प्लास्टिक सबस्ट्रेट्स पर मुद्रण की मूलभूत चुनौती
जब पारंपरिक कागज़-आधारित मुद्रण से लचीली पॉलीमर पैकेजिंग में संक्रमण किया जाता है, तो उत्पादन प्रबंधकों को तुरंत एक गहरा भौतिक अवरोध का सामना करना पड़ता है: प्लास्टिक स्वाभाविक रूप से तरल स्याही को अस्वीकार करता है। इस घटना को समझने के लिए यांत्रिक प्रेस से परे देखना और पॉलीमर सब्सट्रेट्स के सूक्ष्म गुणों की जांच करना आवश्यक है। हालांकि विशिष्ट कठोर अनुप्रयोगों में इन-मोल्ड लेबलिंग (IML) या अल्प-दौर थर्मल ट्रांसफर का उपयोग किया जा सकता है, उच्च-मात्रा वाली लचीली पैकेजिंग लगभग पूरी तरह से निरंतर वेब मुद्रण पर निर्भर करती है। इस निरंतर रोल-टू-रोल क्षेत्र में, भौतिक अवरोध पूर्णतः अटल है।
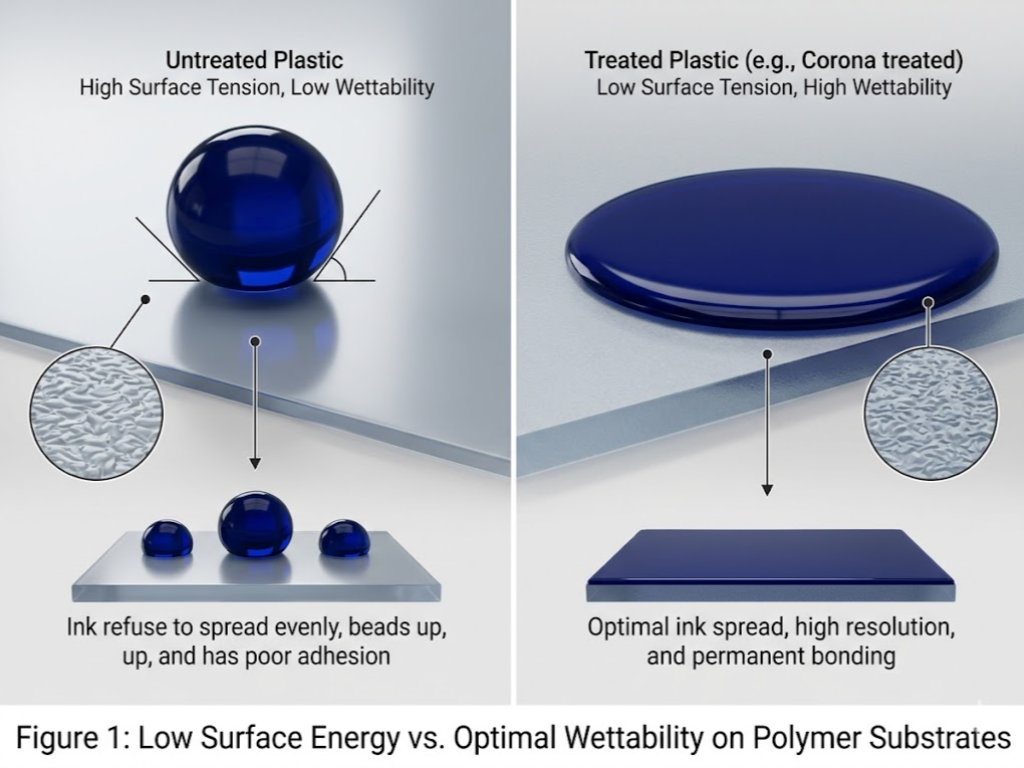
कागज की तरह नहीं, जो स्वाभाविक रूप से छिद्रयुक्त होता है और केशिका क्रिया द्वारा तरल को अपनी सेलूलोज़ फाइबरों में समाहित होने देता है, प्लास्टिक फिल्में पूरी तरह से गैर-छिद्रयुक्त होती हैं। इसका मतलब है कि स्याही पूरी तरह से सतह के ऊपर ही रहनी चाहिए, न कि उसमें अवशोषित होनी चाहिए। इसके अलावा, अधिकांश कच्चे पॉलीमर्स—विशेष रूप से बिना उपचारित पॉलीएथिलीन और पॉलीप्रोपाइलीन—की सतह ऊर्जा अत्यंत निम्न होती है। भौतिकी और मुद्रण यांत्रिकी के क्षेत्र में, सतह ऊर्जा यह निर्धारित करती है कि तरल ठोस आधार के साथ कैसे संपर्क करता है।
यदि सब्सट्रेट की सतह ऊर्जा तरल स्याही के सतही तनाव से कम हो, तो स्याही समान रूप से फैलने से इनकार कर देगी। आप इसे ताज़ा मोम लगे कार के बोनट या नॉन-स्टिक टेफ्लॉन फ्राइंग पैन पर पानी की बूंदों के गिरने की कल्पना करके देख सकते हैं; तरल तुरंत कमल प्रभाव के कारण मोतियों में बदल जाता है। रासायनिक या भौतिक हस्तक्षेप के बिना, कच्ची प्लास्टिक फिल्म पर लगाए गए मानक औद्योगिक स्याही भी इसी तरह मोतियों में बदल जाती हैं, सिकुड़ जाती हैं, धारियाँ छोड़ती हैं, या पूरी तरह से फिसलकर उतर जाती हैं। इस 'वेटेबिलिटी' की कमी के परिणामस्वरूप प्रिंट रिज़ॉल्यूशन विनाशकारी हो जाता है, उत्पादन में भारी बर्बादी होती है, और संपूर्ण चिपकने में विफलता होती है।
अनकहा नियम: सतही पूर्व-उपचार क्यों अनिवार्य है
पॉलिमरों की कम सतह ऊर्जा को पहचानना केवल पहला कदम है; वास्तविक इंजीनियरिंग समाधान उस भौतिक अवस्था को बदलने में निहित है, इससे पहले कि फिल्म मुद्रण सिलेंडर से संपर्क करे। सतह पूर्व-उपचार को छोड़ देना विनाशकारी स्याही छिलकने और बाद में ग्राहकों द्वारा अस्वीकृति का मुख्य कारण है। चाहे आपका मुद्रण उपकरण कितना भी परिष्कृत क्यों न हो, इस मूलभूत चरण को छोड़ देना यांत्रिक विफलता की गारंटी देता है।
इस भौतिक बाधा को दूर करने के लिए उद्योग मानक कोरोना ट्रीटमेंट है। कोरोना ट्रीटर को एक नियंत्रित, सूक्ष्म बिजली के तूफान के रूप में सोचें जो प्रिंटिंग प्रेस के साथ एकीकृत होकर काम करता है। जब प्लास्टिक वेब प्रिंट स्टेशनों की ओर बढ़ता है, तो यह एक उच्च-वोल्टेज इलेक्ट्रोड के नीचे से गुजरता है जो पॉलिमर की सतह पर आयनीकृत हवा से बमबारी करता है। यह आक्रामक विद्युत निर्वहन प्लास्टिक की सतह पर आणविक बंधनों को तोड़ देता है, जिससे सूक्ष्म ऑक्सीकरण होता है और ध्रुवीय समूह उत्पन्न होते हैं। अचानक, प्लास्टिक की चिकनी, अत्यधिक प्रतिरोधी सतह एक सूक्ष्म वेल्क्रो में बदल जाती है, जो उत्सुकता से स्याही रेजिन को पकड़ने और स्थायी रूप से बंधने के लिए तैयार होती है।
इस प्रक्रिया को सफल बनाने के लिए, ऑपरेटरों को सख्त डाइन लेवल परीक्षण पर भरोसा करना चाहिए। डाइन सतही तनाव के मापन की मानक इकाई है। घर्षण के कारण छिलने या दरार पड़ने के बिना लचीली पैकेजिंग पर स्याही को त्रुटिहीन रूप से चिपकाने के लिए, उपचारित फिल्म का मान आमतौर पर 38 से 42 डाइन/सेमी के बीच होना चाहिए। 36 डाइन/सेमी से कम परीक्षण होने वाली फिल्म पर व्यावसायिक उत्पादन करना एक बहुत बड़ा परिचालन जोखिम है। इसके अलावा, इंजीनियरों को "एजिंग" (aging) का भी ध्यान रखना चाहिए—समय के साथ कोरोना ट्रीटमेंट का प्रभाव कमजोर पड़ जाता है। यदि किसी फिल्म की रोल को एक्सट्रूज़न सुविधा में ट्रीट किया जाता है और वह छह महीने तक गोदाम में पड़ा रहता है, तो उसका डाइन स्तर बहुत कम हो जाएगा, जिसके लिए स्याही लगाने से पहले उसे सीधे प्रिंटिंग प्रेस पर ही "बम्प ट्रीट" (bump treated) करने की आवश्यकता होगी।
मुख्य चर: अपने पॉली सब्सट्रेट सामग्रियों की पहचान करना
लचीली पैकेजिंग में एक मौलिक इंजीनियरिंग सिद्धांत यह है कि सब्सट्रेट की भौतिक सीमाएँ पूरी आगामी प्रक्रिया को निर्धारित करती हैं। स्याही तैयार करने या मशीनरी चुनने से पहले आपको सामग्री को परिभाषित करना होगा। विभिन्न पॉलिमर तनाव, गर्मी और रासायनिक विलायकों के प्रति बहुत अलग-अलग प्रतिक्रिया करते हैं।
पॉलीएथिलीन प्रकार
पॉलीएथिलीन सर्वव्यापी है, लेकिन इसके घनत्व वेरिएंट दबाव में पूरी तरह से अलग-अलग सामग्रियों की तरह व्यवहार करते हैं। लो-डेंसिटी पॉलीएथिलीन (LDPE) को इसकी मुलायम, खिंचावदार प्रकृति के लिए सराहा जाता है, जिसके लिए अत्यधिक लोचशील स्याही की आवश्यकता होती है। इसके विपरीत, हाई-डेंसिटी पॉलीएथिलीन (HDPE)—जो कठोर रिटेल बैगों में उपयोग होती है—में उच्च तन्यता ताकत होती है लेकिन कम खिंचाव, जिसके लिए भारी घर्षण प्रतिरोध के लिए अनुकूलित स्याही की मांग होती है।
उच्च-बाधा और लेमिनेटेड
कॉफ़ी या तरल पदार्थ जैसी मांगी जाने वाली वस्तुओं के लिए सतही मुद्रण पर्याप्त नहीं है। डिज़ाइन में पारदर्शी बाहरी परत (BOPP/PET) के अंदरूनी हिस्से पर "रिवर्स प्रिंटिंग" का उपयोग किया जाता है। इस मुद्रित परत को फिर एक आंतरिक अवरोधक (फॉयल या PE) से लैमिनेट किया जाता है। परिणामस्वरूप स्याही स्थायी रूप से एक पॉलिमर सैंडविच में फँस जाती है, जिससे यह वैश्विक परिवहन के दौरान खरोंचों से 100% प्रतिरोधी हो जाती है।
कम्पोस्टेबल और बायो-प्लास्टिक्स
PLA और PBAT जैसे बायो-प्लास्टिक्स निर्माण में अत्यधिक सीमाएँ प्रस्तुत करते हैं। PLA में अत्यंत कम तापीय प्रतिरोध होता है और यह तीव्र सुखाने वाले ओवन में पिघल जाता है। इसके अतिरिक्त, प्रमाणित कंपोस्टेबल स्याही में अक्सर सीमित रंग विविधता होती है। बायो-प्लास्टिक्स की ओर मुड़ रहे ब्रांड्स को कठोर डिज़ाइन न्यूनतावाद अपनाना चाहिए—भारी ठोस स्याही कवरेज के बजाय नकारात्मक स्थान का उपयोग करना चाहिए।
पॉलिमर सब्सट्रेट के साथ स्याही रसायन का मिलान
एक बार जब सब्सट्रेट को परिभाषित कर लिया जाता है और सही डायने स्तर पर उचित रूप से उपचारित कर दिया जाता है, तो ध्यान स्याही रसायनशास्त्र पर केंद्रित हो जाता है। गलत स्याही सूत्रीकरण चुनने से न केवल सौंदर्य संबंधी विफलताएँ होती हैं, बल्कि यह कड़े पर्यावरणीय अनुपालन कानूनों का उल्लंघन भी कर सकता है, जिससे पूरी खेपें अंतरराष्ट्रीय सीमाओं पर बेची नहीं जा सकतीं।
सॉल्वेंट-आधारित और जल-आधारित फॉर्मूलेशन
दशकों से, सॉल्वेंट-आधारित स्याही लचीली पैकेजिंग क्षेत्र में हावी रही है। उनकी आक्रामक रासायनिक संरचना उन्हें पॉलिमर संरचनाओं में समा जाने की अनुमति देती है, और जैसे ही सॉल्वेंट वायुमंडल में वाष्पित हो जाते हैं, ये लगभग तुरंत सूख जाती हैं। यह तीव्र सुखाने की प्रक्रिया अत्यंत टिकाऊ, खरोंच-प्रतिरोधी प्रिंट्स उत्पन्न करती है, जिन्हें अत्यधिक मशीन गति पर भी चलाया जा सकता है। हालांकि, वाष्पशील कार्बनिक यौगिकों (VOCs) का वाष्पीकरण गंभीर पर्यावरणीय और व्यावसायिक स्वास्थ्य जोखिम पैदा करता है, जिससे वैश्विक नियामक कार्रवाई तेज हो रही है।
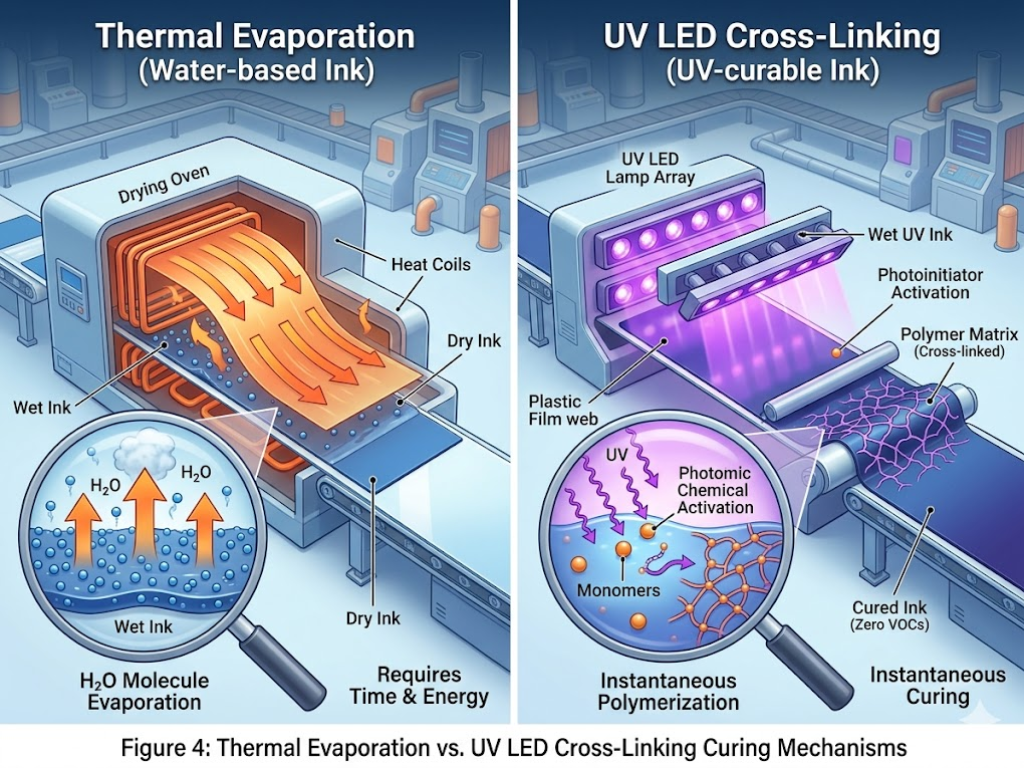
इसके जवाब में, जल-आधारित स्याही टिकाऊ मानक के रूप में उभरी है। अत्यधिक पर्यावरण-अनुकूल और गैर-विषाक्त होने के कारण—जो इन्हें सीधे खाद्य-संपर्क पैकेजिंग के लिए अनिवार्य बनाता है—जल-आधारित स्याही अनूठी थर्मोडायनामिक चुनौतियाँ पेश करती है। पानी रासायनिक सॉल्वैंट्स की तुलना में, विशेष रूप से गैर-छिद्रयुक्त प्लास्टिक पर, काफी धीमी गति से वाष्पित होता है। परिणामस्वरूप, वाणिज्यिक गति पर जल-आधारित स्याही चलाने के लिए प्रेस में सीधे एकीकृत अत्यधिक उन्नत, ऊर्जा-गहन सुखाने वाले ओवन की आवश्यकता होती है। पर्याप्त तापीय निष्कर्षण के बिना, गीली स्याही वेब के पीछे "ऑफसेट" हो जाएगी जब यह तैयार रोल में रीवाइंड होती है।
यूवी-क्यूरबल तकनीकें
यूवी-क्योर करने योग्य स्याही टिकाऊपन और पर्यावरणीय अनुपालन के बीच एक शानदार तकनीकी समझौता प्रदान करती हैं। ऊष्मीय वाष्पीकरण के माध्यम से सूखने के बजाय, ये स्याही तब तक पूरी तरह तरल रहती हैं जब तक कि उन्हें तीव्र पराबैंगनी (यूवी) प्रकाश या यूवी एलईडी लैंप सरणियों के संपर्क में नहीं लाया जाता। प्रकाश स्याही के भीतर रासायनिक फोटोइनिशिएटरों को सक्रिय करता है, जिससे एक लगभग-तत्काल क्रॉस-लिंकिंग प्रतिक्रिया शुरू हो जाती है। एक क्षण भर में, तरल स्याही बहुलक बन जाती है, और सब्सट्रेट से भौतिक रूप से जुड़ी एक ठोस फिल्म में बदल जाती है। चूँकि इसमें वाष्पीकरण की कोई प्रक्रिया नहीं होती है, इसलिए यूवी स्याही लगभग शून्य VOCs छोड़ती है, जो एक असाधारण रूप से स्वच्छ उत्पादन चक्र प्रदान करती है।
यांत्रिक निष्पादन: औद्योगिक मुद्रण प्रौद्योगिकियाँ
सामग्री की भौतिकी और स्याही रसायनशास्त्र स्थापित हो जाने के बाद, अंतिम चर यांत्रिक वितरण प्रणाली है। सही मुद्रण तकनीक का चयन आपकी उत्पादन क्षमता, सेटअप लागत और अंतिम लाभप्रदता निर्धारित करता है।
फ्लेक्सोग्राफिक प्रिंटिंग
फ्लेक्सोग्राफी लचीली पैकेजिंग उद्योग की निर्विवाद कार्यघोड़ा है। घूर्णी सिद्धांत पर काम करने वाली यह तकनीक लचीली फोटोपॉलिमर प्लेटों का उपयोग करती है। फ्लेक्सो प्रेस का धड़कता हुआ हृदय एनीलॉक्स रोलर है—एक अत्यधिक इंजीनियर किया गया सिलेंडर, जिस पर लाखों सूक्ष्म कोशिकाएं उकेरी गई होती हैं, जो एक अल्ट्रा-सटीक मापन प्रणाली के रूप में कार्य करता है और फोटोपॉलिमर प्लेट के उभरे हुए छवि क्षेत्रों में सटीक मात्रा में स्याही स्थानांतरित करता है।
फ्लेक्सोग्राफी में एक महत्वपूर्ण, अक्सर अनदेखी की जाने वाली इंजीनियरिंग आवश्यकता प्री-प्रेस विकृति की गणना है। जब एक सपाट, लचीली फोटोपॉलिमर प्लेट को एक बेलनाकार प्रिंट स्लीव के चारों ओर लपेटा और लगाया जाता है, तो उसकी बाहरी सतह स्वाभाविक रूप से खिंच जाती है (लंबाई में वृद्धि)। प्री-प्रेस चरण के दौरान कलाकृति पर सटीक गणितीय विकृति मुआवजा लागू किए बिना, अंतिम मुद्रित छवि प्लास्टिक बैग पर टेढ़ी-मेढ़ी और खिंची हुई दिखाई देगी। एक बार विकृति की सटीक गणना हो जाने पर, आधुनिक फ्लेक्सो तकनीक अत्यधिक कुशल हो जाती है। केटे (KETE) द्वारा इंजीनियर की गई, उन्नत सर्वो-ड्रिवन आर्किटेक्चर, 500 मीटर/मिनट तक की परिचालन गति बनाए रखते हुए उत्तम सूक्ष्म पंजीकरण बनाए रखते हैं, जिससे सुविधाओं को बेजोड़ दक्षता के साथ भारी निर्यात आदेशों को पूरा करने में सक्षम बनाता है।
रोटोग्रावुर प्रिंटिंग
जब डिज़ाइन में बिना समझौते के, निरंतर-टोन फोटोग्राफिक पुनरुत्पादन की मांग होती है, तो रोटोგრैव्यूअर मुद्रण को प्राथमिकता दी जाती है। फ्लेक्सो की उठी हुई रबर प्लेटों के विपरीत, ग्रैव्यूअर भारी धातु के सिलेंडरों पर निर्भर करता है, जिनकी सतह पर डिज़ाइन सीधे लेजर से उत्कीर्णित होता है। स्याही सिलेंडर में भर जाती है, एक डॉक्टर ब्लेड गैर-छवि क्षेत्रों से अतिरिक्त स्याही को खुरच देता है, और सूक्ष्म कोशिकाओं के भीतर की स्याही तीव्र दबाव के माध्यम से सीधे प्लास्टिक पर स्थानांतरित हो जाती है। जबकि ग्रेवुर लाखों प्रतियों पर अद्वितीय रंग संतृप्ति प्रदान करता है, प्रत्येक रंग स्टेशन के लिए भारी धातु के सिलेंडरों की मशीनिंग की अत्यधिक लागत के कारण इसमें प्रवेश की आर्थिक बाधा बहुत बड़ी है।
डिजिटल प्रिंटिंग (एलईपी और उन्नत प्रौद्योगिकियाँ)
औद्योगिक डिजिटल लचीली पैकेजिंग को मानक "इंकजेट" तकनीक के समकक्ष मान लेना एक आम भ्रांति है। वास्तव में, उच्च-स्तरीय वाणिज्यिक डिजिटल पैकेजिंग में प्रमुख शक्ति लिक्विड इलेक्ट्रोफोटोग्राफी (LEP) है, जिसकी शुरुआत HP Indigo जैसी प्रणालियों ने की थी। विशेष रूप से विद्युत आवेशित तरल स्याही (ElectroInk) का उपयोग करके, यह तकनीक भौतिक प्लेटों को पूरी तरह समाप्त कर देती है, जिससे वैरिएबल डेटा प्रिंटिंग (VDP) संभव होती है, जहाँ प्रत्येक पाउच पर अनूठी क्रमांकित कलाकृति हो सकती है।
हालाँकि, डिजिटल प्रिंटिंग अत्यंत विशिष्ट भौतिक सीमाएँ पेश करती है। मुख्य चुनौती लेमिनेशन बॉन्ड स्ट्रेंथ में निहित है। क्योंकि डिजिटल स्याही सतह पर एक विशिष्ट पॉलिमर परत बनाती है, यह कभी-कभी मुद्रित परत को आंतरिक सीलेंट वेब से जोड़ने में प्रयुक्त चिपकने वाले पदार्थ में हस्तक्षेप कर सकती है। इंजीनियरों को अत्यंत विशिष्ट प्राइमर और अनुकूलित चिपकने वाले पदार्थों का उपयोग करना चाहिए ताकि तनाव के तहत लेमिनेटेड परतें अलग न हों या छिलें नहीं।
छिपी हुई लागतें और टीसीओ ब्रेक-इवन बिंदु
उत्पादन रणनीतियों का मूल्यांकन करते समय केवल प्रति इकाई लागत का विश्लेषण करना एक घातक गलत गणना है। औद्योगिक मुद्रण में कुल स्वामित्व लागत (TCO) छिपी हुई सेटअप फीस, कैलिब्रेशन में होने वाले अपव्यय, और न्यूनतम ऑर्डर मात्रा (MOQ) की गणितीय वास्तविकता से निर्धारित होती है।
एक भी उपयोगी बैग पारंपरिक प्रेस से निकलने से पहले, सुविधा को भारी पूंजीगत तैयारी करनी पड़ती है। फोटोपॉलिमर प्लेटें बनाने या धातु के सिलेंडरों को उत्कीर्ण करने में पर्याप्त अग्रिम व्यय होता है। इसके अलावा, हर बार जब कोई नया डिज़ाइन लगाया जाता है, तो ऑपरेटरों को रंग पंजीकरण और वेब तनाव को समायोजित करने के लिए महंगी कच्ची प्लास्टिक फिल्म और स्याही के सैकड़ों मीटर मशीन से गुजारने पड़ते हैं। यह "मेक-रेडी" अपशिष्ट एक अपरिहार्य भौतिक लागत है।
टीसीओ ब्रेक-इवन: डिजिटल बनाम फ्लेक्सो बनाम ग्रेवुर
सूचित खरीद निर्णय लेने के लिए, आपको मात्रात्मक ब्रेक-इवन सीमाओं का सम्मान करना चाहिए। माइक्रो-रन के लिए 10,000 इकाइयों से कमडिजिटल प्रिंटिंग में कुल लागत (TCO) का पूर्ण लाभ होता है। डिजिटल स्याही की प्रति इकाई उच्च लागत को शून्य डॉलर प्लेट और सेटअप शुल्क पूरी तरह से संतुलित कर देते हैं। हालांकि, जैसे-जैसे ऑर्डर की मात्रा बढ़ती है, यह समीकरण पूरी तरह से उलट जाता है। एक बार जब ऑर्डर की मात्रा पार कर लेती है ५०,०००-इकाई सीमागणितीय दृष्टि से फ्लेक्सोग्राफी को भारी बढ़त मिलती है। इस पैमाने पर, भारी प्रारंभिक प्लेट लागत और कैलिब्रेशन अपव्यय एक विशाल मात्रा में फैल जाते हैं, जिससे फ्लेक्सो-मुद्रित बैग की प्रति इकाई लागत में तीव्र, चट्टान-सी गिरावट आती है। इसके अलावा, विशाल वाणिज्यिक प्रिंट रन के लिए जो १५०,००० इकाइयाँरोटोგრैव्यूरे की अतुलनीय दक्षता और स्थायित्व ने अंततः इसके अत्यधिक प्रारंभिक सिलेंडर लागत की भरपाई कर दी, जिससे यह वैश्विक उत्पादन के उच्चतम स्तरों पर सर्वोत्तम आर्थिक विकल्प बन गया।
गुणवत्ता आश्वासन: शून्य-दोष मुद्रण उत्पादन की गारंटी
वेब तनाव और डाइन स्तरों के सैद्धांतिक ज्ञान का कोई फायदा नहीं है यदि अंतिम उत्पाद उपभोक्ता के हाथों में छिल जाता है। ब्रांड इक्विटी की रक्षा करने और बड़े पैमाने पर अंतरराष्ट्रीय कंटेनरों के अस्वीकृत होने से रोकने के लिए, कारखाने के फर्श पर सुविधाओं को बिना समझौता किए, अनुभवजन्य रूप से मापे जा सकने वाले गुणवत्ता नियंत्रण मानकों को लागू करना चाहिए।

किसी भी पैकेजिंग इंजीनियर के लिए परम निदान उपकरण है ASTM D3359 क्रॉस-हैच टेप परीक्षणयह पॉलीमर सब्सट्रेट्स पर स्याही के चिपकने का आकलन करने के लिए निश्चित वैश्विक औद्योगिक मानक है। इस प्रक्रिया में व्यक्तिपरक व्याख्या की कोई गुंजाइश नहीं है: एक तकनीशियन एक विशेष कटिंग उपकरण का उपयोग करके ठीक क्योर की गई स्याही के माध्यम से और प्लास्टिक फिल्म में एक सटीक ग्रिड पैटर्न उकेरता है। एक अत्यधिक मानकीकृत दबाव-संवेदी टेप को ग्रिड पर मजबूती से लगाया जाता है, हवा के बुलबुलों को हटाने के लिए समतल किया जाता है, और फिर 180-डिग्री के कोण पर तेजी से फाड़ दिया जाता है। फिर ग्रिड को आवर्धन के तहत निरीक्षण किया जाता है। यदि स्याही प्लास्टिक से अलग हो जाती है और ASTM स्कोरिंग के तहत वर्गीकृत, 5% हटावट से अधिक की सख्त अंशिक अनुमति से परे टेप पर चिपक जाती है, तो बैच तुरंत असफल हो जाता है। यह एक निर्दयी, निर्विवाद मापक है।
निष्कर्ष: उच्च-उपज वाली लाभदायक उत्पादन लाइन को सुरक्षित करना
पॉलीमर प्रिंटिंग की जटिलताओं पर महारत हासिल करने के लिए सामग्री भौतिकी, सटीक रासायनिक सूत्रीकरणों और उच्च-स्तरीय यांत्रिक इंजीनियरिंग की एक कठिन श्रृंखला से गुजरना आवश्यक है। एक अत्यधिक लाभदायक, शून्य-दोष उत्पादन लाइन अनिवार्य चरों की नींव पर निर्मित होती है:
- सतही भौतिकी: स्याही के छिलकने को स्थायी रूप से समाप्त करने के लिए सटीक कोरोना उपचार और डाइन स्तरों का सत्यापन।
- पूर्व-मुद्रण यांत्रिकी: फ्लेक्सो सिलेंडरों पर फोटोपॉलिमर के फैलाव को ध्यान में रखते हुए सटीक प्री-प्रेस विकृति की गणना।
- लागत अर्थशास्त्र: उत्पादन मात्रा के सापेक्ष प्लेट लागतों को अनुकूलित करने के लिए सख्त TCO ब्रेक-इवन सीमाओं का सम्मान करना।
- गुणवत्ता नियंत्रण: बड़े पैमाने पर तैनाती से पहले कठोर, अनुभवजन्य ASTM चिपकन परीक्षण की मांग।
जब आपके विदेशी संयंत्र में मुख्य उपकरण भेजे जाने के बाद चिपचिपाहट की विफलता या यांत्रिक सीमा का पता चलता है, तो यह एक लॉजिस्टिक दुःस्वप्न होता है। उत्पादन सुनिश्चित करने की सबसे प्रभावी रणनीति है ऐसे निर्माता के साथ साझेदारी करना जो आपके लिए इस इंजीनियरिंग जोखिम को उठाता हो। किसी भी उत्पादन मशीनरी को बक्से में पैक करके दुनिया भर में भेजने से पहले, उसे आपके वास्तविक दैनिक सामग्री का उपयोग करके अपनी क्षमता सिद्ध करनी चाहिए।
प्री-शिपमेंट प्रूफिंग के साथ परिनियोजन जोखिम को समाप्त करें
अपनी करोड़ों डॉलर की पैकेजिंग रणनीति को परीक्षण और त्रुटि पर निर्भर न रहने दें। KETE आपके मालिकाना फिल्म सब्सट्रेट्स और विशिष्ट स्याही सूत्रीकरणों को हमारी फैक्ट्री में स्थापित मशीन पर चलाकर प्रदर्शन की गारंटी देता है। हम कड़ी पंजीकरण और चिपचिपाहट परीक्षण करते हैं, और मशीन हमारी सुविधा से निकलने से पहले पूरी वीडियो सत्यापित प्रदान करते हैं।
अनुकूलित मशीन कॉन्फ़िगरेशन के लिए KETE इंजीनियर से बात करें।