In der Welt der Akzidenzverpackungen, in der viel auf dem Spiel steht, führt die Wahl der falschen Druckmaschine zu katastrophalen finanziellen Einbußen und verpassten Terminen. Bei der Evaluierung Flexodruck vs. Offsetdruckmüssen Käufer über veraltete Annahmen hinausschauen. Dieser umfassende technische Leitfaden liefert eine objektive, knallharte Analyse darüber, welche Technologie Ihre Kapitalrendite (ROI) tatsächlich maximieren wird, und zwar auf der Grundlage mechanischer Physik und realer Deckungsbeitragsrechnung.
Zusammenfassung: Die Quick Decision Matrix für Flexo- und Offsetdruck
Zeit ist das teuerste Gut in der industriellen Fertigung. Bevor Sie sich in die Tiefen der mechanischen Physik und der Deckungsbeitragsrechnung begeben, sollten Sie dieses schnelle Triage-Tool verwenden. Diese Entscheidungsmatrix bietet eine sofortige Grundorientierung für Ihre spezifischen Projektanforderungen.
| Projektattribut (Bewertungskriterien) | Einsatz von Flexo (Flexodruck) | Wählen Sie den Offsetdruck (Lithographie) |
|---|---|---|
| Substrattyp (Material) | Nicht poröse Filme, flexible Kunststoffe, Wellpappe, Folien, Etiketten | Hochwertiges, flaches Papier, fester, gebleichter Sulfatkarton (SBS) |
| Volumen / Lauflänge | > 20.000 Stück (oder > 5.000 m Endlosbahn); sehr rentabel bei großen Auflagen. | < 10.000 Einheiten (aufgrund von billigen Platten). *Hinweis: Stark abhängig von der SKU-Komplexität. |
| Bildkomplexität und Detailtreue | Hohe Qualität (mit HD-Flexo); ausgezeichnet für kräftige Vollflächen und Markenverpackungen | Ultrahohe Wiedergabetreue, komplizierte Farbverläufe, Mikrotext, hochwertige Fotografie |
| Design-Variabilität (SKU-Anzahl) | Statische Designs (teure Fotopolymerplatten pro Farbeinstellung) | Häufige Designänderungen (billige und schnelle Aluminiumplatten) |
| Post-Press-Anforderungen | Erfordert eine umfangreiche Inline-Nachbearbeitung (Stanzen, Folieren, Laminieren in einem Durchgang) | Hauptsächlich Offline-Finishing (bedruckte Bögen müssen zu einer anderen Maschine transportiert werden) |
*Hinweis: Der tatsächliche finanzielle Kipppunkt schwankt je nach Rüstabfall und Inline-Kapazitäten. Lesen Sie weiter, um eine detaillierte Aufschlüsselung zu erhalten.
Mechanische Kernunterschiede: Wie die Tinte auf das Substrat übertragen wird
Um die operativen Unterschiede zwischen den Flexodruck vs. Offsetdruck Debatte müssen wir sie auf ihre grundlegenden Prinzipien reduzieren. Der grundlegende Unterschied liegt in dem physikalischen Weg, den die Tinte vom Reservoir zum endgültigen Verpackungsmaterial zurücklegt. Bei der einen handelt es sich um einen direkten physikalischen Abdruck, bei der anderen um eine chemische, indirekte Übertragung.
Das Direkttransferverfahren des Flexodrucks
Der Flexodruck funktioniert nach dem Prinzip eines hochentwickelten, automatisierten Hochgeschwindigkeitsstempels. Es ist ein direktes Rotationsdruckverfahren unter Verwendung von flexiblen Reliefplatten. Das Herzstück dieses Systems ist eine Meisterleistung der mikroskopischen Technik: die Rasterwalze.
Die Anilox-Walze besteht aus einem mit Industriekeramik beschichteten Stahl- oder Aluminiumkern, dessen Oberfläche mit Millionen von mikroskopisch kleinen Zellen lasergraviert ist. Diese Näpfchen tauchen in die Farbwanne ein und nehmen ein mathematisch genaues Volumen an Flüssigkeit auf. Ein Rakel schabt dann die Oberfläche perfekt sauber, so dass nur die Farbe in den mikroskopischen Zellen zurückbleibt. Diese hochkalibrierte Farbe wird dann direkt auf die erhabenen Bildbereiche einer flexiblen Photopolymerplatte übertragen, die am Plattenzylinder befestigt ist.
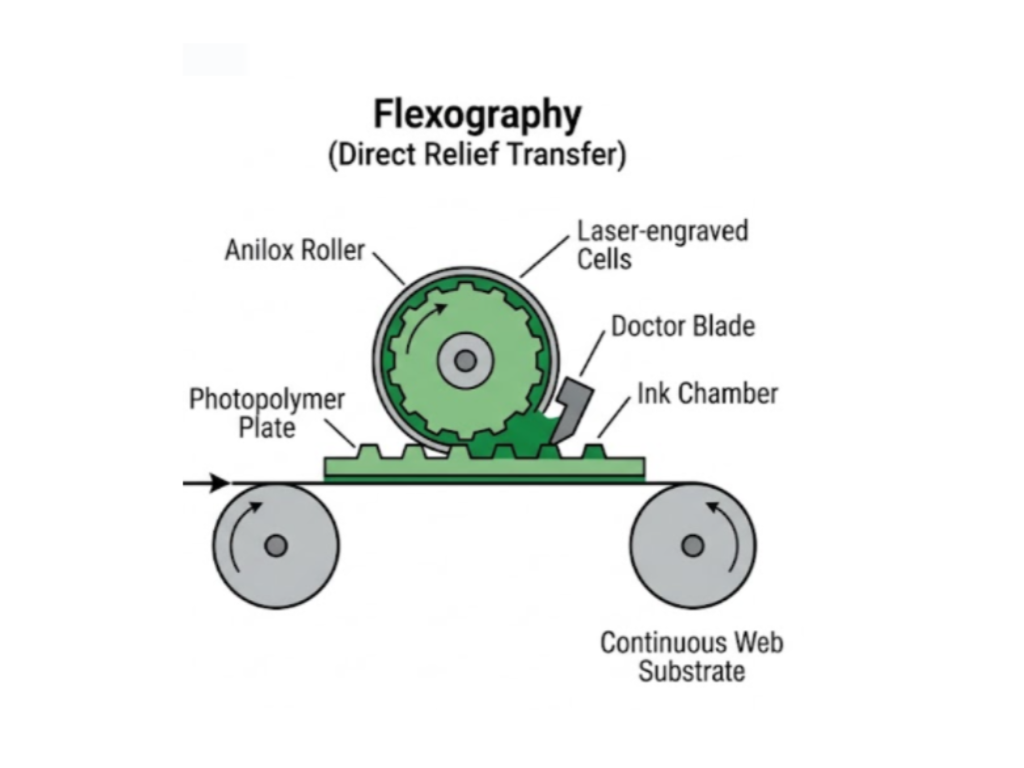
Schließlich wird das Substrat zwischen dem Plattenzylinder und dem Druckzylinder hindurchgeführt. Da die Fotopolymerplatte von Natur aus flexibel ist, verwendet sie einen "Kiss Impression". Dies ist eine bemerkenswert leichte Berührung, bei der die Tinte direkt auf das Material aufgetragen wird, ohne dass eine erdrückende mechanische Kraft angewendet wird. Genau aus diesem Grund eignet sich der Flexodruck besonders für zerbrechliche, unebene oder stark komprimierbare Materialien.
Das indirekte lithografische Verfahren des Offsetdrucks
Der Offsetdruck hingegen beruht auf einer grundlegenden chemischen Wahrheit und nicht auf einem physikalischen Relief: Öl und Wasser vermischen sich nicht. Beim Offsetdruck werden flache (planografische) Aluminiumplatten verwendet, bei denen sich der Bildbereich und der Nichtbildbereich auf der gleichen physikalischen Ebene befinden.
Beim Offsetverfahren läuft die Aluminiumplatte zunächst unter Feuchtwalzen, die einen mikroskopisch dünnen Film aus wasserbasiertem Feuchtmittel auftragen. Die bildfreien Bereiche ziehen dieses Wasser an, während die chemisch behandelten Bildbereiche es abstoßen. Anschließend läuft die Platte unter Farbwalzen, die hochviskose Ölfarbe enthalten. Die Farbe haftet fest auf den trockenen, wasserabweisenden Bildbereichen.
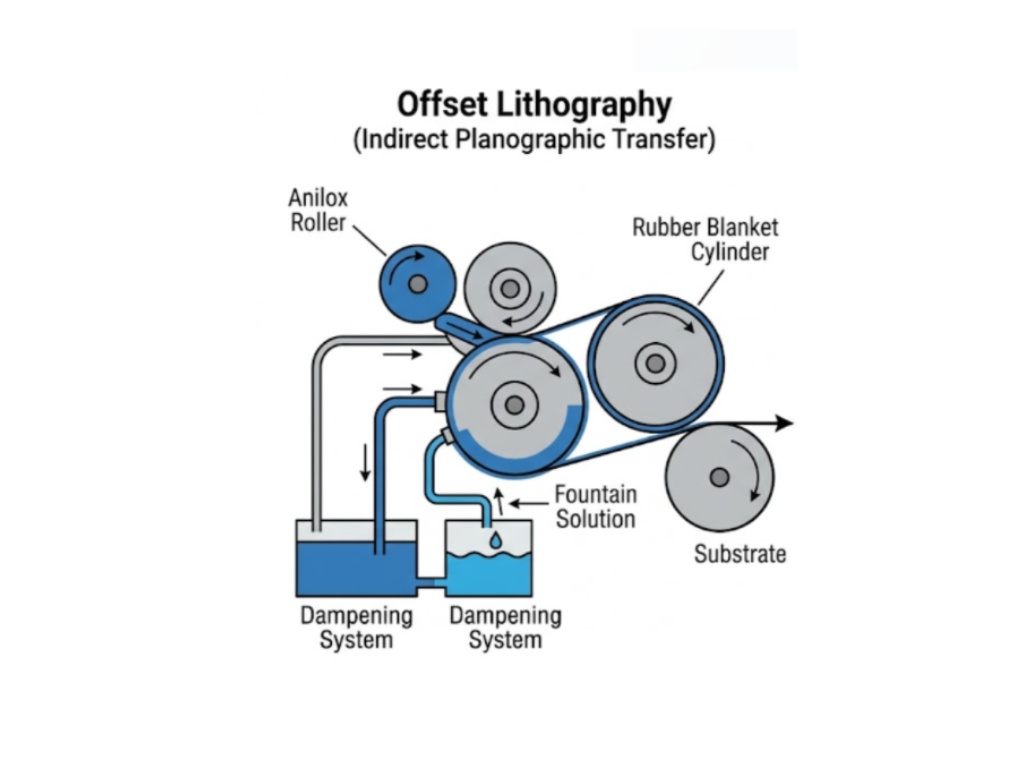
Entscheidend ist, dass die Aluminiumplatte nie das endgültige Papier berührt. Stattdessen wird das Bild "versetzt" (übertragen) auf eine Gummidecke Zylinder. Diese Gummi-Zwischenschicht wirkt wie ein perfektes Kissen, das die Farbe aufnimmt und sie unter enormem Druck fest in den Bedruckstoff presst. Diese indirekte Übertragung über das Gummituch ist die physikalische Ursache für die legendäre Glätte des Offsetdrucks.
Kompatibilität der Substrate: Materialbeschränkungen und -stärken
Bei der Evaluierung Offsetdruck vs. FlexodruckDie oben beschriebenen mechanischen Unterschiede geben genau vor, was Sie bedrucken können und was nicht. Der Versuch, das falsche Material durch eine Druckmaschine zu zwingen, ist ein Rezept für katastrophales Versagen und immense Materialverschwendung.
Der Bereich Flexodruck
Die flexible Beschaffenheit der Fotopolymerplatte in Verbindung mit dem sanften "Kiss Impression"-Verfahren und den schnell trocknenden Flüssigfarben macht den Flexodruck zum unangefochtenen König der nicht saugfähigen und unebenen Oberflächen. In der Wellpappenindustrie ist er praktisch obligatorisch. Der Versuch, Wellpappe durch eine Offsetdruckmaschine laufen zu lassen, würde dazu führen, dass der immense Gummituchdruck die Wellen zerdrückt und die strukturelle Integrität des Kartons zerstört.
Die Offset-Komfortzone
Das Offset-Verfahren erfordert ein sehr spezifisches Umfeld, um zu gedeihen. Der Bedruckstoff muss außergewöhnlich flach, gleichmäßig und generell saugfähig sein. Das Gummituch benötigt eine glatte, gleichmäßige Oberfläche, um die hochdetaillierten mikroskopisch kleinen Farbpunkte einwandfrei zu übertragen. Wenn das Material tiefe Strukturen aufweist, ohne hochspezialisierte UV-Einrichtungen völlig porenlos ist oder strukturell brüchig ist, wird der Offsetdruckprozess aufgrund schlechter Farbhaftung und übermäßigem Anpressdruck scheitern.
Druckqualität, Auflösung und Farbwiedergabe
Jahrzehntelang war das Narrativ der Industrie rund um Offsetdruck vs. Flexodruck war klar: Wenn man Drucke in Museumsqualität wollte, entschied man sich für den Offsetdruck; wenn man nur ein einfaches Logo auf einem braunen Versandkarton brauchte, wählte man den Flexodruck. In der heutigen Zeit ist diese Darstellung faktisch falsch. Der technologische Unterschied ist auf ein mikroskopisch kleines Stückchen geschrumpft.
In der Vergangenheit war die Offsetlithografie der Goldstandard. Da hier flache Aluminiumplatten und ein Gummituch verwendet werden, lassen sich mühelos extreme Auflösungen erzielen, die oft über 200 bis 300 Zeilen pro Zoll (LPI). Er produziert wunderbar glatte Farbverläufe, makellose Halbtöne und messerscharfe Mikrotypografie (unerlässlich für die Fälschungssicherheit bei Arzneimitteln). Wenn Sie einen Fotokatalog für die Haute Couture drucken, bleibt der Offsetdruck die physikalische Obergrenze für visuelle Wiedergabetreue.
Das letzte Jahrzehnt hat jedoch eine explosionsartige technologische Revolution im Flexodruck mit sich gebracht, die die visuelle Lücke für mehr als 80% der kommerziellen Verpackungsanwendungen effektiv geschlossen hat. Das Aufkommen von Hochauflösender (HD) Flexodruckin Kombination mit der hochmodernen Lasergravur und der fortschrittlichen Flat-Top-Dot-Technologie hat die Branche verändert. Früher litt der Flexodruck unter schweren Punktzuwachs-die Tendenz des nassen Farbpunkts, sich unter Druck auszubreiten und zu verwischen. Moderne HD-Flexodruckplatten steuern die Farbübertragung auf mikroskopischer Ebene und erzeugen gestochen scharfe, dichte und lebendige CMYK-Farbreproduktionen. Für moderne Markenverpackungen in den Verkaufsregalen liefert der Flexodruck heute eine "Retina-Display"-Qualität, die für das ungeschulte Auge des Verbrauchers praktisch nicht vom Offsetdruck zu unterscheiden ist.
Die Wirtschaftlichkeit des Drucks: Plattenkosten und Auflagenhöhe
Bei der Bewertung der tatsächlichen Kosten eines Druckauftrags und beim Vergleich Flexodruck vs. OffsetdruckDie Käufer müssen sich von der simplen Frage "Welche Maschine ist billiger?" verabschieden und stattdessen eine rigorose Breakeven-Analyse auf der Grundlage des genauen Verhältnisses zwischen fixen Einrichtungskosten (Druckvorstufe) und variablen Betriebskosten (Makulatur und Durchsatz) berechnen.

Kosten für Ersteinrichtung und Druckplattenvorbereitung
Die anfängliche finanzielle Einstiegshürde stellt den größten Unterschied zwischen den beiden Technologien dar. Offset-Aluminiumplatten sind bemerkenswert kostengünstig in der Herstellung und können innerhalb weniger Minuten direkt von einem Computer (CtP) bebildert werden. Das bedeutet, dass die festen Druckvorstufenkosten für einen Offsetdruckauftrag unglaublich niedrig sind, was die Flexibilität bei sich ständig ändernden Designs fördert.
Im krassen Gegensatz dazu sind flexografische Fotopolymerplatten komplexe, chemisch gehärtete Polymerteile. Ihre Herstellung erfordert erheblich mehr Zeit und Kapital. Außerdem erfordert der Flexodruck für jede einzelne Farbe, die im Design verwendet wird, eine eigene, maßgeschneiderte Platte. Wenn Ihr Geschäftsmodell Hunderte verschiedener Artikel mit ständig wechselnden Werbetexten oder saisonalen Geschmacksrichtungen umfasst, werden die wiederkehrenden Plattenkosten im Flexodruck Ihre Gewinnspanne stark beeinträchtigen.
Berechnung des Breakeven-Punkts für Lauflängen
Billige Druckplatten sind jedoch keine Garantie für eine billige Druckauflage. Sie müssen den versteckten Mörder der Rentabilität einkalkulieren: Rüstzeitabfälle.
Der finanzielle Sandkasten: Wenn Sie eine Offsetdruckmaschine in Betrieb nehmen, braucht es viel Zeit und Material, bis sich das komplexe chemische Gleichgewicht von Öl und Wasser auf den Walzen stabilisiert hat. Der Bediener muss unter Umständen Hunderte von Bögen teuren Papiers in den Recycling-Behälter werfen, bevor die Farbdichte korrekt und verkaufsfähig ist. Im Gegensatz dazu ist eine moderne Flexodruckmaschine mit servogesteuerter Automatisierung und präziser Anilox-Dosierung fast in dem Moment "im Register", in dem sich die Bahn zu drehen beginnt. Die Einrichtmakulatur ist außergewöhnlich gering.
Daraus ergibt sich die wirtschaftliche Faustregel: Bei kleinen Auflagen (z.B. weniger als 10.000 Stück) absorbieren die billigen Offsetdruckplatten die hohen Makulaturkosten, so dass der Offsetdruck die wirtschaftlichste Wahl ist. Aber wenn die Auflagenhöhe auf 100.000 oder 500.000 Stück ansteigt, amortisieren sich die hohen anfänglichen Plattenkosten des Flexodrucks bis auf mikroskopisch kleine Bruchteile eines Pennys pro Stück. Kombiniert mit einer Makulatur von nahezu Null und blitzschnellen Geschwindigkeiten wird der Flexodruck für lange, kontinuierliche Verpackungsläufe massiv profitabler.
Produktionsgeschwindigkeit und Durchlaufzeiten
Wenn wir über Durchlaufzeiten sprechen, müssen wir die physischen Durchsatzkapazitäten der Maschinen betrachten, sobald die Einrichtarbeiten abgeschlossen sind und die Druckmaschine in den vollen Produktionsmodus versetzt wird.
Traditionelle Offsetdruckmaschinen sind überwiegend Blatt. Das Papier wird Bogen für Bogen über pneumatische Sauger aufgenommen und durch die Zylinder geführt. Selbst die modernsten Bogenoffsetmaschinen erreichen ihr Maximum bei 18.000 bis 20.000 Bogen pro Stunde. Eine höhere Geschwindigkeit führt zu katastrophalen Papierstaus aufgrund der physikalischen Grenzen der Handhabung einzelner Papierstücke bei hoher Geschwindigkeit.
Der Flexodruck hingegen ist fast ausschließlich ein web-gespeist Verfahren. Sie zieht das Material von einer massiven, kontinuierlichen Walze ab und hält die Spannung konstant. Da es keine einzelnen Bögen gibt, die gegriffen, weitergegeben und wieder freigegeben werden müssen, arbeitet eine Hochleistungs-Flexodruckmaschine wie eine unerbittliche Industrielokomotive. Sie kann problemlos Betriebsgeschwindigkeiten von 1.500 bis 2.000 Fuß pro Minute erreichen und aufrechterhalten. Für eine globale Marke, die an einem einzigen Wochenende Millionen von Rundum-Etiketten drucken muss, ist die schier unendliche Verarbeitungskapazität einer Rollen-Flexodruckmaschine völlig unübertroffen.
In-Line vs. Offline-Verarbeitung: Post-Press-Fähigkeiten
Dies ist der kritische Punkt, an dem die Käufer ihre tatsächlichen Vorlaufzeiten falsch einschätzen. Bei echter Produktionseffizienz geht es nicht nur darum, wie schnell man Tinte auf ein Substrat aufträgt, sondern auch darum, wie schnell das gedruckte Material in ein fertiges, versandfähiges Produkt umgewandelt werden kann.
Beim herkömmlichen Bogenoffsetdruck erfordert der unzusammenhängende Offline-Prozess übermäßige manuelle Arbeit, erfordert eine große Lagerfläche für die Aushärtung und verlängert die Gesamtvorlaufzeit drastisch.
Im Gegensatz dazu führen moderne Flexo-Plattformen (wie die von KETE entwickelten 500m/min All-in-One-Verarbeitungssysteme) eine "Produktionslinienfaltung" durch. Durch die Integration von Druck, Rotationsstanzung und Kaltfolienprägung in einem einzigen kontinuierlichen Durchgang verwandeln sie wochenlange Offline-Pläne in Lieferungen in einer einzigen Schicht.
Farbsysteme, Aushärtungsmethoden und Umweltauswirkungen
Die chemische Zusammensetzung der Tinte wirkt sich nicht nur auf die Lebendigkeit des Drucks aus, sondern ist auch entscheidend für die Umweltverträglichkeit, die Betriebssicherheit und die Lebensmitteleignung der fertigen Verpackung.
Im Flexodruck werden niedrigviskose, flüssige Druckfarben mit sehr vielseitigen Formulierungen verwendet. Die dominierenden Akteure im Flexodruckbereich sind Tinten auf Wasserbasis und UV/LED-härtende Druckfarben. Druckfarben auf Wasserbasis haben außergewöhnlich niedrige Emissionen flüchtiger organischer Verbindungen (VOCs). Sie trocknen schnell durch einen einfachen Prozess der Verdunstung und Absorption. Dieses ungiftige, geruchlose Profil ist genau der Grund, warum der Flexodruck bei Lebensmittelverpackungen mit direktem Kontakt (wie Fast-Food-Verpackungen oder Milchkartons) ein absolutes Monopol hat. UV-Farben hingegen härten sofort aus, wenn sie ultraviolettem Licht ausgesetzt werden, und hinterlassen sofort eine äußerst haltbare, abriebfeste Oberfläche.
In der Offsetlithografie werden traditionell hochviskose Materialien verwendet, Pastentinten auf Ölbasis. Diese Druckfarben bieten zwar eine unglaublich satte Farbsättigung, trocknen aber durch einen komplexen chemischen Prozess der Oxidation nur langsam. Beim Hochgeschwindigkeits-Bogenoffsetdruck ist die Farbe fast immer noch feucht, wenn sich die Bögen an der Auslage stapeln. Um zu verhindern, dass die nasse Farbe eines Bogens auf die Rückseite des darüber liegenden Bogens verschmiert, muss die Maschine eine feine Schicht von Anti-Absetzpulver zwischen jeder einzelnen gedruckten Schicht. Dieses feine Pulver führt zu einer staubigen, verunreinigten Umgebung in der Fabrikhalle, wodurch der herkömmliche Offsetdruck für ultra-saubere Verpackungen für medizinische Geräte oder strenge Reinräume in Lebensmittelqualität äußerst problematisch ist.
Zukunftssicherer Drucksaal: Machen Sie den nächsten Schritt
Letztlich ist die Wahl zwischen Flexodruck vs. Offsetdruck geht es darum, die physikalischen und wirtschaftlichen Aspekte einer Druckmaschine mit Ihrer spezifischen Produktmatrix, den Auflagenhöhen und den langfristigen Expansionszielen in Einklang zu bringen. Diese kritische Investitionsentscheidung isoliert auf der Grundlage von technischen Datenblättern oder veralteten Branchenvorurteilen zu treffen, kann zu millionenschweren Fehlentscheidungen und einer eingeschränkten betrieblichen Flexibilität führen.
Wenn Sie aktiv ein Automatisierungs-Upgrade für Ihre Verpackungsanlage planen oder wenn Sie als Händler auf der Suche nach hochzuverlässigen Flexo-, Tiefdruck- oder Etikettenverarbeitungsanlagen sind, müssen Sie sich nicht allein durch die technischen Komplexitäten kämpfen.
Eliminieren Sie das Rätselraten, bevor Sie investieren
KETE wird von spezialisierten Fabriken unterstützt und genießt seit 2011 das Vertrauen von Verpackungsunternehmen in mehr als 80 Ländern und sorgt für Rentabilität. Ganz gleich, ob Sie eine 2-8-Farben-Konfiguration, eine Hochgeschwindigkeits-Inline-Fertigstellung oder kostenlose Mustertests vor dem Versand mit Ihren eigenen spezifischen Substraten benötigen, unsere Experten bieten transparente 1:1-Projektevaluierungen, die genau auf Ihre Flächen- und ROI-Ziele zugeschnitten sind.
Fordern Sie noch heute Ihre individuelle Geräteauslegung und ROI-Analyse an