Фундаментальная проблема печати на пластиковых подложках
При переходе от традиционной печати на бумаге к гибкой полимерной упаковке руководители производства сразу же сталкиваются с серьезным физическим барьером: пластик изначально не воспринимает жидкие чернила. Для понимания этого явления необходимо заглянуть за пределы механического пресса и изучить микроскопические свойства полимерных подложек. В то время как нишевые жесткие приложения могут использовать этикетирование в пресс-форме (IML) или краткосрочный термотрансфер, гибкая упаковка в больших объемах почти полностью зависит от непрерывной рулонной печати. В этой области непрерывной печати с рулона на рулон физический барьер является абсолютным.
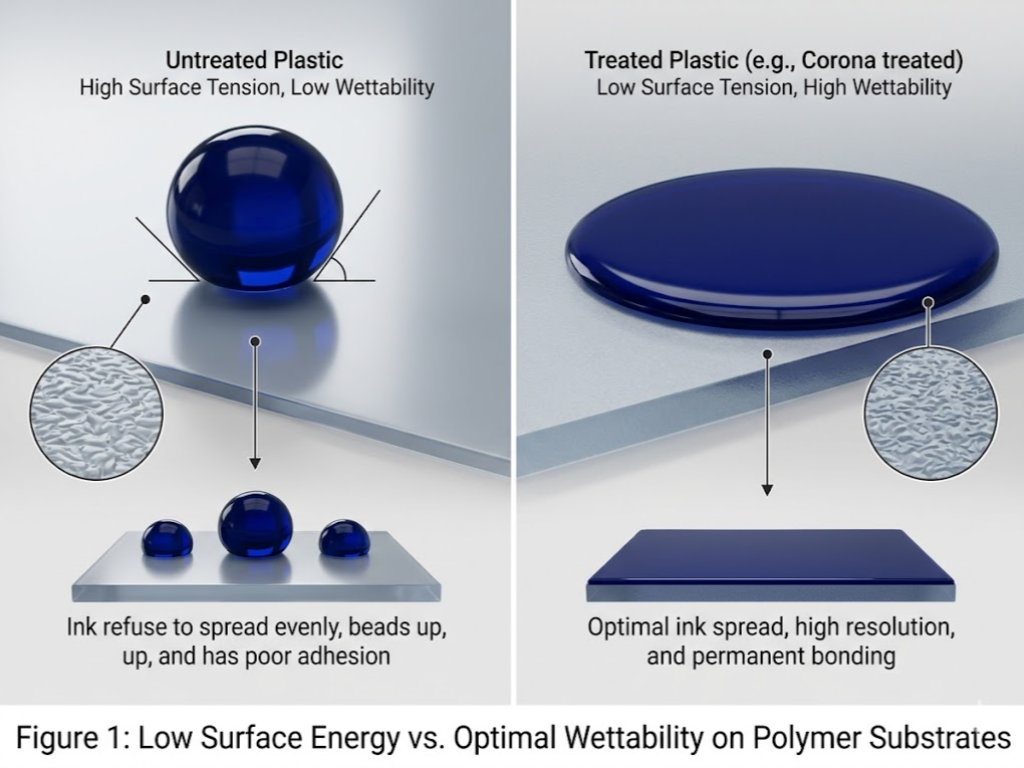
В отличие от бумаги, которая по своей природе пористая и позволяет жидкости просачиваться в ее целлюлозные волокна за счет капиллярного действия, пластиковые пленки совершенно непористые. Это означает, что чернила должны полностью ложиться на поверхность, а не впитываться в нее. Кроме того, большинство исходных полиматериалов - в частности, необработанный полиэтилен и полипропилен - обладают критически низкой поверхностной энергией. В области физики и механики печати поверхностная энергия определяет, как жидкость взаимодействует с твердой подложкой.
Если поверхностная энергия подложки ниже, чем поверхностное натяжение жидких чернил, чернила откажутся равномерно распределяться. Вы можете представить себе это, вообразив капли воды, падающие на только что натертый воском капот автомобиля или тефлоновую сковороду с антипригарным покрытием; жидкость мгновенно собирается в бисер из-за эффекта лотоса. Без химического или физического вмешательства стандартные промышленные чернила, нанесенные на сырую пластиковую пленку, точно так же собираются в бисер, сморщиваются, растекаются или полностью сползают. Такой недостаток "смачиваемости" приводит к катастрофическому разрешению печати, огромным производственным отходам и полному отсутствию адгезии.
Негласное правило: Почему предварительная обработка поверхности не подлежит обсуждению
Признание низкой поверхностной энергии полимеров - это только первый шаг; критическое инженерное решение заключается в изменении этого физического состояния до того, как пленка вступит в контакт с печатным цилиндром. Пропуск предварительной обработки поверхности является основной причиной катастрофического отслаивания краски и последующих отказов клиентов. Независимо от того, насколько сложным является ваше печатное оборудование, пропуск этого основополагающего этапа гарантирует механический отказ.
Отраслевым стандартом для устранения этого физического барьера является обработка коронным разрядом. Представьте себе коронную обработку как управляемую, микроскопическую грозу, работающую параллельно с печатной машиной. Когда пластиковое полотно подается к печатным станциям, оно проходит под высоковольтным электродом, который бомбардирует поверхность полимера ионизированным воздухом. Этот агрессивный электрический разряд разрушает молекулярные связи на поверхности пластика, создавая микроскопическое окисление и внедряя полярные группы. Внезапно гладкая, высокопрочная поверхность пластика превращается в микроскопическую липучку, готовую схватиться и прочно соединиться с чернильной смолой.
Для обеспечения успешности этого процесса операторы должны проводить строгие испытания на уровень Dyne. Dyne - это стандартная единица измерения поверхностного натяжения. Для того чтобы чернила безупречно прилипали к гибкой упаковке, не отслаиваясь и не трескаясь под действием трения, обработанная пленка обычно должна регистрироваться в диапазоне от 38 до 42 Dynes/cm. Попытка коммерческого тиража на пленке с показателем ниже 36 Dynes/cm представляет собой огромный производственный риск. Кроме того, инженеры должны учитывать "старение" - эффект коронной обработки ухудшается со временем. Если рулон пленки прошел обработку на экструзионном заводе и пролежал на складе шесть месяцев, его уровень Dyne резко упадет, что потребует "обработки неровностей" непосредственно на печатной машине перед нанесением краски.
Основные переменные: Распознавание материалов полиподложки
Фундаментальный инженерный принцип гибкой упаковки заключается в том, что физические границы подложки диктуют весь последующий процесс. Вы должны определить материал, прежде чем разрабатывать рецептуру краски или выбирать оборудование. Различные полимеры по-разному реагируют на растяжение, тепло и химические растворители.
Разновидности полиэтилена
Полиэтилен распространен повсеместно, но его разновидности по плотности под давлением пресса ведут себя как совершенно разные материалы. Полиэтилен низкой плотности (ПЭНП) ценится за свою мягкость и растяжимость, требующую высокоэластичных красок. Напротив, полиэтилен высокой плотности (HDPE), используемый для изготовления жестких пакетов для розничной торговли, обладает высокой прочностью на разрыв, но меньшим удлинением, что требует красок, оптимизированных для сильной устойчивости к истиранию.
Высокобарьерные и ламинированные
Для таких требовательных товаров, как кофе или жидкости, поверхностная печать недостаточна. В дизайне используется "обратная печать" на внутренней стороне прозрачного внешнего слоя (BOPP/PET). Затем этот напечатанный слой ламинируется на внутренний барьер (фольга или полиэтилен). В результате чернила надолго задерживаются в полимерном сэндвиче, что делает его 100% невосприимчивым к царапинам во время транспортировки по миру.
Компостируемые и биопластики
Биопластики, такие как PLA и PBAT, имеют экстремальные производственные ограничения. PLA обладает критически низкой термостойкостью и плавится при интенсивной сушке в печи. Кроме того, сертифицированные компостируемые чернила часто имеют ограниченную цветовую гамму. Бренды, переходящие на биопластик, должны придерживаться строгого дизайнерского минимализма - использовать негативное пространство, а не плотные сплошные чернила.
Подбор химического состава чернил к полимерной подложке
После того как подложка определена и обработана до нужного уровня Dyne, внимание переключается на химический состав чернил. Выбор неправильного состава чернил не только приводит к эстетическим недостаткам, но и может нарушить строгие законы о соблюдении экологических норм, в результате чего целые партии продукции станут непригодными для продажи через международные границы.
Составы на основе растворителей и на водной основе
На протяжении десятилетий в секторе гибкой упаковки доминировали чернила на основе растворителей. Их агрессивный химический состав позволяет им вгрызаться в полимерные структуры, практически мгновенно высыхая по мере испарения растворителей в атмосферу. Такое быстрое высыхание позволяет получать невероятно прочные, устойчивые к царапинам отпечатки, способные работать на экстремальных скоростях. Однако испарение летучих органических соединений (ЛОС) представляет серьезную опасность для окружающей среды и здоровья людей, что послужило поводом для введения глобальных ограничений со стороны регулирующих органов.
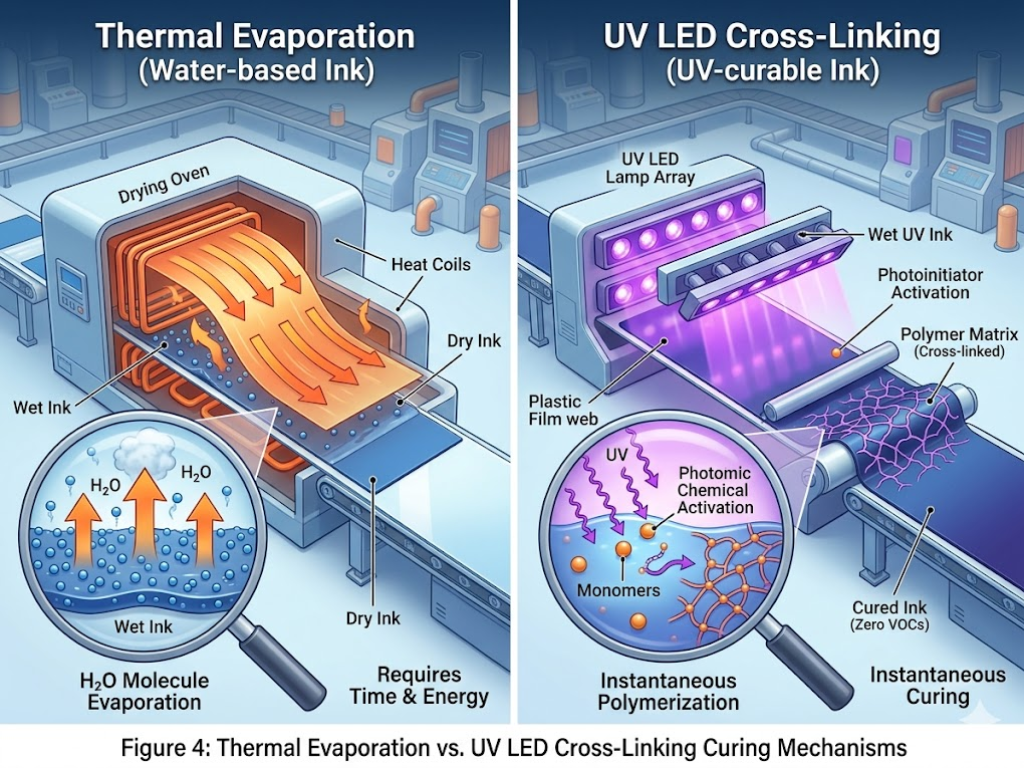
В ответ на это чернила на водной основе стали стремительно развиваться как экологичный стандарт. Несмотря на высокую экологичность и нетоксичность, что делает их незаменимыми для упаковки, непосредственно контактирующей с пищевыми продуктами, краски на водной основе сталкиваются с уникальными термодинамическими трудностями. Вода испаряется значительно медленнее, чем химические растворители, особенно на непористых пластиках. Следовательно, для коммерческого использования чернил на водной основе требуются высокотехнологичные и энергоемкие сушильные печи, интегрированные непосредственно в печатный станок. Без надлежащей термической вытяжки влажные чернила будут "смещаться" на обратную сторону полотна, когда оно будет сматываться в готовый рулон.
Технологии УФ-отверждения
УФ-отверждаемые чернила представляют собой великолепный технологический компромисс между долговечностью и соответствием экологическим нормам. Вместо того чтобы высыхать в результате термического испарения, эти чернила остаются полностью жидкими, пока не попадают под интенсивное ультрафиолетовое излучение (УФ-излучение) или ультрафиолетовые светодиодные лампы. Свет активирует химические фотоинициаторы внутри чернил, запуская практически мгновенную реакцию сшивания. За доли секунды жидкие чернила полимеризуются, превращаясь в твердую пленку, физически связанную с подложкой. Поскольку процесс испарения отсутствует, УФ-чернила практически не выделяют летучих органических соединений, обеспечивая исключительно чистый производственный цикл.
Механическое исполнение: Технологии промышленной печати
Когда физика материала и химия краски определены, остается последняя переменная - механическая система подачи. Выбор правильной технологии печати определяет производительность, стоимость установки и конечную рентабельность.
Флексографическая печать
Флексография - бесспорная "рабочая лошадка" индустрии гибкой упаковки. В этой технике, работающей по ротационному принципу, используются гибкие фотополимерные пластины. Сердцем флексографской машины является анилоксовый вал - высокотехнологичный цилиндр, гравированный миллионами микроскопических ячеек, который действует как сверхточная дозирующая система, передавая точные объемы краски на рельефные участки фотополимерной пластины.
Важнейшим, часто упускаемым из виду инженерным требованием во флексографии является расчет искажений перед печатью. Когда плоская гибкая фотополимерная пластина оборачивается и устанавливается вокруг цилиндрической печатной гильзы, ее внешняя поверхность по своей природе растягивается (удлинение). Без точной математической компенсации искажений, применяемой к иллюстрации на этапе допечатной подготовки, конечное напечатанное изображение будет выглядеть деформированным и растянутым на пластиковом пакете. После точного расчета искажений современная технология флексографии становится катастрофически эффективной. Передовые сервоприводы, такие как разработанные компанией KETE, поддерживают скорость работы до 500 м/мин при идеальной микроскопической регистрации, позволяя предприятиям выполнять огромные экспортные заказы с беспрецедентной эффективностью.
Ротогравюрная печать
Когда дизайн требует бескомпромиссного, непрерывного тонового фотографического воспроизведения, предпочтение отдается глубокой печати. В отличие от рельефных резиновых пластин, используемых в флексографии, в глубокой печати используются тяжелые металлические цилиндры, на поверхности которых лазером выгравирован дизайн. Краска заливает цилиндр, ракельный нож соскабливает излишки с неизображенных участков, и краска внутри микроскопических ячеек переносится непосредственно на пластик под сильным давлением. Хотя глубокая печать обеспечивает непревзойденную насыщенность цвета в течение миллионов оттисков, экономический барьер для ее внедрения огромен из-за непомерно высокой стоимости обработки тяжелых металлических цилиндров для каждой отдельной цветовой станции.
Цифровая печать (LEP и передовые технологии)
Распространенным заблуждением является отождествление промышленной цифровой гибкой упаковки со стандартной "струйной" технологией. На самом деле доминирующей силой в коммерческой цифровой упаковке высокого класса является жидкостная электрофотография (LEP), пионером которой стали такие системы, как HP Indigo. Используя специализированные электрически заряженные жидкие чернила (ElectroInk), эта технология полностью исключает физические пластины, позволяя осуществлять печать с переменными данными (VDP), при которой каждый отдельный пакет может содержать уникальное серийное изображение.
Однако цифровая печать накладывает весьма специфические физические ограничения. Основная проблема заключается в прочности ламинирования. Поскольку цифровые краски образуют на поверхности отдельный полимерный слой, они могут иногда препятствовать адгезивному слою, используемому для приклеивания напечатанного слоя к внутреннему герметизирующему полотну. Инженеры должны использовать специальные грунтовки и оптимизированные клеи, чтобы предотвратить расслаивание или отслаивание ламинированных слоев под нагрузкой.
Скрытые затраты и точки безубыточности TCO
При оценке производственных стратегий анализ чистой стоимости единицы продукции является фатальным просчетом. Общая стоимость владения (TCO) в промышленной печати диктуется скрытыми расходами на настройку, отходами на калибровку и математической реальностью минимального количества заказов (MOQ).
Прежде чем с обычного пресса сойдет хоть один пригодный для использования пакет, предприятие проходит огромную капитальную подготовку. Изготовление фотополимерных пластин или гравировка металлических цилиндров требуют значительных предварительных затрат. Кроме того, каждый раз, когда монтируется новый дизайн, операторы должны пропустить через машину сотни метров дорогостоящей необработанной пластиковой пленки и чернил просто для того, чтобы откалибровать регистрацию цвета и натяжение полотна. Эти "готовые" отходы являются неизбежными физическими затратами.
Безубыточность TCO: Цифровая печать по сравнению с флексографией и глубокой печатью
Чтобы принимать взвешенные решения о закупках, необходимо соблюдать количественные пороги безубыточности. Для микрозапусков менее 10 000 единицЦифровая печать имеет абсолютное преимущество по совокупной стоимости владения. Более высокая стоимость единицы цифровых чернил полностью компенсируется нулевой платой за пластину и настройку. Однако это уравнение резко меняется при увеличении объема. Как только объем заказа превысит Порог в 50 000 единицНо математика говорит в пользу флексографии. При таких масштабах большие первоначальные затраты на пластины и отходы от калибровки разбавляются огромным объемом, в результате чего стоимость единицы пакета с флексопечатью резко падает, подобно обрыву. Более того, при больших коммерческих тиражах, превышающих 150 000 шт.Непревзойденная эффективность и долговечность ротогравюры в конечном итоге компенсируют ее непомерно высокую первоначальную стоимость цилиндра, делая ее абсолютно самым экономичным выбором на самых высоких уровнях мирового производства.
Обеспечение качества: Гарантия отсутствия брака при производстве печатной продукции
Теоретические знания о натяжении полотна и уровне красителей бесполезны, если конечный продукт распадается на части в руках потребителя. Чтобы защитить репутацию бренда и предотвратить массовый отказ от международных контейнеров, предприятия должны внедрить бескомпромиссные, эмпирически измеряемые стандарты контроля качества на производстве.

Главным диагностическим инструментом для любого инженера по упаковке является ASTM D3359 Испытание ленты с поперечной штриховкой. Это окончательный мировой промышленный стандарт для оценки адгезии чернил к полимерным подложкам. Процедура не оставляет места для субъективных интерпретаций: специалист использует специализированный режущий инструмент, чтобы вырезать точный рисунок сетки непосредственно через отвержденные чернила и в пластиковую пленку. Высокостандартная чувствительная к давлению лента плотно накладывается на сетку, разглаживается для удаления пузырьков воздуха, а затем быстро отрывается под углом 180 градусов. Затем сетка осматривается под увеличением. Если чернила отделяются от пластика и прилипают к ленте с превышением строгого дробного допуска (обычно это более 5%, классифицируемого по ASTM), партия немедленно бракуется. Это безжалостная, неоспоримая метрика.
Заключение: Обеспечение высокодоходной и прибыльной производственной линии
Освоение сложностей полимерной печати требует преодоления физики материалов, точных химических формул и высокого уровня машиностроения. Высокорентабельная производственная линия с нулевым уровнем брака строится на фундаменте из неоспоримых переменных:
- Физика поверхности: Проверка точных уровней обработки коронным разрядом и Dyne для окончательного устранения отслаивания чернил.
- Механика допечатной подготовки: Точный расчет дисторсии перед печатью для учета удлинения фотополимера на флексографских цилиндрах.
- Экономика затрат: Соблюдение строгих порогов безубыточности TCO для оптимизации затрат на пластины в зависимости от объема производства.
- Контроль качества: Требуются жесткие эмпирические испытания ASTM на адгезию перед массовым внедрением.
Обнаружение сбоя в адгезии или механических ограничений после того, как основное оборудование было отправлено на ваш зарубежный объект, - это логистический кошмар. Наиболее надежной стратегией, гарантирующей выпуск продукции, является партнерство с производителем, который берет на себя этот инженерный риск от вашего имени. Перед упаковкой и отправкой любого производственного оборудования за границу оно должно доказать свою работоспособность, используя ваши реальные ежедневные материалы.
Устранение риска развертывания с помощью предотгрузочной проверки
Не позволяйте вашей многомиллионной упаковочной стратегии полагаться на пробы и ошибки. KETE гарантирует производительность, прогоняя ваши фирменные пленочные подложки и специальные составы чернил через собранную машину на нашем заводе. Мы проводим строгие испытания на регистрацию и адгезию, обеспечивая полную видеопроверку еще до того, как машина покинет наш завод.
Свяжитесь с инженером KETE для получения индивидуальной конфигурации машины