In the high-stakes world of commercial packaging, choosing the wrong press leads to catastrophic financial bleeds and blown deadlines. When evaluating flexo printing vs offset printing, buyers must look beyond outdated assumptions. This comprehensive engineering guide delivers an objective, hard-hitting analysis of which technology will actually maximize your return on investment (ROI) based on mechanical physics and real-world breakeven mathematics.
Executive Summary: The Quick Decision Matrix for Flexo vs. Offset
Time is the most expensive commodity in industrial manufacturing. Before diving into the deep waters of mechanical physics and breakeven mathematics, use this quick triage tool. This decision matrix provides an immediate baseline orientation for your specific project requirements.
| Project Attribute (Evaluation Criteria) | Go with Flexo (Flexography) | Go with Offset (Lithography) |
|---|---|---|
| Substrate Type (Material) | Non-porous films, flexible plastics, corrugated board, foil, labels | Premium flat paper, solid bleached sulfate (SBS) board |
| Volume / Run Length | > 20,000 units (or > 5,000 m continuous web); highly profitable for massive long runs. | < 10,000 units (due to cheap plates). *Note: Highly dependent on SKU complexity. |
| Image Complexity & Detail | High quality (with HD Flexo); excellent for bold solids & brand packaging | Ultra-high fidelity, intricate gradients, micro-text, fine photography |
| Design Variability (SKU count) | Static designs (expensive photopolymer plates per color setup) | Frequent design changes (cheap and fast aluminum plates) |
| Post-Press Requirements | Requires heavy in-line finishing (die-cutting, foiling, lamination in one pass) | Primarily offline finishing (printed sheets must be moved to another machine) |
*Note: The actual financial tipping point fluctuates based on make-ready waste and in-line capabilities. Continue reading for the detailed breakdown.
Core Mechanical Differences: How Ink Transfers to the Substrate
To truly understand the operational differences in the flexo vs offset printing debate, we must strip them down to their first principles. The fundamental divide lies in the physical path the ink travels from the reservoir to the final packaging material. One is a direct physical impression; the other is a chemical, indirect transfer.
The Direct Transfer Process of Flexography
Flexography operates on a principle akin to a highly sophisticated, high-speed automated stamp. It is a direct rotary printing process utilizing flexible relief plates. The heart of this system is a masterclass in microscopic engineering: the Anilox roller.
The Anilox roller is a steel or aluminum core coated in industrial ceramics, whose surface is laser-engraved with millions of microscopic cells. These cells dip into the ink pan, picking up a mathematically precise volume of fluid. A doctor blade then scrapes the surface perfectly clean, ensuring only the ink inside the microscopic cells remains. This highly calibrated ink is then transferred directly onto the raised image areas of a flexible photopolymer plate attached to the plate cylinder.
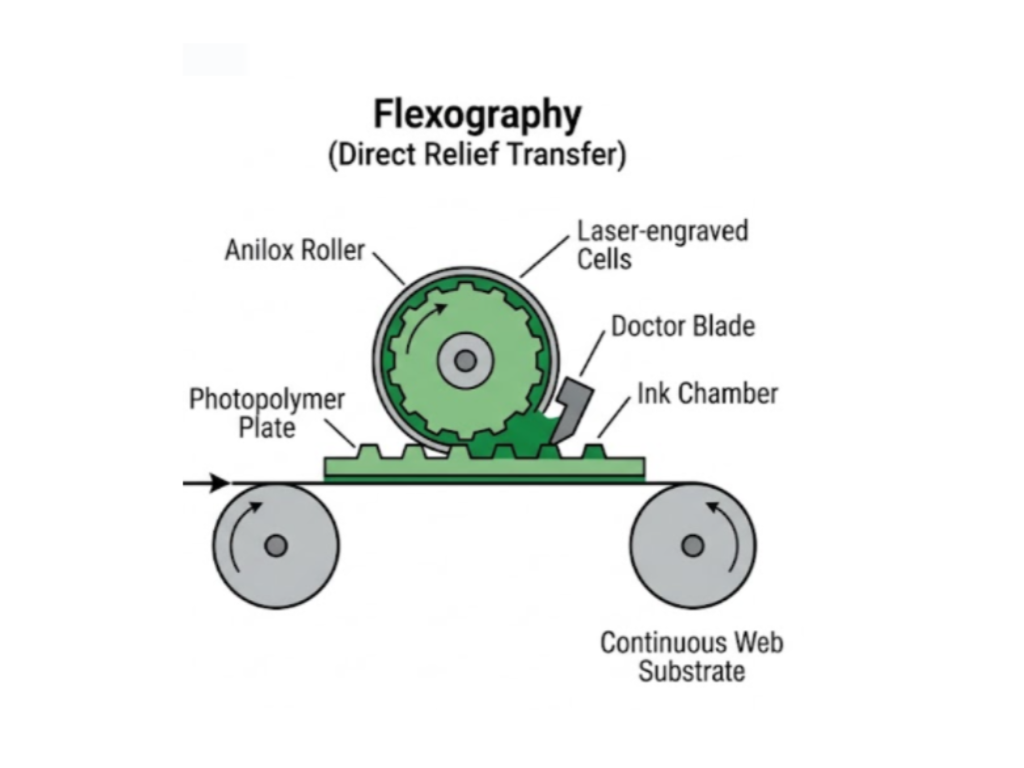
Finally, the substrate passes between the plate cylinder and the impression cylinder. Because the photopolymer plate is inherently flexible, it utilizes a “Kiss Impression.” This is a remarkably light touch that deposits the ink directly onto the material without applying crushing mechanical force. This delicate touch is exactly why flexo dominates fragile, uneven, or highly compressible materials.
The Indirect Lithographic Process of Offset
Offset printing, conversely, is built upon a fundamental chemical truth rather than physical relief: oil and water do not mix. It utilizes flat (planographic) aluminum plates where the image area and non-image area reside on the exact same physical level.
In the offset process, the aluminum plate first passes under dampening rollers which apply a microscopically thin film of water-based fountain solution. The non-image areas attract this water, while the chemically treated image areas repel it. Next, the plate passes under ink rollers containing highly viscous oil-based ink. The ink adheres strictly to the dry, water-repellent image areas.
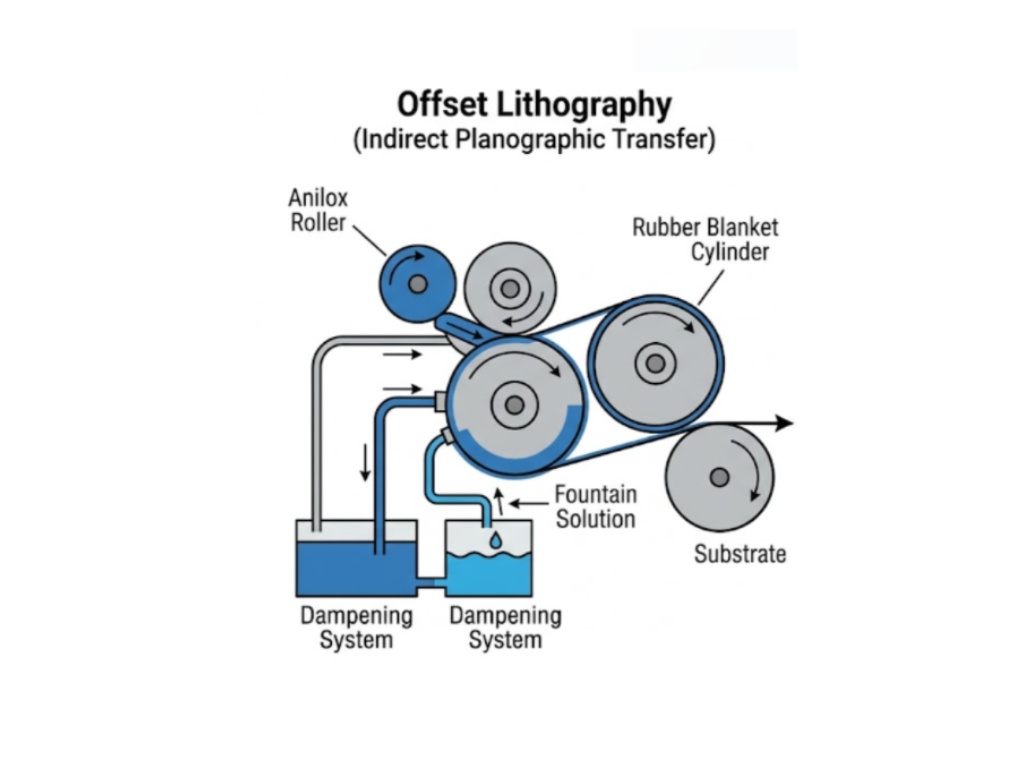
Crucially, the aluminum plate never touches the final paper. Instead, the image is “offset” (transferred) onto a Rubber Blanket cylinder. This intermediate rubber layer acts as a perfect cushion, absorbing the ink and pressing it firmly into the substrate under immense pressure. This indirect transfer via the rubber blanket is the physical root of offset’s legendary smoothness.
Substrate Compatibility: Material Limitations and Strengths
When evaluating offset printing vs flexo, the mechanical differences described above dictate exactly what you can and cannot print on. Attempting to force the wrong material through a press is a recipe for catastrophic failure and immense material waste.
The Flexography Domain
The flexible nature of the photopolymer plate, combined with the gentle “kiss impression” and rapid-drying liquid inks, makes flexography the undisputed king of non-absorbent and uneven surfaces. In the corrugated board industry, it is virtually mandatory. Attempting to run corrugated cardboard through an offset press would result in the immense blanket pressure physically crushing the flutes, destroying the box’s structural integrity.
The Offset Comfort Zone
The offset process demands a very specific environment to thrive. The substrate must be exceptionally flat, uniform, and generally absorbent. The rubber blanket requires a smooth, consistent surface to transfer the highly detailed microscopic ink dots flawlessly. If the material has deep textures, is entirely non-porous without highly specialized UV setups, or is structurally fragile, the offset process will fail due to poor ink adhesion and excessive nip pressure.
Print Quality, Resolution, and Color Reproduction
For decades, the industry narrative surrounding offset vs flexo printing was clear-cut: if you wanted museum-quality prints, you chose offset; if you just needed a simple logo on a brown shipping box, you chose flexo. In the modern era, this narrative is factually incorrect. The technological gap has narrowed to a microscopic sliver.
Historically, offset lithography set the gold standard. Because it uses flat aluminum plates and a rubber blanket, it can effortlessly achieve extreme resolutions, often exceeding 200 to 300 Lines Per Inch (LPI). It produces beautifully smooth color gradients, flawless continuous tones, and razor-sharp micro-typography (essential for anti-counterfeiting in pharmaceuticals). If you are printing a high-fashion photography catalog, offset remains the physical upper limit of visual fidelity.
However, the past decade has witnessed an explosive technological revolution in flexography, effectively closing the visual gap for over 80% of commercial packaging applications. The advent of High-Definition (HD) Flexo, combined with state-of-the-art laser plate engraving and advanced flat-top dot technologies, has transformed the industry. Previously, flexo suffered from severe Dot Gain—the tendency for the wet ink dot to spread and blur under pressure. Modern HD flexo plates control ink transfer at a microscopic level, creating crisp, dense, and vibrant CMYK color reproductions. For modern brand packaging on store shelves, flexo now delivers “retina-display” level quality that is virtually indistinguishable from offset to the untrained consumer eye.
The Economics of Print: Plate Costs and Production Runs
When evaluating the true cost of a print job and comparing flexo printing vs offset, buyers must abandon the simplistic question of “which machine is cheaper?” and instead calculate a rigorous Breakeven Analysis based on the precise ratio of fixed setup costs (pre-press) to variable running costs (waste and throughput).

Initial Setup and Pre-Press Plate Costs
The initial financial barrier to entry highlights the most dramatic contrast between the two technologies. Offset aluminum plates are remarkably inexpensive to manufacture and can be imaged directly from a computer (CtP) in a matter of minutes. This means the fixed pre-press cost for an offset job is incredibly low, encouraging agility for constantly changing designs.
In stark contrast, flexographic photopolymer plates are complex, chemically cured pieces of polymer. They require significantly more time and capital to manufacture. Furthermore, flexo requires a dedicated, custom-made plate for every single color used in the design. If your business model involves hundreds of different SKUs with constantly changing promotional texts or seasonal flavors, the recurring plate costs in flexo will aggressively eat into your profit margins.
Calculating the Breakeven Point for Run Lengths
However, cheap plates do not guarantee a cheap print run. You must factor in the hidden assassin of profitability: Make-ready waste.
The Financial Sandbox: When you start an offset press, it takes significant time and material for the complex chemical balance of oil and water to stabilize across the rollers. The operator might have to run hundreds of sheets of expensive paper into the recycling bin before the color density is correct and sellable. Conversely, a modern flexo press, utilizing servo-driven automation and precise anilox metering, is almost “in register” the moment the web starts turning. The make-ready waste is exceptionally low.
Therefore, the economic rule of thumb emerges: For short runs (e.g., less than 10,000 units), the cheap plates of offset absorb the high waste cost, making it the economical choice. But as the run length scales up to 100,000 or 500,000 units, the high initial plate cost of flexo is amortized down to microscopic fractions of a penny per unit. Combined with near-zero running waste and blistering speeds, flexography becomes massively more profitable for long, continuous packaging runs.
Production Speed and Turnaround Times
When discussing turnaround times, we must look at the physical throughput capabilities of the machinery once the make-ready is complete and the press is pushed into full-scale production mode.
Traditional offset presses are predominantly sheet-fed. The paper is picked up sheet by sheet via pneumatic suckers and passed through the cylinders. Even the most advanced sheet-fed offset machines max out around 18,000 to 20,000 sheets per hour. Pushing them faster results in catastrophic paper jams due to the physical limitations of handling individual pieces of paper at high velocity.
Flexography, on the other hand, is almost exclusively a web-fed process. It pulls material from a massive, continuous roll, maintaining constant tension. Because there are no individual sheets to grip, pass, and release, a high-performance flexo press operates like a relentless industrial locomotive. It can easily reach and sustain operational speeds of 1,500 to 2,000 feet per minute. For a global brand needing millions of wrap-around labels printed over a single weekend, the sheer continuous swallowing capacity of a web-fed flexo press is entirely unmatched.
In-Line vs. Offline Processing: Post-Press Capabilities
This is the critical juncture where buyers miscalculate their actual lead times. True manufacturing efficiency is not merely about how fast you apply ink to a substrate; it is about how quickly that printed material can be converted into a final, shippable product.
With traditional sheet-fed offset, the disjointed offline process requires excessive manual labor, demands massive warehouse footprint for curing, and drastically bloats the overall lead time.
In contrast, modern flexo platforms (such as the 500m/min all-in-one converting systems engineered by KETE) execute “production line folding.” By integrating printing, rotary die-cutting, and cold foiling into a single continuous pass, they turn week-long offline schedules into single-shift deliverables.
Ink Systems, Curing Methods, and Environmental Impact
The chemical composition of the ink not only affects the vibrancy of the print but also strictly dictates the environmental compliance, factory safety, and food-grade ratings of the final packaging.
Flexography utilizes low-viscosity, liquid inks with highly versatile formulations. The dominant players in the flexo space are Water-based inks and UV/LED curable inks. Water-based inks have exceptionally low Volatile Organic Compounds (VOCs) emissions. They dry rapidly through a simple process of evaporation and absorption. This non-toxic, odorless profile is the exact reason why flexo holds an absolute monopoly over direct-contact food packaging (like fast-food wrappers or milk cartons). UV inks, alternatively, cure instantly when exposed to ultraviolet light, leaving a highly durable, scuff-resistant finish instantly.
Offset lithography traditionally relies on highly viscous, Oil-based paste inks. While these inks provide incredibly rich color saturation, they dry slowly through a complex chemical process of oxidation. In high-speed sheet-fed offset, the ink is almost always still wet as the sheets pile up at the delivery end. To prevent the wet ink of one sheet from smearing onto the back of the sheet above it, the machine must spray a fine layer of Anti-setoff powder between every single printed layer. This fine powder creates a dusty, contaminated environment on the factory floor, making traditional offset highly problematic for ultra-clean medical device packaging or strict food-grade cleanrooms.
Future-Proofing Your Print Floor: Take the Next Step
Ultimately, the choice between flexo printing vs. offset printing is about rigorously aligning the physics and economics of a press with your specific product matrix, run lengths, and long-term expansion goals. Making this critical capital expenditure decision in isolation, based on spec sheets alone or outdated industry biases, can lead to million-dollar missteps and crippled operational agility.
If you are actively planning an automation upgrade for your packaging facility, or if you are a distributor seeking highly reliable flexographic, gravure, or label converting equipment, you do not need to navigate the engineering complexities alone.
Eliminate the Guesswork Before You Invest
Backed by specialized factories and trusted by packaging enterprises across 80+ countries since 2011, KETE engineers profitability. Whether you need a 2-8 color configuration, high-speed in-line finishing, or free pre-shipment sample testing using your own specific substrates, our experts provide transparent, 1-on-1 project evaluations tailored to your exact floor space and ROI targets.
Request Your Custom Equipment Layout & ROI Analysis Today