التحدي الأساسي للطباعة على ركائز البلاستيك
عند الانتقال من الطباعة التقليدية القائمة على الورق إلى التغليف البوليمر المرن، يواجه مديرو الإنتاج على الفور عائقًا فيزيائيًا عميقًا: فالبلاستيك يرفض الحبر السائل في الأصل. يتطلب فهم هذه الظاهرة النظر إلى ما وراء المكبس الميكانيكي وفحص الخصائص المجهرية لركائز البوليمر. بينما قد تستخدم التطبيقات الصلبة المتخصصة وضع الملصقات داخل القالب (IML) أو النقل الحراري قصير المدى، تعتمد العبوات المرنة ذات الحجم الكبير بشكل حصري تقريبًا على الطباعة المستمرة على الويب. في هذا المجال المستمر من اللف إلى اللف المتواصل، يكون الحاجز المادي مطلقًا.
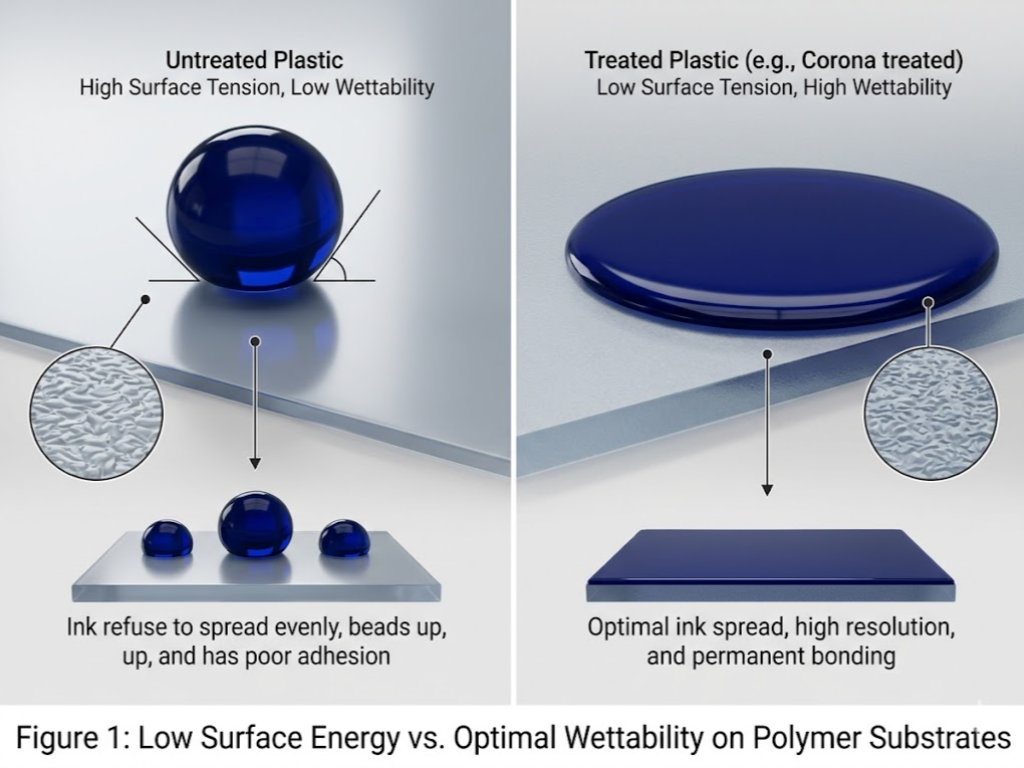
على عكس الورق، الذي يتميز بمسامية بطبيعته ويسمح للسائل بالتسرب إلى أليافه السليولوزية من خلال العمل الشعري، فإن الأغشية البلاستيكية غير مسامية تمامًا. وهذا يعني أن الحبر يجب أن يستقر بالكامل فوق السطح بدلاً من امتصاصه داخله. وعلاوة على ذلك، فإن معظم مواد البولي الخام - وتحديداً البولي إيثيلين غير المعالج والبولي بروبيلين - تمتلك طاقة سطحية منخفضة للغاية. في عالم الفيزياء وميكانيكا الطباعة، تحدد الطاقة السطحية كيفية تفاعل السائل مع الركيزة الصلبة.
إذا كانت الطاقة السطحية للركيزة أقل من التوتر السطحي للحبر السائل، فسوف يرفض الحبر الانتشار بالتساوي. يمكنك تصور ذلك من خلال تخيل قطرات الماء التي تسقط على غطاء سيارة مشمع حديثًا أو مقلاة تفلون غير لاصقة؛ حيث يتجمع السائل على الفور بسبب تأثير اللوتس. وبدون تدخل كيميائي أو فيزيائي، فإن الأحبار الصناعية القياسية المطبقة على طبقة بلاستيكية خام سوف تتجمع أو تتقلص أو تتقشر أو تتلطخ أو تنزلق تمامًا. وينتج عن هذا النقص في "قابلية التبلل" دقة طباعة كارثية، وهدر إنتاج هائل، وفشل التصاق كامل.
القاعدة المسكوت عنها: لماذا تعتبر المعالجة المسبقة للسطح غير قابلة للتفاوض
إن التعرف على الطاقة السطحية المنخفضة للبوليمرات ما هو إلا الخطوة الأولى؛ ويكمن الحل الهندسي الحاسم في تغيير تلك الحالة الفيزيائية قبل أن يلامس الفيلم أسطوانة الطباعة. إن تخطي المعالجة المسبقة للسطح هو السبب الرئيسي في تقشر الحبر الكارثي وما يتبعه من رفض العميل. وبغض النظر عن مدى تطور معدات الطباعة الخاصة بك، فإن تجاوز هذه الخطوة الأساسية يضمن الفشل الميكانيكي.
معيار الصناعة لحل هذا العائق المادي هو المعالجة بالإكليل. فكر في المعالج بالإكليل على أنه عاصفة صاعقة مجهرية متحكم فيها تعمل بشكل متوازٍ مع المطبعة. بينما تتدفق الشبكة البلاستيكية نحو محطات الطباعة، تمر تحت قطب كهربائي عالي الجهد يقصف سطح البوليمر بالهواء المتأين. يؤدي هذا التفريغ الكهربائي القوي إلى تحطيم الروابط الجزيئية على سطح البلاستيك، مما يؤدي إلى أكسدة مجهرية وإدخال مجموعات قطبية. وفجأة، يتحول السطح البلاستيكي شديد المقاومة إلى شريط فيلكرو مجهري جاهز للالتصاق والالتصاق الدائم براتنجات الحبر.
ولضمان نجاح هذه العملية، يجب على المشغلين الاعتماد على اختبار مستوى الداين الصارم. الداين هو وحدة القياس القياسية للتوتر السطحي. ولكي يلتصق الحبر بالتغليف المرن دون عيب دون تقشير أو تشقق تحت الاحتكاك، يجب أن يسجل الغشاء المعالج عادةً ما بين 38 و42 داين/سم. وتُعد محاولة التشغيل التجاري على غشاء اختباره أقل من 36 داين/سم مخاطرة تشغيلية كبيرة. وعلاوة على ذلك، يجب على المهندسين أن يأخذوا في الحسبان "التقادم" - حيث يتدهور تأثير المعالجة بالإكليل بمرور الوقت. إذا تمت معالجة لفة من الغشاء في منشأة البثق ومكثت في مستودع لمدة ستة أشهر، سينخفض مستوى الداين الخاص بها مما يتطلب "معالجتها بالنتوء" مباشرةً على المطبعة قبل استخدام الحبر.
المتغيرات الأساسية: التعرف على مواد الركيزة المتعددة الخاصة بك
يتمثل أحد المبادئ الهندسية الأساسية في التعبئة والتغليف المرن في أن الحدود المادية للركيزة هي التي تملي العملية النهائية بأكملها. يجب تحديد المادة قبل صياغة الحبر أو اختيار الماكينات. تتفاعل البوليمرات المختلفة بشكل مختلف تمامًا مع الشد والحرارة والمذيبات الكيميائية.
متغيرات البولي إيثيلين
البولي إيثيلين منتشر في كل مكان، لكن متغيرات كثافته تتصرف مثل مواد مختلفة تمامًا تحت ضغط الضغط. يتميز البولي إيثيلين منخفض الكثافة (LDPE) بطبيعته اللينة والقابلة للتمدد، مما يتطلب أحبارًا عالية المرونة. وعلى النقيض من ذلك، يتميز البولي إيثيلين عالي الكثافة (HDPE) - المستخدم في أكياس البيع بالتجزئة الصلبة - بقوة شد عالية ولكن باستطالة أقل، مما يتطلب أحبارًا محسنة لمقاومة الاحتكاك الشديد.
الحاجز العالي العازل والمغلف
بالنسبة للسلع الصعبة مثل القهوة أو السوائل، فإن الطباعة السطحية غير كافية. تستخدم التصاميم "الطباعة العكسية" على الجانب الداخلي لطبقة خارجية شفافة (BOPP/PET). ثم يتم بعد ذلك تغليف هذه الطبقة المطبوعة بحاجز داخلي (رقائق معدنية أو بولي إيثيلين تيريفثالات). تضمن النتيجة حبس الحبر بشكل دائم في شطيرة البوليمر، مما يجعلها 100% محصنة ضد الخدش أثناء النقل العالمي.
السماد العضوي والبلاستيك الحيوي
تمثل اللدائن الحيوية مثل PLA و PBAT حدودًا قصوى للتصنيع. يتميز بلاستيك PLA بمقاومة حرارية منخفضة للغاية وسيذوب تحت أفران التجفيف المكثفة. وبالإضافة إلى ذلك، غالبًا ما تعاني الأحبار المعتمدة القابلة للتحويل إلى سماد من محدودية التدرج اللوني. يجب أن تمارس العلامات التجارية التي تتحول إلى البلاستيك الحيوي بساطة التصميم الصارمة - باستخدام المساحة السلبية بدلاً من تغطية الحبر الصلب الثقيل.
مطابقة كيمياء الحبر مع ركيزة البوليمر
بمجرد تحديد الركيزة ومعالجتها بشكل صحيح إلى مستوى داين الصحيح، ينتقل التركيز إلى كيمياء الحبر. فاختيار تركيبة الحبر الخاطئة لا يتسبب فقط في حدوث عيوب جمالية بل يمكن أن ينتهك قوانين الامتثال البيئي الصارمة، مما يجعل الشحنات بأكملها غير قابلة للبيع عبر الحدود الدولية.
التركيبات القائمة على المذيبات والتركيبات القائمة على الماء
على مدى عقود، هيمنت الأحبار القائمة على المذيبات على قطاع التغليف المرن. يسمح تركيبها الكيميائي القوي لها بالتغلغل في هياكل البوليمر، وتجفيفها على الفور تقريبًا عندما تتبخر المذيبات في الغلاف الجوي. ويؤدي هذا التجفيف السريع إلى مطبوعات متينة ومقاومة للخدش بشكل لا يصدق وقادرة على العمل بسرعات فائقة للماكينة. ومع ذلك، فإن تبخر المركبات العضوية المتطايرة (VOCs) يشكل مخاطر بيئية ومهنية شديدة، مما أدى إلى اتخاذ إجراءات تنظيمية عالمية صارمة.
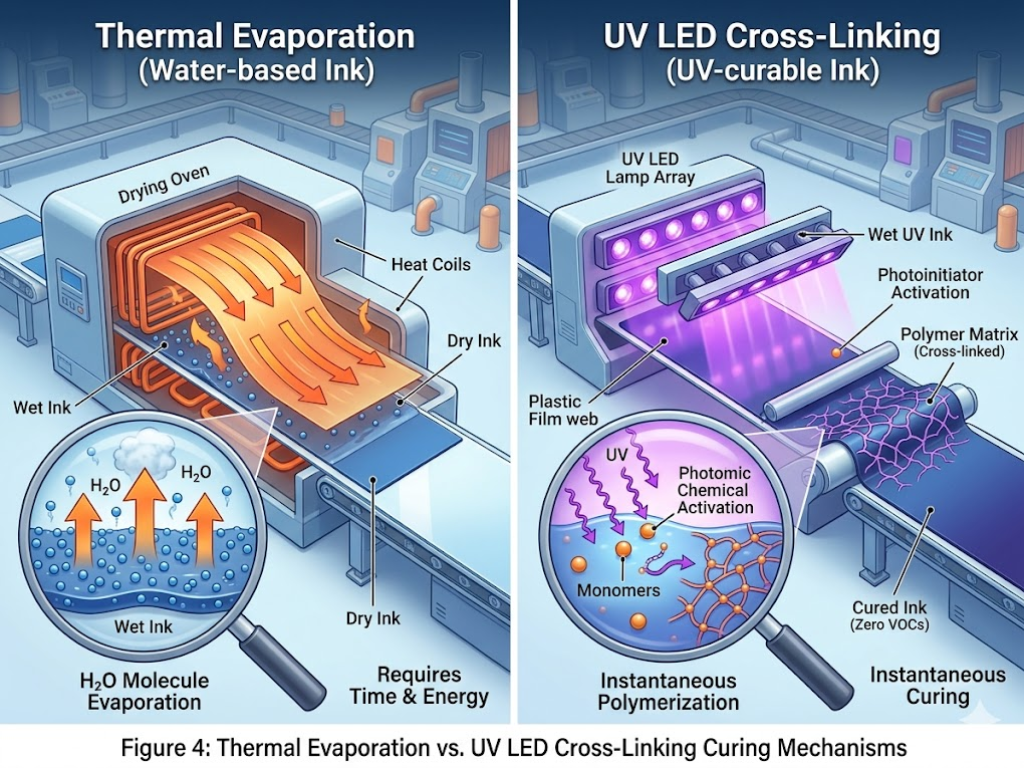
واستجابة لذلك، ارتفعت الأحبار القائمة على الماء كمعيار مستدام. وفي حين أنها صديقة للبيئة وغير سامة للغاية - مما يجعلها ضرورية للتغليف المباشر للأغذية - فإن الأحبار القائمة على الماء تمثل عقبات ديناميكية حرارية فريدة من نوعها. يتبخر الماء بشكل أبطأ بكثير من المذيبات الكيميائية، خاصة على المواد البلاستيكية غير المسامية. وبالتالي، فإن تشغيل الأحبار القائمة على الماء بسرعات تجارية يتطلب أفران تجفيف متطورة للغاية وكثيفة الاستهلاك للطاقة مدمجة مباشرة في المكبس. وبدون الاستخلاص الحراري الكافي، فإن الحبر الرطب سوف "ينزاح" على الجزء الخلفي من الشبكة أثناء إعادة لفها في لفة نهائية.
تقنيات الأشعة فوق البنفسجية القابلة للمعالجة بالأشعة فوق البنفسجية
توفر الأحبار القابلة للمعالجة بالأشعة فوق البنفسجية حلاً تقنياً رائعاً بين المتانة والتوافق البيئي. وبدلاً من التجفيف من خلال التبخر الحراري، تظل هذه الأحبار سائلة تماماً حتى يتم تعريضها للأشعة فوق البنفسجية المكثفة أو مصفوفات مصابيح LED للأشعة فوق البنفسجية. يعمل الضوء على تنشيط البادئات الضوئية الكيميائية داخل الحبر، مما يؤدي إلى تفاعل شبه فوري للربط المتبادل. وفي جزء من الثانية، يتبلمر الحبر السائل ويتحول إلى طبقة صلبة ملتصقة فعليًا بالركيزة. ونظراً لعدم وجود عملية تبخير، لا تطلق أحبار الأشعة فوق البنفسجية أي مركبات عضوية متطايرة تقريباً، مما يوفر دورة إنتاج نظيفة بشكل استثنائي.
التنفيذ الميكانيكي: تقنيات الطباعة الصناعية
مع تحديد فيزياء المواد وكيمياء الحبر، يكون المتغير النهائي هو نظام التوصيل الميكانيكي. يحدد اختيار تقنية الطباعة الصحيحة سعة الإخراج وتكاليف الإعداد والربحية النهائية.
الطباعة الفليكسوغرافية
الطباعة المرنة هي العمود الفقري بلا منازع في صناعة التغليف المرن. تعمل هذه التقنية على مبدأ الدوران، وتستخدم ألواح البوليمر الضوئي المرنة. والقلب النابض لمكبس فليكسو هو أسطوانة الأنيلوكس - وهي أسطوانة مصممة هندسيًا بشكل هندسي عالٍ ومحفورة بملايين الخلايا المجهرية التي تعمل كنظام قياس فائق الدقة تنقل كميات دقيقة من الحبر إلى مناطق الصورة المرتفعة في لوحة فوتوبوليمر الضوئية.
من المتطلبات الهندسية الهامة التي غالباً ما يتم تجاهلها في الطباعة المرنة حساب التشوه قبل الطباعة. عندما يتم لف لوحة فوتوبوليمر مسطحة مرنة ومرنة وتركيبها حول غلاف طباعة أسطواني، فإن سطحها الخارجي يتمدد بطبيعته (الاستطالة). وبدون التعويض الرياضي الدقيق للتشويه المطبق على العمل الفني أثناء مرحلة ما قبل الطباعة، ستظهر الصورة المطبوعة النهائية مشوهة وممتدة على الكيس البلاستيكي. وبمجرد حساب التشوه بدقة، تصبح تقنية فليكسو الحديثة فعالة بشكل مدمر. تحافظ البنى المتقدمة التي تعتمد على المؤازرة، مثل تلك التي صممتها شركة KETE، على سرعات تشغيلية تصل إلى 500 متر/الدقيقة مع الحفاظ على التسجيل المجهري المثالي، مما يسمح للمنشآت باستيعاب طلبات التصدير الضخمة بكفاءة لا مثيل لها.
الطباعة الروتوغرافية
عندما يتطلب التصميم استنساخاً فوتوغرافياً لا هوادة فيه ومستمر الدرجات اللونية، فإن الطباعة بالحفر الدوار تكون لها الأسبقية. وخلافاً للألواح المطاطية المرتفعة في الطباعة فليكسو، تعتمد الطباعة بالحفر على أسطوانات معدنية ثقيلة مع التصميم المحفور بالليزر مباشرةً على سطحها. ويغمر الحبر الأسطوانة، ثم تقوم شفرة الطبيب بكشط الزائد من المناطق غير الصورية، وينتقل الحبر الموجود داخل الخلايا المجهرية مباشرةً إلى البلاستيك عن طريق الضغط الشديد. وعلى الرغم من أن الحفر يوفر تشبعًا لونيًا لا مثيل له على ملايين من الطبعات، إلا أن العائق الاقتصادي أمام الدخول في هذا المجال هائل بسبب التكلفة الباهظة لتصنيع الأسطوانات المعدنية الثقيلة لكل محطة ألوان.
الطباعة الرقمية (LEP والتقنيات المتقدمة)
من المفاهيم الخاطئة الشائعة مساواة التغليف المرن الرقمي الصناعي بتقنية "نفث الحبر" القياسية. في الواقع، فإن القوة المهيمنة في التغليف الرقمي التجاري المتطور هي التصوير الكهربائي السائل (LEP)، التي ابتكرتها أنظمة مثل HP Indigo. وباستخدام أحبار سائلة متخصصة مشحونة كهربائيًا (ElectroInk)، تلغي هذه التقنية الألواح المادية تمامًا، مما يسمح بطباعة البيانات المتغيرة (VDP) حيث يمكن أن تتميز كل حقيبة بعمل فني متسلسل فريد من نوعه.
ومع ذلك، تقدم الطباعة الرقمية قيودًا مادية محددة للغاية. يكمن التحدي الأساسي في قوة رابطة التصفيح. ونظرًا لأن الأحبار الرقمية تشكل طبقة بوليمر مميزة على السطح، يمكن أن تتداخل أحيانًا مع المادة اللاصقة المستخدمة عند ربط الطبقة المطبوعة بشبكة التصفيح الداخلية. يجب على المهندسين استخدام مواد أولية محددة للغاية ومواد لاصقة محسّنة لمنع الطبقات المصفحة من التفكك أو التقشر تحت الضغط.
التكاليف الخفية ونقاط التعادل في التكلفة الإجمالية للملكية
عند تقييم استراتيجيات الإنتاج، فإن تحليل التكلفة البحتة لكل وحدة هو خطأ فادح في التقدير. يتم تحديد التكلفة الإجمالية للملكية (TCO) في الطباعة الصناعية من خلال رسوم الإعداد الخفية، ونفايات المعايرة، والواقع الرياضي للحد الأدنى لكميات الطلبات (MOQ).
قبل أن يخرج كيس واحد قابل للاستخدام من المكبس التقليدي، تتكبد المنشأة نفقات إعداد رأسمالية ضخمة. ويتطلب إنتاج ألواح البوليمر الضوئي أو نقش الأسطوانات المعدنية نفقات مقدمة كبيرة. وعلاوة على ذلك، في كل مرة يتم فيها تركيب تصميم جديد، يجب على المشغلين تشغيل مئات الأمتار من الأغشية البلاستيكية الخام باهظة الثمن والحبر عبر الماكينة لمعايرة تسجيل الألوان وشد الشبكة. هذه النفايات "الجاهزة" هي تكلفة مادية لا مفر منها.
نقطة التعادل في التكلفة الإجمالية للملكية: الطباعة الرقمية مقابل الطباعة المرنة مقابل الطباعة بالحفر
لاتخاذ قرارات شراء مستنيرة، يجب احترام عتبات التعادل الكمي. بالنسبة لعمليات التشغيل الجزئية لـ أقل من 10,000 وحدةفإن الطباعة الرقمية تتمتع بميزة التكلفة الإجمالية للملكية المطلقة. يتم تعويض التكلفة الأعلى لكل وحدة من الحبر الرقمي بالكامل من خلال رسوم اللوحة والإعداد التي تبلغ صفر دولار. ومع ذلك، تنقلب هذه المعادلة بعنف مع زيادة الحجم. بمجرد أن يتجاوز حجم الطلب عتبة 50,000 وحدة سكنيةفإن الرياضيات تميل بشدة لصالح الطباعة المرنة. في هذا النطاق، يتم تخفيف التكاليف الأولية الباهظة للوحة الطباعة الأولية ونفايات المعايرة عبر حجم ضخم، مما يؤدي إلى انخفاض حاد في تكلفة الوحدة من الكيس المطبوع بطريقة الطباعة المرنة بشكل حاد يشبه المنحدر. علاوة على ذلك، بالنسبة للعمليات التجارية الضخمة التي تتجاوز 150,000 وحدة، فإن الكفاءة والمتانة التي لا مثيل لها التي لا مثيل لها في الروتوغرافير تعوض أخيرًا تكاليف الأسطوانة الأولية الباهظة، مما يجعلها الخيار الأكثر اقتصادًا على الإطلاق في أعلى مستويات الإنتاج العالمي.
ضمان الجودة: ضمان إنتاج طباعة خالية من العيوب في الطباعة
لا فائدة من المعرفة النظرية المتعلقة بشد الشبكة ومستويات الصبغة إذا كان المنتج النهائي يتفكك في يد المستهلك. ولحماية حقوق ملكية العلامة التجارية ومنع حالات الرفض الهائلة للحاويات الدولية، يجب على المنشآت تطبيق معايير مراقبة الجودة التي لا هوادة فيها والقابلة للقياس التجريبي في المصنع.

إن الأداة التشخيصية المثلى لأي مهندس تغليف هي اختبار الشريط المتقاطع ASTM D3359 ASTM D3359. هذا هو المعيار الصناعي العالمي النهائي لتقييم التصاق الحبر على ركائز البوليمر. لا يترك هذا الإجراء أي مجال للتفسير الذاتي: يستخدم الفني أداة قطع متخصصة لنحت نمط شبكي دقيق مباشرةً من خلال الحبر المعالج وفي الطبقة البلاستيكية. يتم وضع شريط حساس للضغط موحد للغاية فوق الشبكة بإحكام، ويتم تنعيمه لإزالة فقاعات الهواء، ثم يتم نزعه بسرعة بزاوية 180 درجة. ثم يتم فحص الشبكة تحت التكبير. إذا انفصل الحبر عن البلاستيك والتصق بالشريط اللاصق بما يتجاوز النسبة المسموح بها (عادةً أي شيء يزيد عن 5% للإزالة، مصنفة تحت تصنيف ASTM)، تفشل الدفعة على الفور. إنه مقياس لا يرحم ولا جدال فيه.
الخاتمة: تأمين خط إنتاج عالي المردود ومربح
يتطلب إتقان تعقيدات الطباعة على البوليمر الإبحار في فيزياء المواد والتركيبات الكيميائية الدقيقة والهندسة الميكانيكية عالية المستوى. يتم بناء خط إنتاج مربح للغاية وخالٍ من العيوب على أساس من المتغيرات غير القابلة للتفاوض:
- فيزياء السطح: التحقق من المعالجة الدقيقة لكورونا ومستويات الداين للتخلص من تقشر الحبر بشكل دائم.
- ميكانيكا ما قبل الطباعة: حساب التشويه الدقيق قبل الطباعة لحساب استطالة البوليمر الضوئي على أسطوانات فليكسو.
- اقتصاديات التكلفة: احترام عتبات التعادل الصارمة لنقطة التعادل في التكلفة الإجمالية للملكية لتحسين تكاليف الألواح مقابل حجم الإنتاج.
- مراقبة الجودة: المطالبة بإجراء اختبار التصاق تجريبي صارم وتجريبي من ASTM قبل النشر الشامل.
يُعد اكتشاف عطل في الالتصاق أو عيب ميكانيكي بعد شحن المعدات الرأسمالية إلى منشأتك في الخارج كابوسًا لوجستيًا. وتتمثل الاستراتيجية الأكثر عمقًا لضمان الإنتاج في الشراكة مع مصنع يمتص هذه المخاطر الهندسية نيابةً عنك. قبل أن يتم شحن أي آلات إنتاج في صناديق وشحنها إلى جميع أنحاء العالم، يجب أن تثبت قدرتها باستخدام موادك اليومية الفعلية.
تخلص من مخاطر النشر من خلال تدقيق ما قبل الشحن
لا تدع استراتيجية التعبئة والتغليف التي تبلغ قيمتها عدة ملايين من الدولارات تعتمد على التجربة والخطأ. تضمن KETE الأداء من خلال تشغيل ركائز الأغشية الخاصة بك وتركيبات الحبر المحددة من خلال الماكينة المجمعة على أرضية مصنعنا. نحن نجري اختبارات صارمة للتسجيل والالتصاق، ونوفر تحققًا كاملاً بالفيديو قبل أن تغادر الماكينة منشأتنا.
تحدث إلى أحد مهندسي KETE للحصول على تكوين مخصص للماكينة