ignoré en raison de son apparence simple, mais il est le juge final de l'épaisseur du film d'encre et, par conséquent, de l'intégrité esthétique et fonctionnelle du produit imprimé.
Avec l'accélération du rythme de production et les exigences croissantes des marques en matière de constance absolue des couleurs, la maîtrise des particularités techniques du choix et de la mise en œuvre des racles d'impression est devenue non seulement une tâche marginale, mais aussi une compétence nécessaire à toute entreprise d'impression compétitive. Cela est particulièrement vrai lorsqu'il s'agit d'identifier les exigences spécifiques des racles d'héliogravure par rapport à une racle pour l'impression flexo, surtout lorsqu'il s'agit d'encres abrasives.
Qu'est-ce qu'une racle et quelle est son importance dans l'impression ?
Une racle est une bande de haute précision, généralement fabriquée en acier ou en polymères synthétiques, qui est utilisée pour nettoyer l'excès d'encre sur la surface lisse d'un cylindre d'impression ou sur les alvéoles gravées d'un rouleau anilox. Sa fonction principale est le dosage, ou le processus consistant à s'assurer qu'il ne reste qu'une quantité d'encre préétablie et précise dans les gravures avant qu'elle ne soit transférée sur la plaque ou le substrat.
L'importance de cet élément ne peut être surestimée. La racle d'un système flexographique est un contrôleur volumétrique. En son absence, le transfert d'encre serait incontrôlable, ce qui entraînerait des inondations, des densités irrégulières et une perte totale de la gamme des tons. D'un point de vue économique, l'un des principaux leviers de contrôle des coûts est la racle. Un dosage correct permet d'économiser de l'encre et de limiter le nombre de rejets, qui sont les tueurs de profits silencieux de l'industrie de l'emballage. En outre, la racle protège la partie la plus coûteuse de la presse : le rouleau anilox en céramique ou le cylindre gravé en héliogravure. Une lame sélectionnée ou mal entretenue peut provoquer des rayures permanentes causées par des particules dures sur ces surfaces, ce qui entraîne des pannes d'équipement désastreuses et des coûts d'investissement considérables pour les remplacer.

Le principe de fonctionnement : comment les lames Doctor Blades garantissent la précision
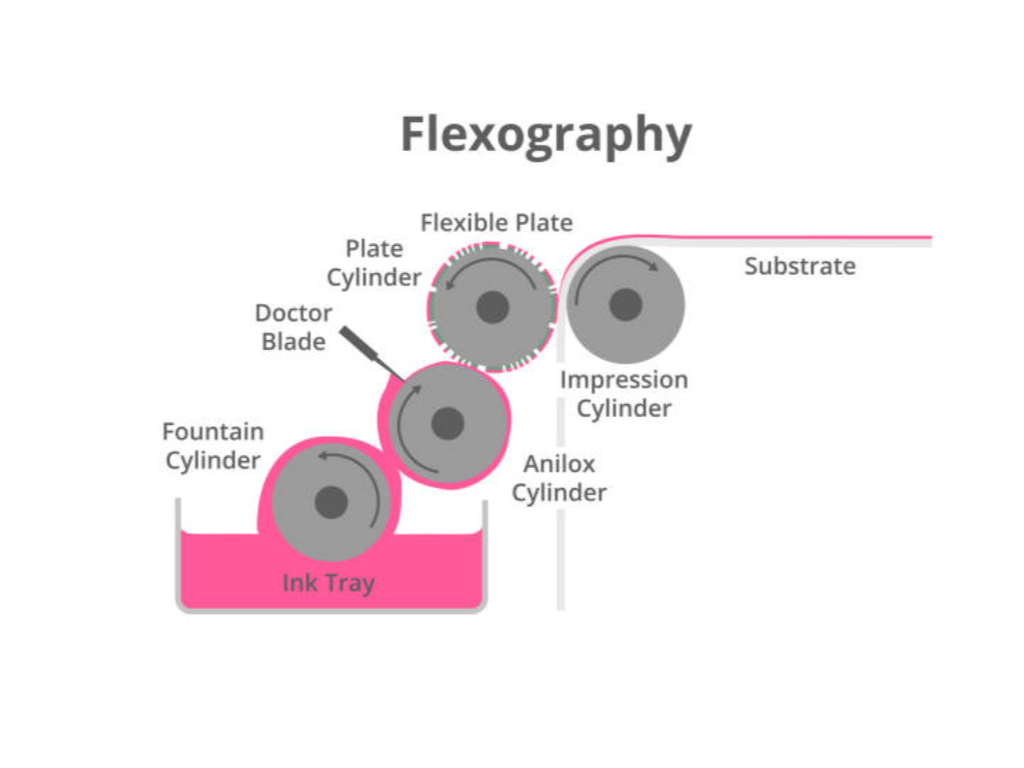
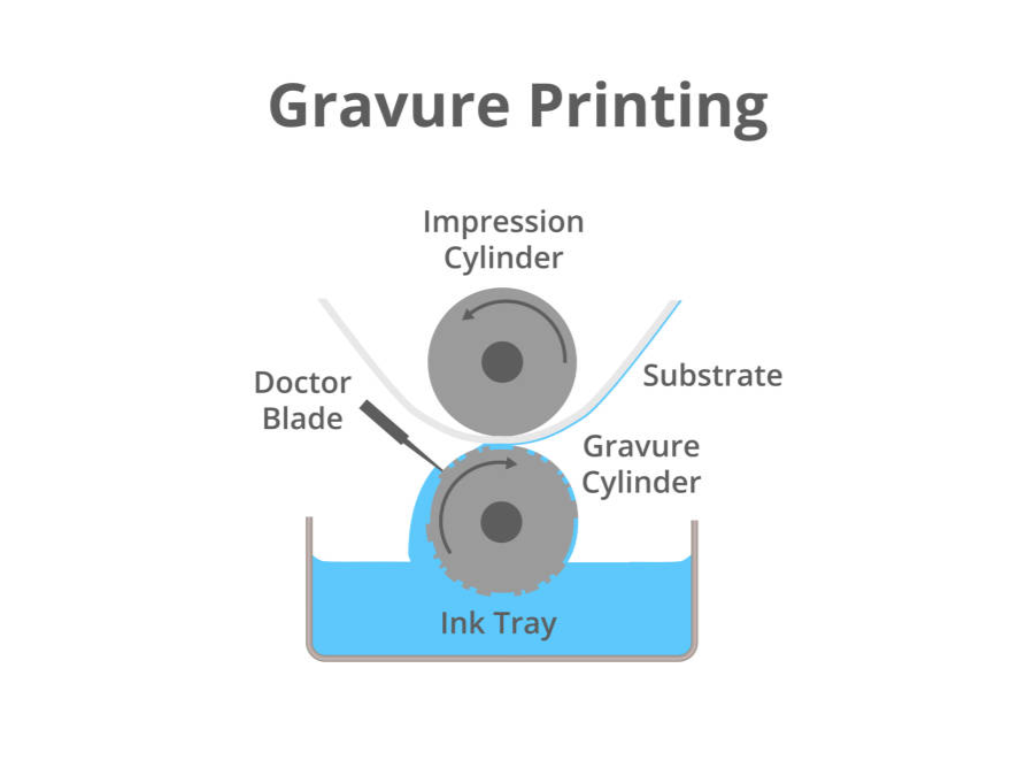
L'efficacité du fonctionnement d'une racle repose sur le concept d'essuyage mécanique et de cisaillement des fluides. Le cylindre d'impression tournant à grande vitesse, il transporte l'excédent d'encre de la fontaine à la plaque d'impression. Pour cisailler cet excédent, la racle est réglée à un angle de contact donné, généralement de 30 à 35 degrés.
Il s'agit d'un équilibre subtil entre plusieurs forces. D'une part, il y a la pression pneumatique ou mécanique sur la lame pour la fixer sur le cylindre. D'autre part, il y a le soulèvement hydrodynamique du film d'encre lui-même. La racle est un gardien vigilant qui se croise rapidement, et seule une quantité très précise d'encre est autorisée à passer à travers sa porte microscopique pour assurer un transfert d'encre constant. Lorsque la pression est insuffisante, la lame flotte sur le film d'encre, ce qui donne lieu à des crachats ou à un voilage. Une pression excessive augmente le taux de friction, ce qui entraîne une usure prématurée de la lame et du cylindre, et peut produire suffisamment de chaleur pour modifier la viscosité chimique de l'encre. La précision est assurée par la stabilité du porte-lame et l'uniformité de l'empreinte de la lame, c'est-à-dire la surface réelle de contact avec le cylindre.
Comprendre les types de lames de racle les plus courants dans l'imprimerie
Les racles ne sont pas homogènes ; elles peuvent être classées en fonction de leur géométrie physique et des systèmes mécaniques dans lesquels elles sont contenues.
Classification par profils de bords
Le profil de la pointe ou du bord de la lame définit son interaction avec l'encre et la surface du cylindre au fil du temps.
Type de lamelle
La pointe de la lamelle est définie par une épaisseur plus faible au niveau du bord de contact. Par exemple, une lame neuve peut avoir une épaisseur de base de 0,20 mm et une pointe de lamelle de 0,075 mm. Le principal avantage de cette conception est que la zone de contact ne change pas avec l'usure de la lame. Dans l'impression haute définition, où la constance des tons est de la plus haute importance, la lame à lamelles est utilisée pour garantir que l'empreinte ne s'étend pas et que la densité de l'encre ne dérive pas au cours des longs cycles de production.
Type de biseau
Un tranchant en biseau est une pointe inclinée, généralement affûtée à un angle de 2 à 15 degrés. La surface de contact d'une lame biseautée, contrairement à la lamelle, augmente avec l'usure. Le profil biseauté est cependant beaucoup plus robuste et fonctionne efficacement avec un rouleau anilox rotatif. Il est utilisé dans les applications où de fortes charges d'encre sont nécessaires, où des pigments abrasifs (encres blanches ou métalliques) sont requis et où des zones de couleur unie doivent être imprimées, où les points de tonalité ne doivent pas être microscopiques mais plutôt mécaniques.
Type arrondi/Radius
Un tranchant en biseau est une pointe inclinée, généralement affûtée à un angle de 2 à 15 degrés. La surface de contact d'une lame biseautée, contrairement à la lamelle, augmente avec l'usure. Le profil biseauté est cependant beaucoup plus robuste. Il est utilisé dans les applications où de fortes charges d'encre sont nécessaires, où des pigments abrasifs (encres blanches ou métalliques) sont requis et où des zones de couleur unie doivent être imprimées, où les points de tonalité ne doivent pas être microscopiques mais plutôt mécaniques.
Classification par systèmes de lames
L'efficacité de la lame est également déterminée par la chambre ou le système de support dans lequel elle se trouve.
Systèmes à lame unique
Dans les systèmes conventionnels à fontaine ouverte, une seule racle est utilisée, généralement en position de traînage ou d'essuyage, pour contrôler le transfert de l'encre à partir d'un cylindre anilox. Les systèmes à une seule lame sont bon marché et faciles à installer, mais ils sont sujets à l'évaporation de l'encre et à la pollution de l'environnement. Des configurations plus complexes les remplacent dans les applications industrielles à grande vitesse.
Systèmes de lames de docteur chambrées
L'étalon-or contemporain est le système à chambre, surtout en flexographie. Il se compose de deux lames, l'une étant une lame de dosage et l'autre une lame de confinement, qui sont enfermées dans une chambre fermée. Cette disposition permet un flux constant d'encre sous pression, élimine l'évaporation des encres à base de solvant (et préserve ainsi le pH et la viscosité), et minimise considérablement la quantité d'encre gaspillée tout en réduisant les temps d'arrêt de la presse. La stabilité hydraulique nécessaire pour éliminer les projections d'encre dans les opérations à grande vitesse est assurée par le système à chambre.
Exploration des matériaux des lames de médecin : Acier ou synthétique
Le choix des matériaux est un compromis entre la précision, la durabilité et la sécurité.
Acier au carbone est la norme dans l'industrie. C'est le plus dur et il peut être rectifié avec des tolérances très fines. L'acier au carbone donne l'essuyage le plus net lorsqu'il est utilisé en héliogravure à grande vitesse ou en flexographie à sérigraphie fine. Néanmoins, il peut facilement se corroder lorsqu'il est utilisé avec des encres à base d'eau.
Acier inoxydable résout le problème de la corrosion et constitue donc le standard de l'impression flexographique à l'eau. Bien qu'un peu plus tendre que l'acier au carbone, il ne permet pas le développement de la rouille qui, sinon, deviendrait un abrasif et détruirait le rouleau anilox.
Lames en plastique/synthétique (polyester ou UHMW) sont devenus très populaires. Leur principale proposition de valeur est qu'ils sont sûrs, qu'ils ne forment pas les bords tranchants comme les lames d'acier usées et que l'opérateur est moins susceptible de se blesser. En outre, ils sont beaucoup plus indulgents pour le cylindre anilox. Bien qu'ils ne puissent égaler la précision de mesure de l'acier dans les travaux à haut lpi (lignes par pouce), ils sont efficaces dans l'impression sur carton ondulé, les enduits et les aplats de grand format.
Revêtement céramique Les lames sont de la plus haute qualité. Les fabricants produisent une lame en plaçant une couche microscopique de céramique sur une base d'acier, ce qui combine la précision de l'acier et une durée de vie qui peut être 3 à 5 fois plus longue. Il s'agit d'un investissement qui permet de réduire les temps d'arrêt, car moins la lame change, plus le nombre d'heures de production active augmente.
Sélection stratégique : Adapter les lames des médecins à votre processus
Il ne s'agit pas d'un choix subjectif, mais d'un problème d'optimisation à plusieurs variantes dans lequel les caractéristiques mécaniques de la lame et le type d'encre doivent correspondre à l'énergie cinétique de la presse, en particulier dans les applications d'impression flexo. Quatre vecteurs techniques principaux doivent être pris en considération pour atteindre l'équilibre dans la salle des presses :
Type de presse : Flexographie, héliogravure et offset
L'exigence de ressort de la lame, y compris l'épaisseur de la lame, est déterminée par l'interface mécanique. En flexographie, l'accent est mis sur la sécurité de l'anilox céramique ; une lame avec une base de 0,15 mm et une lamelle de 0,075 mm est la norme pour les travaux à haut lpi afin d'éviter les rayures. En héliogravure, l'attention est portée sur la surface du cylindre chromé ; une lame plus lourde de 0,20 mm est utilisée pour donner la rigidité nécessaire afin d'éviter le voilage sur les bandes larges. Dans les groupes de vernissage ou le dosage des encriers, l'impression offset a besoin de lames à haute stabilité dimensionnelle pour maintenir l'uniformité du vernis sans que le profil ne soit déformé par la dilatation thermique.
Chimie des encres et résistance à l'oxydation
L'encre est une substance chimique réactive. Les encres à base d'eau ont besoin d'au moins 13 % de chrome dans l'acier inoxydable pour éviter l'oxydation microscopique le long du bord de dosage. Les encres UV, qui ont tendance à cracher de l'encre UV, ont un pouvoir adhésif et une viscosité élevés, ce qui crée beaucoup de friction. En réponse à cela, un revêtement durci à longue durée de vie est suggéré pour réduire l'accumulation de chaleur et maintenir l'intégrité du bord contre les résines agressives des formulations UV modernes.
Vitesse de production et force hydrodynamique
La vitesse fait de l'encre une force structurelle. L'encre forme un coin hydrodynamique à des vitesses supérieures à > 300 m/min et tente de soulever la lame du rouleau - un effet similaire à l'aquaplaning. La lame doit être très rigide à l'extrémité pour surmonter ce soulèvement hydraulique afin d'obtenir un essuyage propre à des vitesses élevées. La lame doit être une coque tranchante qui garde sa trajectoire en cas de forte houle et qui n'est pas affectée par la pression qui la ferait cracher de l'encre ou la mettrait en danger.
Le rapport anilox/bouture
La corrélation entre l'épaisseur de la lamelle et la trame de la ligne Anilox (LPI) est la mesure la plus pratique à utiliser pour la sélection. Dans le cas d'un rouleau 1000 LPI, les parois de la cellule avec la forme du bord sont microscopiques. Lorsque la pointe de votre lame est excessivement fine, elle peut plonger dans les cellules, ce qui entraîne un engraissement du point ou un déséquilibre des couleurs. Règle professionnelle : l'épaisseur de la pointe de la lame doit être d'environ deux fois la largeur de la paroi de la cellule anilox pour s'assurer qu'elle n'interfère pas mécaniquement avec les cellules.
Afin de disposer d'une référence technique rapide, le tableau suivant est un résumé des normes d'ingénierie nécessaires pour assurer la meilleure synchronisation de votre racle et du système de presse, évitant ainsi le gaspillage de matériau :
| Variable | Critères de référence en matière d'ingénierie | Objectif technique | Impact de l'écart |
| Angle de contact Flexo | 30° - 35° | Assurer une géométrie de cisaillement propre | Marquage de l'anilox ou crachement d'encre |
| Héliogravure Pression linéaire | 1,5 - 3,0 kg/cm | Éliminer l'encre des zones non imagées | Usure des lames ou usure excessive des lames |
| Chimie des encres à base d'eau | pH 8,5 - 9,5 | Prévenir la déstabilisation chimique | Micro-piqûres et corrosion |
| Viscosité de l'encre UV | Haut / non newtonien | Cisaillement des résines à haute adhérence | Flottement des lames et dérive de la densité |
| Seuil haute vitesse | > 300 m/min | Contrecarrer la portance hydrodynamique | Aquaplaning et fuite d'encre |
| Rapport entre la paroi et la pointe de l'anilox | 4 - 6 μm (@ 1200 LPI) / Règle 2:1 | Protéger l'intégrité de la paroi cellulaire | Fracture de la pointe de l'anilox |
Dépannage et maintenance : Résolution des problèmes d'impression courants
La lame de docteur la plus fine ne fonctionnera pas bien si elle n'est pas entretenue.
Les défauts les plus fréquents sont Traits et lignes. Ils sont généralement dus à des accrochages - petits morceaux d'encre séchée ou de débris de substrat qui se coincent entre la lame et le cylindre. Les principaux moyens de défense sont le nettoyage régulier de la chambre et l'utilisation de filtres à encre.
Crachement d'encre est un phénomène courant en flexographie avec des encres UV. Il se produit lorsque l'encre s'accumule derrière la lame et est projetée sur la bande par centrifugation. La solution consiste généralement à remplacer la lame par une lame à profil plus rigide ou à ajouter un amortissement au système de chambre.
Marques de bavardage sont des barres horizontales de couleur irrégulière sur le web. Ce phénomène est dû à la vibration des lames. Il peut être corrigé en modifiant l'angle de contact, en diminuant la pression de la lame ou en inspectant les roulements de la machine.
L'entretien doit être effectué conformément à une procédure opérationnelle stricte (POS). Avant d'être installées, les lames doivent être vérifiées pour s'assurer qu'elles ne présentent pas de bavures. Le porte-lame doit être exactement parallèle au cylindre ; le moindre désalignement de 0,1 mm entraînera une usure inégale et des changements de couleur. Un chirurgien a besoin d'un scalpel stérilisé, tout comme un opérateur de machine doit traiter la racle comme un scalpel propre, car même une entaille microscopique peut se traduire par un défaut visible sur des milliers de mètres de substrat.
Pourquoi choisir les machines à imprimer de KETE ?
Pour les organisations qui cherchent à combler le fossé entre la précision théorique et la production pratique, la philosophie d'ingénierie du fabricant d'équipement est le facteur décisif. KETE aborde l'intégration des lames doctorales non pas comme une réflexion après coup, mais comme un élément central du système.
Dans nos presses flexo à grande vitesse de la série KTFP-S200P, nous avons mis en place un système de racle de type fermé à double face. Cette conception ne se contente pas de maintenir une lame ; elle crée un environnement pressurisé qui stabilise le flux d'encre et élimine le " flottement " associé à la production à grande vitesse. En associant ce système à des rouleaux tramés en céramique de haute qualité, KETE s'assure que le processus de dosage est aussi peu frictionnel que possible, prolongeant ainsi la durée de vie des consommables et des rouleaux.
Dans le domaine de l'héliogravure, la série KTMS-C de KETE présente une conception de type pneumatique pour un assemblage optimal de la racle. Contrairement aux systèmes de réglage manuel, nos commandes pneumatiques fournissent une pression parfaitement uniforme sur toute la largeur du cylindre, compensant automatiquement les variations microscopiques. De plus, nos lames sont contrôlées par des moteurs séparés pour le mouvement d'oscillation. Ce mouvement indépendant garantit que la lame se déplace constamment, empêchant les débris de se déposer et éliminant pratiquement les "stries" qui affectent les machines de qualité inférieure.
En choisissant KETE, vous investissez dans une machine d'impression où la stabilité du châssis et la précision du système de lames fonctionnent en parfaite synergie technique.
Conclusion
La racle est un chef-d'œuvre de compromis industriel, un équilibre entre dureté et flexibilité, coût et performance. Pour l'imprimeur contemporain, l'amélioration de la qualité passe par le choix minutieux des profils de lames, des configurations de pointes et des matériaux, en fonction de la chimie des encres et de la vitesse des presses. Mais comme nous l'avons vu, la meilleure lame ne vaut que ce que vaut la machine qui la porte.
En connaissant la relation symbiotique entre l'outil de dosage et la vitesse de la presse à imprimer, les fabricants peuvent atteindre le Saint-Graal de la production : une qualité à grande vitesse avec un minimum de déchets. Chez KETE, nous nous engageons à fournir la stabilité mécanique et la conception innovante nécessaires pour que cette précision devienne une réalité dans la vie quotidienne.






