Dans le monde de l'emballage commercial, où les enjeux sont considérables, le choix d'une mauvaise presse entraîne des pertes financières catastrophiques et des délais non respectés. Lors de l'évaluation d'une Impression flexo et impression offsetLes acheteurs doivent aller au-delà des hypothèses dépassées. Ce guide d'ingénierie complet propose une analyse objective et percutante de la technologie qui maximisera réellement votre retour sur investissement (RSI), sur la base de la physique mécanique et des mathématiques du seuil de rentabilité dans le monde réel.
Résumé : Matrice de décision rapide entre la flexographie et l'offset
Le temps est la denrée la plus chère dans la fabrication industrielle. Avant de plonger dans les eaux profondes de la physique mécanique et des mathématiques du seuil de rentabilité, utilisez cet outil de triage rapide. Cette matrice de décision fournit une orientation de base immédiate pour les exigences spécifiques de votre projet.
| Attribut du projet (critères d'évaluation) | Optez pour la flexographie | Choisir l'offset (lithographie) |
|---|---|---|
| Type de substrat (matériau) | Films non poreux, plastiques flexibles, carton ondulé, feuilles, étiquettes | Papier plat de qualité supérieure, carton de sulfate blanchi solide (SBS) |
| Volume / Longueur du parcours | > 20 000 unités (ou > 5 000 m de bande continue) ; très rentable pour les longs tirages massifs. | < 10 000 unités (en raison de plaques bon marché). *Note : dépend fortement de la complexité de l'UGS. |
| Complexité et détail de l'image | Haute qualité (avec HD Flexo) ; excellent pour les aplats gras et les emballages de marque | Ultra haute fidélité, dégradés complexes, micro-texte, photographie fine |
| Variabilité de la conception (nombre d'UGS) | Dessins statiques (plaques photopolymères coûteuses par couleur) | Changements de conception fréquents (plaques d'aluminium rapides et bon marché) |
| Exigences en matière de postpresse | Nécessite une finition lourde en ligne (découpe, dorure, pelliculage en un seul passage) | Finition principalement hors ligne (les feuilles imprimées doivent être déplacées vers une autre machine) |
*Remarque : le point de basculement financier réel fluctue en fonction des déchets prêts à l'emploi et des capacités en ligne. Poursuivez votre lecture pour une analyse détaillée.
Différences mécaniques fondamentales : Comment l'encre se transfère sur le support
Pour bien comprendre les différences opérationnelles entre les Flexographie et impression offset Pour mener à bien ce débat, nous devons les ramener à leurs principes de base. La différence fondamentale réside dans le chemin physique parcouru par l'encre depuis le réservoir jusqu'au matériau d'emballage final. L'une est une impression physique directe, l'autre est un transfert chimique indirect.
Le procédé de transfert direct de la flexographie
Le principe de fonctionnement de la flexographie s'apparente à celui d'un tampon automatisé très sophistiqué et à grande vitesse. Il s'agit d'un procédé d'impression rotative directe à l'aide de plaques de relief flexibles. Le cœur de ce système est un chef-d'œuvre d'ingénierie microscopique : le Rouleau Anilox.
Le rouleau Anilox est un noyau d'acier ou d'aluminium recouvert de céramique industrielle, dont la surface est gravée au laser de millions de cellules microscopiques. Ces cellules plongent dans l'encrier et prélèvent un volume de liquide mathématiquement précis. Une racle nettoie ensuite parfaitement la surface, en veillant à ce que seule l'encre contenue dans les cellules microscopiques subsiste. Cette encre hautement calibrée est ensuite transférée directement sur les zones d'image en relief d'une plaque photopolymère flexible fixée au cylindre porte-plaque.
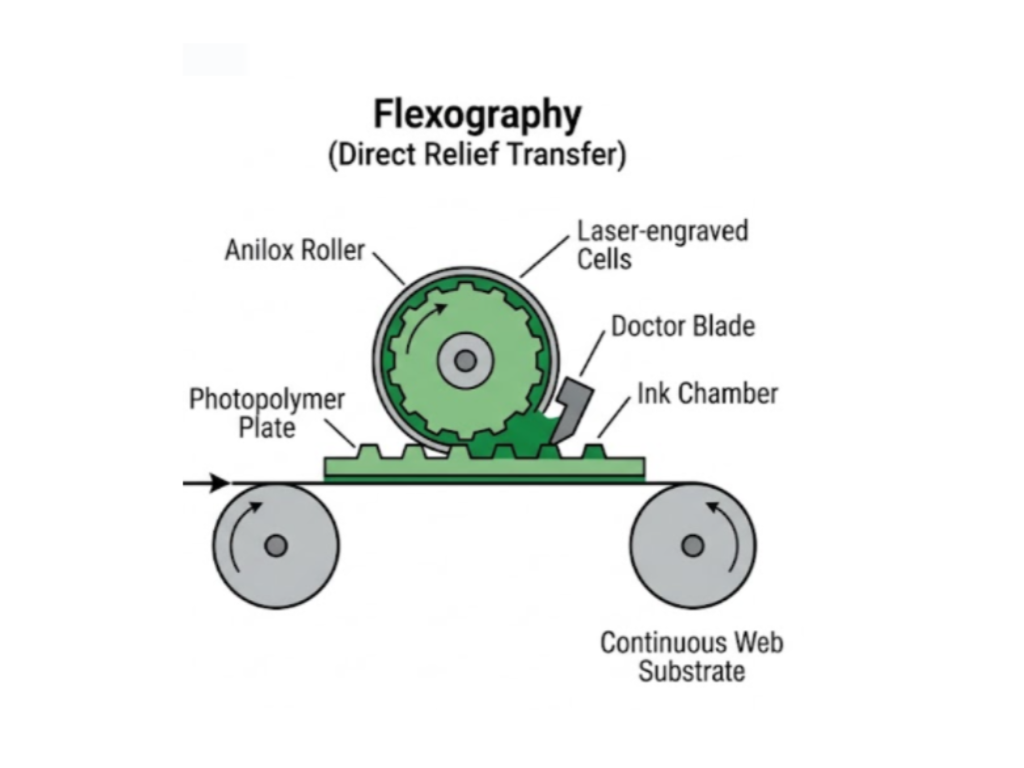
Enfin, le substrat passe entre le cylindre de la plaque et le cylindre d'impression. Le cliché photopolymère étant intrinsèquement flexible, il utilise un cylindre d'impression. "Impression de baiser". Il s'agit d'un toucher remarquablement léger qui dépose l'encre directement sur le matériau sans appliquer de force mécanique écrasante. Ce toucher délicat est précisément la raison pour laquelle la flexographie domine les matériaux fragiles, irréguliers ou hautement compressibles.
Le procédé lithographique indirect de l'offset
L'impression offset, à l'inverse, repose sur une vérité chimique fondamentale plutôt que sur un relief physique : l'huile et l'eau ne se mélangent pas. Elle utilise des plaques d'aluminium plates (planographiques) où la zone d'image et la zone de non-image se trouvent exactement au même niveau physique.
Dans le processus offset, la plaque d'aluminium passe d'abord sous des rouleaux mouilleurs qui appliquent un film microscopique de solution de mouillage à base d'eau. Les zones non imagées attirent cette eau, tandis que les zones imagées traitées chimiquement la repoussent. Ensuite, la plaque passe sous des rouleaux encreurs contenant une encre à base d'huile très visqueuse. L'encre adhère strictement aux zones sèches et hydrophobes de l'image.
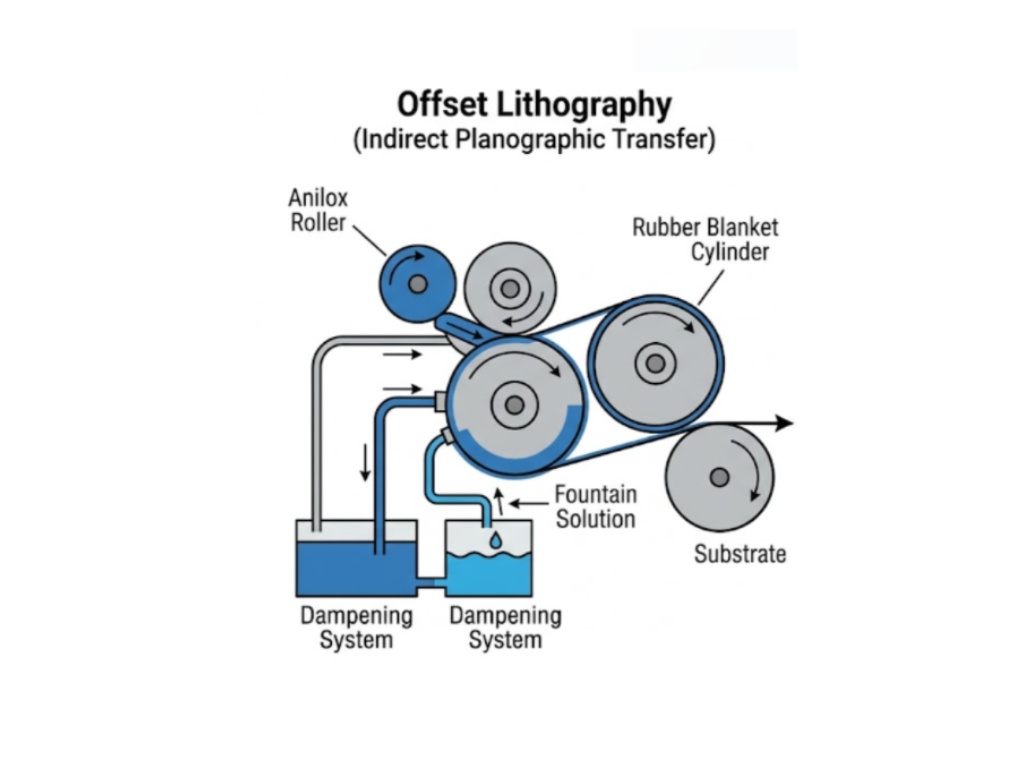
La plaque d'aluminium n'entre jamais en contact avec le papier final. Au lieu de cela, l'image est "décalée" (transférée) sur une plaque d'aluminium. Couverture en caoutchouc cylindre. Cette couche intermédiaire de caoutchouc agit comme un coussin parfait, absorbant l'encre et la pressant fermement dans le substrat sous une immense pression. Ce transfert indirect via le blanchet est à l'origine de la légendaire douceur de l'offset.
Compatibilité des substrats : Limites et atouts des matériaux
Lors de l'évaluation Impression offset et flexographieLes différences mécaniques décrites ci-dessus déterminent exactement ce sur quoi vous pouvez ou ne pouvez pas imprimer. Tenter de faire passer le mauvais matériau dans une presse est une recette pour une défaillance catastrophique et un immense gaspillage de matériau.
Le domaine de la flexographie
La nature flexible du cliché photopolymère, combinée à la douceur de l'"impression bise" et aux encres liquides à séchage rapide, fait de la flexographie le roi incontesté des surfaces non absorbantes et irrégulières. Dans l'industrie du carton ondulé, elle est pratiquement obligatoire. Si l'on tente de faire passer du carton ondulé dans une presse offset, l'immense pression du blanchet écraserait physiquement les cannelures, détruisant ainsi l'intégrité structurelle de la boîte.
La zone de confort de la compensation
Le processus offset exige un environnement très spécifique pour se développer. Le support doit être exceptionnellement plat, uniforme et généralement absorbant. Le blanchet a besoin d'une surface lisse et homogène pour transférer parfaitement les points d'encre microscopiques très détaillés. Si le matériau présente des textures profondes, s'il n'est pas poreux sans installations UV hautement spécialisées ou s'il est structurellement fragile, le processus offset échouera en raison d'une mauvaise adhérence de l'encre et d'une pression excessive du pincement.
Qualité d'impression, résolution et reproduction des couleurs
Pendant des décennies, le discours de l'industrie sur les impression offset ou flexo était claire : si vous vouliez des impressions de qualité muséale, vous choisissiez l'offset ; si vous aviez besoin d'un simple logo sur une boîte d'expédition marron, vous choisissiez la flexographie. À l'ère moderne, cette vision des choses est erronée. L'écart technologique s'est réduit comme peau de chagrin.
Historiquement, c'est la lithographie offset qui constitue la référence. Parce qu'elle utilise des plaques d'aluminium plates et une couverture en caoutchouc, elle permet d'atteindre sans effort des résolutions extrêmes, dépassant souvent le seuil de 1,5 million d'euros. 200 à 300 lignes par pouce (LPI). Il permet d'obtenir des dégradés de couleurs merveilleusement lisses, des tons continus impeccables et une microtypographie d'une grande netteté (essentielle pour la lutte contre la contrefaçon dans le secteur pharmaceutique). Si vous imprimez un catalogue de photographies de haute couture, l'offset reste la limite physique supérieure de la fidélité visuelle.
Cependant, la dernière décennie a été marquée par une révolution technologique explosive dans le domaine de la flexographie, qui a permis de combler le fossé visuel pour plus de 80% d'applications d'emballage commercial. L'avènement de la Flexographie haute définition (HD)Combinée à la gravure de plaques au laser et aux technologies avancées de points plats, elle a transformé l'industrie. Auparavant, la flexographie souffrait de graves Gain de points-La tendance du point d'encre humide à s'étaler et à se brouiller sous l'effet de la pression. Les plaques flexo HD modernes contrôlent le transfert d'encre à un niveau microscopique, créant des reproductions de couleurs CMJN nettes, denses et éclatantes. Pour les emballages de marques modernes dans les rayons des magasins, la flexographie offre aujourd'hui une qualité de niveau "rétina-display" qui est pratiquement impossible à distinguer de l'offset pour l'œil non averti du consommateur.
L'économie de l'impression : Coûts des plaques et tirages
Lors de l'évaluation du coût réel d'un travail d'impression et de la comparaison de Impression flexo ou offsetLes acheteurs doivent abandonner la question simpliste "quelle machine est la moins chère ?" et calculer plutôt une analyse rigoureuse du seuil de rentabilité basée sur le rapport précis entre les coûts fixes d'installation (prépresse) et les coûts variables d'exploitation (déchets et débit).

Coût de la mise en place initiale et des plaques de prépresse
La barrière financière initiale à l'entrée met en évidence le contraste le plus spectaculaire entre les deux technologies. Les plaques d'aluminium offset sont remarquablement peu coûteuses à fabriquer et peuvent être imprimées directement à partir d'un ordinateur (CtP) en quelques minutes. Cela signifie que le coût fixe du prépresse pour un travail en offset est incroyablement bas, ce qui favorise la souplesse pour des conceptions en constante évolution.
En revanche, les clichés photopolymères flexographiques sont des pièces de polymère complexes, chimiquement durcies. Leur fabrication nécessite beaucoup plus de temps et d'argent. En outre, la flexographie nécessite une plaque dédiée et personnalisée pour chaque couleur utilisée dans la conception. Si votre modèle commercial implique des centaines d'UGS différentes avec des textes promotionnels ou des saveurs saisonnières qui changent constamment, les coûts récurrents des plaques en flexographie rogneront agressivement sur vos marges bénéficiaires.
Calcul du seuil de rentabilité pour les longueurs de parcours
Toutefois, des plaques bon marché ne garantissent pas un tirage bon marché. Il faut tenir compte de l'assassin caché qu'est la rentabilité : Déchets prêts à l'emploi.
Le bac à sable financier : Lorsque vous démarrez une presse offset, il faut beaucoup de temps et de matériel pour que l'équilibre chimique complexe entre l'huile et l'eau se stabilise sur les rouleaux. L'opérateur peut être amené à passer des centaines de feuilles de papier coûteux dans la poubelle de recyclage avant que la densité des couleurs ne soit correcte et vendable. À l'inverse, une presse flexo moderne, qui utilise une automatisation servocommandée et un dosage précis de l'anilox, est presque "en repérage" dès que la bande commence à tourner. La gâche de préparation est exceptionnellement faible.
C'est pourquoi une règle économique empirique s'impose : Pour les courts tirages (par exemple, moins de 10 000 unités), les plaques bon marché de l'offset absorbent le coût élevé de la gâche, ce qui en fait le choix économique. Mais lorsque les tirages atteignent 100 000 ou 500 000 unités, le coût initial élevé des plaques flexo est amorti en fractions microscopiques d'un centime par unité. Combinée à une gâche quasi nulle et à des vitesses de cloquage, la flexographie devient massivement plus rentable pour les longs tirages d'emballage en continu.
Vitesse de production et délais d'exécution
Lorsque l'on parle de délais d'exécution, il faut tenir compte des capacités physiques de production des machines une fois que la mise au point est terminée et que la presse passe en mode de production à grande échelle.
Les presses offset traditionnelles sont principalement feuille à feuille. Le papier est ramassé feuille par feuille par des ventouses pneumatiques et passe dans les cylindres. Même les machines offset à feuilles les plus perfectionnées atteignent une vitesse maximale de 18 000 à 20 000 feuilles par heure. Les pousser plus vite entraîne des bourrages de papier catastrophiques en raison des limites physiques de la manipulation de morceaux de papier individuels à grande vitesse.
La flexographie, quant à elle, est presque exclusivement une technique d'impression. alimenté par le web processus. Elle tire le matériau d'un rouleau massif et continu, en maintenant une tension constante. Comme il n'y a pas de feuilles individuelles à saisir, à passer et à relâcher, une presse flexo haute performance fonctionne comme une locomotive industrielle implacable. Elle peut facilement atteindre et maintenir des vitesses opérationnelles de 1 500 à 2 000 pieds par minute. Pour une marque mondiale qui a besoin de millions d'étiquettes enveloppantes imprimées en un seul week-end, la capacité d'engloutissement en continu d'une presse flexo à bobines est tout à fait inégalée.
Traitement en ligne ou hors ligne : Capacités de postpresse
C'est à ce stade critique que les acheteurs calculent mal leurs délais réels. L'efficacité réelle de la fabrication ne dépend pas seulement de la vitesse à laquelle vous appliquez l'encre sur un substrat, mais aussi de la vitesse à laquelle ce matériel imprimé peut être converti en un produit final pouvant être expédié.
Avec l'offset feuille traditionnel, le processus hors ligne décousu nécessite un travail manuel excessif, exige un espace de stockage massif pour le séchage et augmente considérablement le délai d'exécution global.
En revanche, les plates-formes flexo modernes (telles que les systèmes de conversion tout-en-un de 500 m/min conçus par KETE) réalisent un "pliage en ligne de production". En intégrant l'impression, la découpe rotative et la dorure à froid en un seul passage continu, elles transforment des calendriers hors ligne d'une semaine en produits livrables en une seule équipe.
Systèmes d'encres, méthodes de séchage et impact sur l'environnement
La composition chimique de l'encre n'affecte pas seulement l'éclat de l'impression, elle détermine également de manière stricte la conformité environnementale, la sécurité de l'usine et la qualité alimentaire de l'emballage final.
La flexographie utilise des encres liquides à faible viscosité avec des formulations très polyvalentes. Les acteurs dominants dans le domaine de la flexographie sont Encres à base d'eau et Encres à séchage UV/LED. Les encres à base d'eau ont des émissions de composés organiques volatils (COV) exceptionnellement faibles. Elles sèchent rapidement par un simple processus d'évaporation et d'absorption. Ce profil non toxique et inodore est la raison exacte pour laquelle la flexographie détient un monopole absolu sur les emballages alimentaires à contact direct (comme les emballages de fast-food ou les briques de lait). Les encres UV, quant à elles, durcissent instantanément lorsqu'elles sont exposées à la lumière ultraviolette, ce qui donne une finition très durable et résistante aux éraflures.
La lithographie offset repose traditionnellement sur l'utilisation de produits très visqueux, Encres en pâte à base d'huile. Bien que ces encres offrent une saturation des couleurs incroyablement riche, elles sèchent lentement par le biais d'un processus chimique complexe d'oxydation. En offset feuilles à grande vitesse, l'encre est presque toujours encore humide lorsque les feuilles s'empilent à la sortie. Pour éviter que l'encre humide d'une feuille ne s'étale sur le dos de la feuille qui la précède, la machine doit pulvériser une fine couche de Poudre anti-déconnexion entre chaque couche imprimée. Cette fine poudre crée un environnement poussiéreux et contaminé dans l'atelier, ce qui rend l'offset traditionnel très problématique pour les emballages de dispositifs médicaux ultra-propres ou les salles blanches strictes de qualité alimentaire.
Protéger votre atelier d'impression pour l'avenir : Passez à l'étape suivante
En fin de compte, le choix entre l'impression flexo par rapport à l'impression offset consiste à aligner rigoureusement les caractéristiques physiques et économiques d'une presse sur votre matrice de produits spécifique, vos longueurs de tirage et vos objectifs d'expansion à long terme. Prendre cette décision d'investissement critique de manière isolée, en se basant uniquement sur les fiches techniques ou sur des préjugés industriels dépassés, peut conduire à des erreurs qui se chiffrent en millions de dollars et à une perte d'agilité opérationnelle.
Si vous planifiez activement une mise à niveau de l'automatisation de votre installation d'emballage, ou si vous êtes un distributeur à la recherche d'équipements de flexographie, d'héliogravure ou de transformation d'étiquettes hautement fiables, vous n'avez pas besoin de naviguer seul dans les complexités de l'ingénierie.
Éliminez les incertitudes avant d'investir
Soutenu par des usines spécialisées et bénéficiant de la confiance d'entreprises d'emballage dans plus de 80 pays depuis 2011, KETE conçoit la rentabilité. Que vous ayez besoin d'une configuration de 2 à 8 couleurs, d'une finition en ligne à grande vitesse ou d'un test gratuit d'échantillons avant expédition utilisant vos propres substrats spécifiques, nos experts fournissent des évaluations de projet transparentes et personnalisées, adaptées à votre espace de travail et à vos objectifs de retour sur investissement.
Demandez dès aujourd'hui votre analyse personnalisée d'implantation d'équipement et de retour sur investissement