Einführung
Ein 0,1 mm hoher Rakelverschleiß in einer Hochgeschwindigkeitsproduktion kann 10.000 Meter Verpackungssubstrat zerschneiden und damit potenziellen Gewinn in industriellen Abfall verwandeln. Präzision ist in der modernen Produktionsumgebung nicht nur ein Traum, sondern die Grundlage für wirtschaftliche Nachhaltigkeit. Um eine überragende Druckqualität zu gewährleisten und die Lebensdauer der Klingen zu verlängern, ist es wichtig, die mechanischen Feinheiten zu verstehen. Unter den Hochgeschwindigkeitsbedingungen des Flexodrucks und des Tiefdrucks ist die Druckrakel der wichtigste mechanische Kontaktpunkt zwischen der komplizierten Fluidmechanik und dem Endsubstrat. Dieses Bauteil wird wegen seines scheinbar einfachen Aussehens oft ignoriert, aber es entscheidet letztendlich über die Farbschichtdicke und damit über die ästhetische und funktionale Integrität des Druckprodukts.
Mit dem zunehmenden Produktionstempo und den steigenden Anforderungen der Marken an die absolute Farbkonstanz ist die Beherrschung der technischen Besonderheiten bei der Auswahl und dem Einsatz von Druckrakeln nicht nur eine Randaufgabe, sondern auch eine notwendige Fähigkeit jedes wettbewerbsfähigen Druckunternehmens geworden. Dies gilt insbesondere für die Abgrenzung der spezifischen Anforderungen an eine Tiefdruckrakel gegenüber einer Rakel für den Flexodruck, vor allem im Umgang mit abrasiven Druckfarben.
Was ist eine Rakel und warum ist sie für den Druck wichtig?
Eine Rakel ist ein hochpräziser Streifen, in der Regel aus Stahl oder einer Kunststoffklinge aus synthetischen Polymeren, der dazu dient, überschüssige Farbe auf der glatten Oberfläche eines Druckzylinders oder den gravierten Näpfchen einer Rasterwalze zu entfernen. Ihr Hauptzweck ist die Dosierung, d. h. der Prozess, der sicherstellt, dass nur eine vorher festgelegte, genaue Farbmenge in den Gravuren verbleibt, bevor sie auf die Platte oder den Bedruckstoff übertragen wird.
Die Bedeutung dieses Elements kann nicht hoch genug eingeschätzt werden. Die Rakel in einem Flexodrucksystem ist ein volumetrischer Regler. Ohne sie wäre die Farbübertragung unkontrollierbar, was zu Überschwemmungen, ungleichmäßigen Dichten und einem totalen Verlust des Tonwertumfangs führen würde. Aus wirtschaftlicher Sicht ist das Rakelmesser einer der wichtigsten Hebel zur Kostenkontrolle. Eine korrekte Dosierung spart Farbverluste und verringert die Anzahl der Ausschussprodukte, die in der Verpackungsindustrie zu den stillen Gewinnkillern gehören. Darüber hinaus schützt die Rakel das teuerste Teil der Druckmaschine: die keramische Rasterwalze oder den gravierten Tiefdruckzylinder. Eine falsch gewählte oder nicht ordnungsgemäß gewartete Klinge kann zu dauerhaften Riefen führen, die durch harte Partikel auf diesen Oberflächen verursacht werden, was zu katastrophalen Geräteausfällen und enormen Kapitalkosten für deren Ersatz führt.

Das Arbeitsprinzip: Wie Doctor Blades für Präzision sorgt
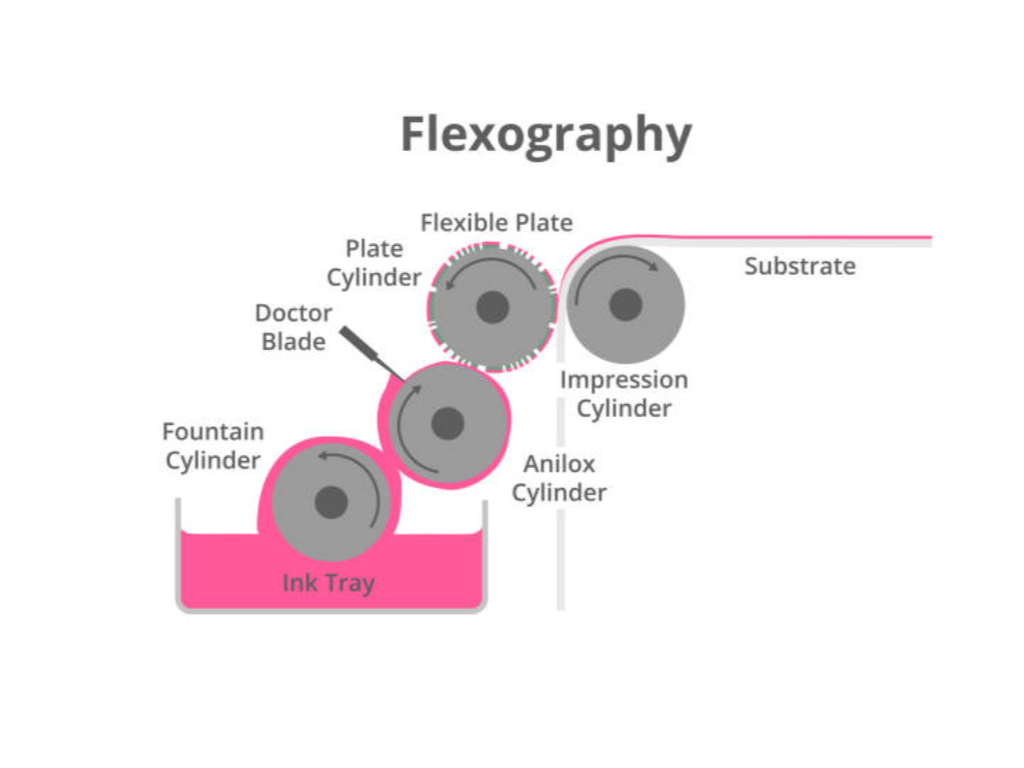
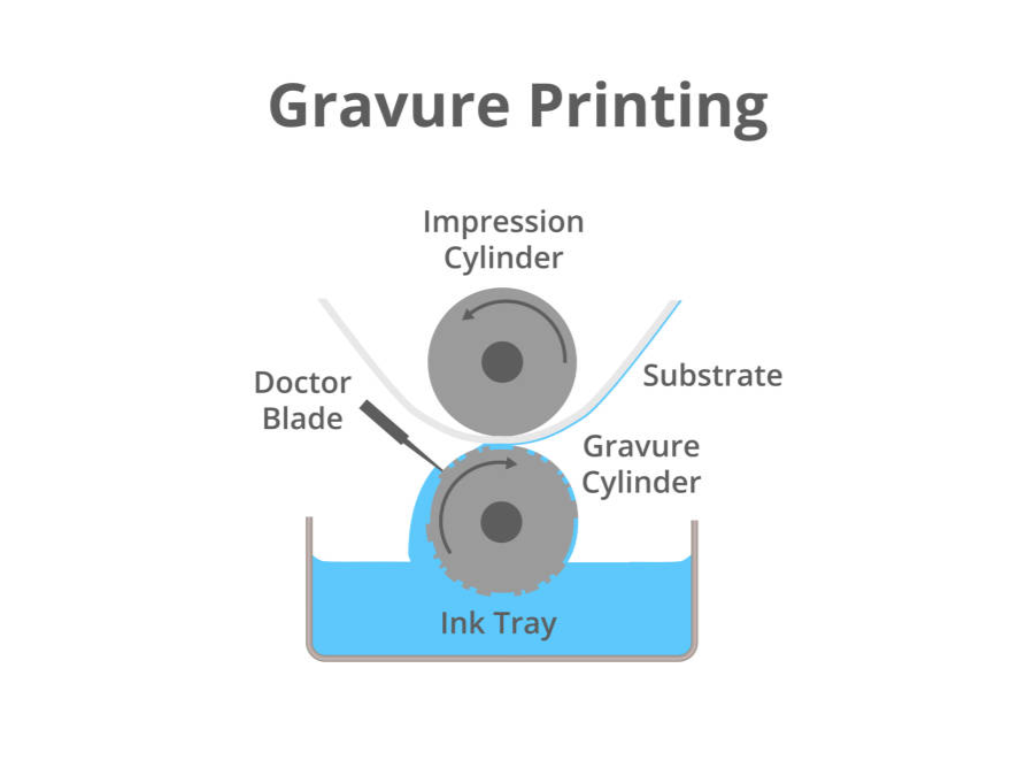
Die Arbeitseffizienz einer Rakel basiert auf dem Konzept des mechanischen Abstreifens und der Flüssigkeitsschere. Da sich der Druckzylinder mit hoher Geschwindigkeit dreht, transportiert er überschüssige Farbe aus dem Feuchtwerk auf die Druckplatte. Um diesen Überschuss abzuscheren, wird das Rakelmesser auf einen bestimmten Kontaktwinkel eingestellt, in der Regel 30 bis 35 Grad.
Es ist ein feiner Balanceakt der Kräfte. Auf der einen Seite gibt es den pneumatischen oder mechanischen Druck auf das Messer, um es auf dem Zylinder zu fixieren. Auf der anderen Seite gibt es den hydrodynamischen Auftrieb des Farbfilms selbst. Die Rakelklinge ist ein wachsamer Wächter bei einer schnellen Überfahrt, und nur eine sehr genaue Farbmenge wird durch ihre mikroskopische Öffnung gelassen, um eine gleichmäßige Farbübertragung zu gewährleisten. Wenn der Druck nicht ausreicht, schwimmt die Rakel auf dem Farbfilm, was als Spitting oder Hazing bezeichnet wird. Ein zu hoher Druck führt zu einer höheren Reibung, was wiederum zu einem vorzeitigen Verschleiß der Klinge und des Zylinders führt und ausreichend Wärme erzeugen kann, um die chemische Viskosität der Tinte zu verändern. Die Genauigkeit wird durch die Stabilität des Rakelhalters und die Gleichmäßigkeit des Rakelabdrucks bzw. der tatsächlichen Kontaktfläche mit dem Zylinder gewährleistet.
Gängige Typen von Rakelmessern im Druckbereich kennenlernen
Rakelmesser sind nicht homogen; sie lassen sich nach ihrer physikalischen Geometrie und den mechanischen Systemen, in denen sie enthalten sind, klassifizieren.
Klassifizierung nach Kantenprofilen
Das Profil der Messerspitze oder -kante bestimmt die Wechselwirkung mit der Farbe und der Oberfläche des Zylinders im Laufe der Zeit.
Lamellen Typ
Die Lamellenspitze ist durch eine geringere Dicke an der Kontaktkante definiert. Eine neue Klinge kann beispielsweise eine Basisdicke von 0,20 mm und eine Lamellenspitze von 0,075 mm haben. Der Hauptvorteil dieser Konstruktion besteht darin, dass sich die Kontaktfläche mit dem Verschleiß der Klinge nicht verändert. Beim hochauflösenden Druck, bei dem die Tonwertkonsistenz von größter Bedeutung ist, wird die Lamellenklinge verwendet, um sicherzustellen, dass sich die Aufstandsfläche nicht ausdehnt und die Farbdichte bei langen Produktionsläufen nicht verrutscht.
Fase Typ
Eine abgeschrägte Schneide ist eine schräge Spitze, die in der Regel in einem Winkel von 2 bis 15 Grad geschliffen ist. Im Gegensatz zur Lamelle vergrößert sich die Kontaktfläche einer schrägen Klinge mit dem Verschleiß. Das Fasenprofil ist jedoch viel stabiler und arbeitet effektiv in Verbindung mit einer rotierenden Rasterwalze. Es wird dort eingesetzt, wo eine hohe Farblast erforderlich ist, wo abrasive Pigmente (weiße oder metallische Farben) benötigt werden und wo Volltonflächen gedruckt werden sollen, bei denen die Tonwertpunkte nicht mikroskopisch, sondern mechanisch sein müssen.
Abgerundet/Radius Typ
Eine abgeschrägte Schneide ist eine schräge Spitze, die in der Regel in einem Winkel von 2 bis 15 Grad geschliffen ist. Im Gegensatz zur Lamelle vergrößert sich die Kontaktfläche einer schrägen Klinge mit dem Verschleiß. Das Fasenprofil ist jedoch wesentlich stabiler. Es wird dort eingesetzt, wo eine hohe Farblast erforderlich ist, wo abrasive Pigmente (weiße oder metallische Farben) benötigt werden und wo Volltonflächen gedruckt werden sollen, bei denen die Tonwertpunkte nicht mikroskopisch, sondern mechanisch sein müssen.
Klassifizierung nach Blade Systems
Die Wirksamkeit der Klinge hängt auch von der Kammer oder dem Halterungssystem ab, in dem sie sich befindet.
Einzelblatt-Systeme
Bei konventionellen offenen Feuchtwerken wird eine Rakel eingesetzt, die sich in der Regel in einer nachlaufenden oder wischenden Position befindet, um die Übertragung der Farbe von einer Rasterwalze zu steuern. Einklingensysteme sind billig und einfach zu installieren, aber sie sind anfällig für Farbverdunstung und Umweltverschmutzung. In industriellen Hochgeschwindigkeitsanwendungen werden sie durch komplexere Konfigurationen ersetzt.
Kammerrakelsysteme
Der heutige Goldstandard ist das Kammersystem, insbesondere im Flexodruck. Es besteht aus zwei Messern, von denen eines ein Dosiermesser und das andere ein Auffangmesser ist, die in einer geschlossenen Kammer eingeschlossen sind. Diese Anordnung ermöglicht einen konstanten Druckfarbenfluss, verhindert die Verdunstung von lösemittelhaltigen Farben (und bewahrt dadurch den pH-Wert und die Viskosität) und minimiert die Menge der verschwendeten Farbe, während gleichzeitig die Stillstandszeiten der Druckmaschine reduziert werden. Das Kammersystem sorgt für die hydraulische Stabilität, die erforderlich ist, um das Ausspritzen von Farbe im Hochgeschwindigkeitsbetrieb zu verhindern.
Erforschung der Materialien von Rakelmessern: Stahl vs. Synthetik
Die Materialauswahl ist ein Kompromiss zwischen Genauigkeit, Haltbarkeit und Sicherheit.
Kohlenstoffstahl ist der Standard in der Branche. Es ist das härteste Material und kann mit sehr feinen Toleranzen geschliffen werden. Kohlenstoffstahl ergibt die schärfste Wischung, wenn er im Hochgeschwindigkeits-Tiefdruck oder Feinraster-Flexodruck verwendet wird. Allerdings kann er bei der Verwendung von Druckfarben auf Wasserbasis leicht korrodieren.
Rostfreier Stahl löst das Korrosionsproblem und ist daher der Standard für den Flexodruck mit Wasser. Obwohl es etwas weicher als Kohlenstoffstahl ist, lässt es keine Rostbildung zu, die sonst zu einem Schleifmittel werden und die Rasterwalze zerstören würde.
Kunststoff-/Synthetikklingen (Polyester oder UHMW) sind sehr beliebt geworden. Ihr Hauptvorteil besteht darin, dass sie sicher sind, dass sie keine rasiermesserscharfen Kanten bilden wie abgenutzte Stahlklingen und dass die Verletzungsgefahr für den Bediener geringer ist. Außerdem schonen sie die Rasterwalze wesentlich mehr. Obwohl sie bei Arbeiten mit hohen Linien pro Zoll (lpi) nicht die feine Dosiergenauigkeit von Stahl erreichen können, eignen sie sich gut für den Wellpappendruck, Beschichtungen und großformatige Vollflächen.
Keramisch beschichtet Die Klingen sind von höchster Qualität. Die Hersteller stellen eine Klinge her, indem sie eine mikroskopisch kleine Keramikschicht über eine Stahlbasis legen, die die Genauigkeit von Stahl mit einer drei- bis fünfmal längeren Lebensdauer kombiniert. Dies ist eine Investition in die Verringerung der Ausfallzeiten, denn je seltener die Klinge gewechselt wird, desto mehr Stunden kann aktiv produziert werden.
Strategische Auswahl: Arztklingen auf Ihren Prozess abstimmen
Die Wahl ist keine subjektive Entscheidung, sondern ein variantenreiches Optimierungsproblem, bei dem die mechanischen Eigenschaften des Messers und der Farbtyp mit der kinetischen Energie der Druckmaschine übereinstimmen müssen, insbesondere bei Flexodruckanwendungen. Um das Gleichgewicht im Drucksaal zu erreichen, sollten vier technische Hauptvektoren berücksichtigt werden:
Druckmaschinen-Typ: Flexodruck, Tiefdruck und Offsetdruck
Die Federanforderung an die Klinge, einschließlich der Klingenstärke, wird durch die mechanische Schnittstelle bestimmt. Im Flexodruck liegt der Schwerpunkt auf der Sicherheit des keramischen Rasters; eine Klinge mit einer 0,15 mm dicken Basis und 0,075 mm dicken Lamellen ist die Norm bei Arbeiten mit hohem Pi-Wert, um Riefenbildung zu vermeiden. Im Tiefdruck wird auf die Oberfläche des Chromzylinders geachtet; eine schwerere 0,20-mm-Lamelle wird verwendet, um die erforderliche Steifigkeit zu erreichen und ein Schleifen über breite Bahnen zu vermeiden. In Lackierwerken oder bei der Farbdosierung werden im Offsetdruck Rakel mit hoher Dimensionsstabilität benötigt, um die Gleichmäßigkeit des Lacks zu erhalten, ohne dass das Profil durch thermische Ausdehnung verzogen wird.
Tintenchemie und Oxidationsbeständigkeit
Tinte ist eine reaktive chemische Substanz. Tinten auf Wasserbasis benötigen mindestens 13 Prozent Chrom in rostfreiem Stahl, um mikroskopische Oxidation entlang der Dosierkante zu vermeiden. UV-Tinten, die zum Spritzen von UV-Tinte neigen, haben eine hohe Klebrigkeit und Viskosität, was eine große Reibung verursacht. Deshalb wird eine gehärtete, langlebige Beschichtung empfohlen, um die Wärmeentwicklung zu reduzieren und die Integrität der Kanten gegenüber den aggressiven Harzen moderner UV-Formulierungen zu erhalten.
Produktionsgeschwindigkeit und hydrodynamische Kraft
Die Geschwindigkeit macht die Farbe zu einer strukturellen Kraft. Bei Geschwindigkeiten von mehr als 300 m/min bildet die Farbe einen hydrodynamischen Keil und versucht, die Klinge von der Walze abzuheben - ein ähnlicher Effekt wie bei Aquaplaning. Die Rakel sollte an der Spitze sehr steif sein, um diesen hydraulischen Auftrieb zu überwinden und ein sauberes Wischen bei hohen Geschwindigkeiten zu ermöglichen. Die Klinge sollte einen scharfen Rumpf haben, der auch bei starkem Wellengang auf Kurs bleibt und nicht durch den Druck beeinträchtigt wird, der sonst zum Ausspucken von Farbe oder zur Gefährdung führen würde.
Das Anilox-zu-Spitze-Verhältnis
Die Korrelation zwischen der Lamellendicke und dem Anilox-Linienraster (LPI) ist das praktischste Maß für die Auswahl. Bei einer 1000 LPI-Walze sind die Wände der Zellen mit Kantenform mikroskopisch klein. Wenn die Spitze Ihres Messers zu dünn ist, kann es in die Zellen eintauchen, was zu Punktzunahme oder Farbunausgewogenheit führt. Als Faustregel für Profis gilt: Die Dicke der Klingenspitze muss etwa doppelt so groß sein wie die Breite der Anilox-Zellenwand, um sicherzustellen, dass sie nicht mechanisch in die Zellen eingreift.
Um eine schnelle technische Referenz zu haben, ist die folgende Tabelle eine Zusammenfassung der technischen Standards, die erforderlich sind, um die beste Synchronisation Ihres Rakelmessers und des Pressensystems zu gewährleisten und dadurch Materialverschwendung zu vermeiden:
| Variabel | Engineering Benchmark | Technische Zielsetzung | Auswirkungen der Abweichung |
| Flexo Kontaktwinkel | 30° - 35° | Sicherstellung einer sauberen Scherengeometrie | Anilox-Rillen oder Farbspritzer |
| Tiefdruck Linearer Druck | 1,5 - 3,0 kg/cm | Entfernen von Tinte aus bildfreien Bereichen | Verschmutzung oder übermäßiger Verschleiß der Klinge |
| Chemie der Tinte auf Wasserbasis | pH 8,5 - 9,5 | Verhinderung der chemischen Destabilisierung | Graufleckigkeit und Korrosion |
| UV-Tinte Viskosität | Hoch / Nicht-Newtonian | Scherung durch hochklebrige Harze | Schaufelschwimmen und Dichteabdrift |
| Hochgeschwindigkeits-Schwellenwert | > 300 m/min | Dem hydrodynamischen Auftrieb entgegenwirken | Aquaplaning und Tintenaustritt |
| Anilox Wand-zu-Spitze-Verhältnis | 4 - 6 μm (@ 1200 LPI) / 2:1-Regel | Schutz der Zellwandintegrität | Anilox-Peak-Frakturierung |
Fehlersuche und Wartung: Behebung von häufigen Druckfehlern
Die beste Rakel funktioniert nicht gut, wenn sie nicht gewartet wird.
Die am häufigsten auftretenden Mängel sind Schlieren und Linien. Sie werden in der Regel durch Hänger verursacht - kleine Stücke getrockneter Tinte oder Substratreste, die zwischen dem Messer und dem Zylinder stecken bleiben. Die wichtigsten Schutzmaßnahmen sind die regelmäßige Reinigung der Kammer und die Verwendung von Farbfiltern.
Tinte spucken ist eine häufige Erscheinung im Flexodruck mit UV-Farben. Dies geschieht, wenn sich die Farbe hinter der Klinge ansammelt und durch die Zentrifugalkraft auf die Bahn geschleudert wird. Abhilfe schafft in der Regel der Wechsel zu einer Lamellenklinge mit steiferem Profil oder eine zusätzliche Dämpfung des Kammersystems.
Schnattermarken sind horizontale Balken von unregelmäßiger Farbe auf der Bahn. Dies ist auf die Vibration der Klingen zurückzuführen. Sie können durch eine Änderung des Anpresswinkels, eine Verringerung des Messerdrucks oder eine Inspektion der Lager der Maschine korrigiert werden.
Die Wartung sollte in Übereinstimmung mit einem strikten Betriebsverfahren (SOP) erfolgen. Vor dem Einbau sind die Klingen auf das Vorhandensein von Graten zu prüfen. Der Klingenhalter sollte exakt parallel zum Zylinder ausgerichtet sein; die geringste Abweichung von 0,1 mm führt zu ungleichmäßigem Verschleiß und Farbveränderungen. Ein Chirurg braucht ein sterilisiertes Skalpell, genauso wie ein Maschinenbediener die Rakelklinge wie ein sauberes Skalpell behandeln muss, denn selbst eine mikroskopisch kleine Kerbe kann sich als sichtbarer Fehler auf Tausenden von Metern Substrat bemerkbar machen.
Warum KETE Druckmaschinen wählen?
Für Unternehmen, die die Lücke zwischen theoretischer Präzision und praktischer Produktion schließen wollen, ist die Konstruktionsphilosophie des Maschinenherstellers der entscheidende Faktor. KETE betrachtet die Integration von Rakeln nicht als nachträgliche Maßnahme, sondern als zentrale Systemkomponente.
In unseren Hochgeschwindigkeits-Flexodruckmaschinen der Serie KTFP-S200P setzen wir ein doppelseitig geschlossenes Rakelsystem ein. Diese Konstruktion bietet mehr als nur eine Klinge; sie schafft eine Druckumgebung, die den Farbfluss stabilisiert und das mit der Hochgeschwindigkeitsproduktion verbundene "Schwimmen" eliminiert. Durch die Kombination mit hochwertigen Keramik-Rasterwalzen stellt KETE sicher, dass der Dosierprozess so reibungslos wie möglich abläuft, was die Lebensdauer sowohl der Verbrauchsmaterialien als auch der Walzen verlängert.
Die KTMS-C-Serie von KETE für den Tiefdruck verfügt über ein pneumatisches Design für eine optimale Rakelanordnung. Im Gegensatz zu manuellen Einstellsystemen sorgen unsere pneumatischen Steuerungen für einen perfekt gleichmäßigen Druck über die gesamte Breite des Zylinders und gleichen mikroskopische Abweichungen automatisch aus. Darüber hinaus werden unsere Klingen von separaten Motoren für die Oszillationsbewegung gesteuert. Diese unabhängige Bewegung stellt sicher, dass die Klinge ständig in Bewegung ist, so dass sich kein Schmutz absetzen kann und die "Schlieren", die bei minderwertigen Maschinen auftreten, praktisch ausgeschlossen sind.
Wenn Sie sich für KETE entscheiden, investieren Sie in eine Druckmaschine, bei der die Stabilität des Rahmens und die Präzision des Messersystems in perfekter technischer Synergie arbeiten.
Schlussfolgerung
Das Rakelmesser ist ein industrielles Meisterwerk, das ein Gleichgewicht zwischen Härte und Flexibilität sowie Kosten und Leistung herstellt. Für den modernen Drucker liegt der Weg zu besserer Qualität in der sorgfältigen Auswahl von Rakelprofilen, Spitzenkonfigurationen und Materialien, die auf die Chemie seiner Druckfarben und die Geschwindigkeit seiner Druckmaschinen abgestimmt sind. Aber wie wir gesehen haben, ist die beste Klinge nur so gut wie die Maschine, die sie trägt.
Mit dem Wissen um die symbiotische Beziehung zwischen dem Dosierwerkzeug und der Druckmaschinengeschwindigkeit können Hersteller den heiligen Gral der Produktion erreichen: Hochgeschwindigkeitsqualität mit minimalem Ausschuss. Wir bei KETE haben uns verpflichtet, die mechanische Stabilität und das innovative Design zu liefern, um diese Präzision im Alltag Wirklichkeit werden zu lassen.






