No mundo de alto risco das embalagens comerciais, a escolha da prensa errada leva a perdas financeiras catastróficas e a prazos de entrega estourados. Ao avaliar a impressão flexográfica vs impressão offsetSe o comprador não estiver preparado para o que está a acontecer, deve olhar para além dos pressupostos ultrapassados. Este guia de engenharia abrangente fornece uma análise objetiva e rigorosa da tecnologia que irá realmente maximizar o seu retorno do investimento (ROI) com base na física mecânica e na matemática do ponto de equilíbrio do mundo real.
Sumário Executivo: A Matriz de Decisão Rápida para Flexografia vs. Offset
O tempo é o bem mais caro na produção industrial. Antes de mergulhar nas águas profundas da física mecânica e da matemática do ponto de equilíbrio, utilize esta ferramenta de triagem rápida. Esta matriz de decisão fornece uma orientação de base imediata para os requisitos específicos do seu projeto.
| Atributo do projeto (critérios de avaliação) | Escolha a Flexo (Flexografia) | Escolha a impressão offset (litografia) |
|---|---|---|
| Tipo de substrato (material) | Películas não porosas, plásticos flexíveis, cartão canelado, folhas de alumínio, etiquetas | Papel plano de qualidade superior, cartão de sulfato sólido branqueado (SBS) |
| Volume / Comprimento do percurso | > 20.000 unidades (ou > 5.000 m de rede contínua); altamente rentável para grandes tiragens. | < 10 000 unidades (devido a chapas baratas). *Nota: Depende muito da complexidade da SKU. |
| Complexidade e detalhe da imagem | Alta qualidade (com HD Flexo); excelente para sólidos arrojados e embalagens de marca | Fidelidade ultra-alta, gradientes intrincados, micro-texto, fotografia fina |
| Variabilidade do design (contagem de SKU) | Desenhos estáticos (placas de fotopolímero dispendiosas por configuração de cor) | Mudanças frequentes de design (placas de alumínio baratas e rápidas) |
| Requisitos de pós-impressão | Requer um acabamento pesado em linha (corte e vinco, laminação e laminação numa única passagem) | Principalmente acabamento offline (as folhas impressas devem ser transferidas para outra máquina) |
*Nota: O ponto de viragem financeiro real flutua com base nos resíduos de preparação e nas capacidades em linha. Continue a ler para obter uma análise pormenorizada.
Principais diferenças mecânicas: Como a tinta é transferida para o substrato
Para compreender verdadeiramente as diferenças operacionais nas impressão flexográfica vs impressão offset Para chegarmos a um debate sobre o tema, temos de os reduzir aos seus princípios fundamentais. A divisão fundamental reside no trajeto físico que a tinta percorre desde o reservatório até ao material de embalagem final. Uma é uma impressão física direta; a outra é uma transferência química indireta.
O processo de transferência direta da flexografia
A flexografia funciona segundo um princípio semelhante ao de um carimbo automatizado de alta velocidade e altamente sofisticado. Trata-se de um processo de impressão rotativa direta utilizando placas de relevo flexíveis. O coração deste sistema é uma aula magistral de engenharia microscópica: o Rolo anilox.
O rolo Anilox é um núcleo de aço ou alumínio revestido de cerâmica industrial, cuja superfície é gravada a laser com milhões de células microscópicas. Estas células mergulham no depósito de tinta, recolhendo um volume de fluido matematicamente preciso. Uma lâmina raspa então a superfície perfeitamente limpa, assegurando que apenas a tinta no interior das células microscópicas permanece. Esta tinta altamente calibrada é então transferida diretamente para as áreas de imagem em relevo de uma placa de fotopolímero flexível ligada ao cilindro da placa.
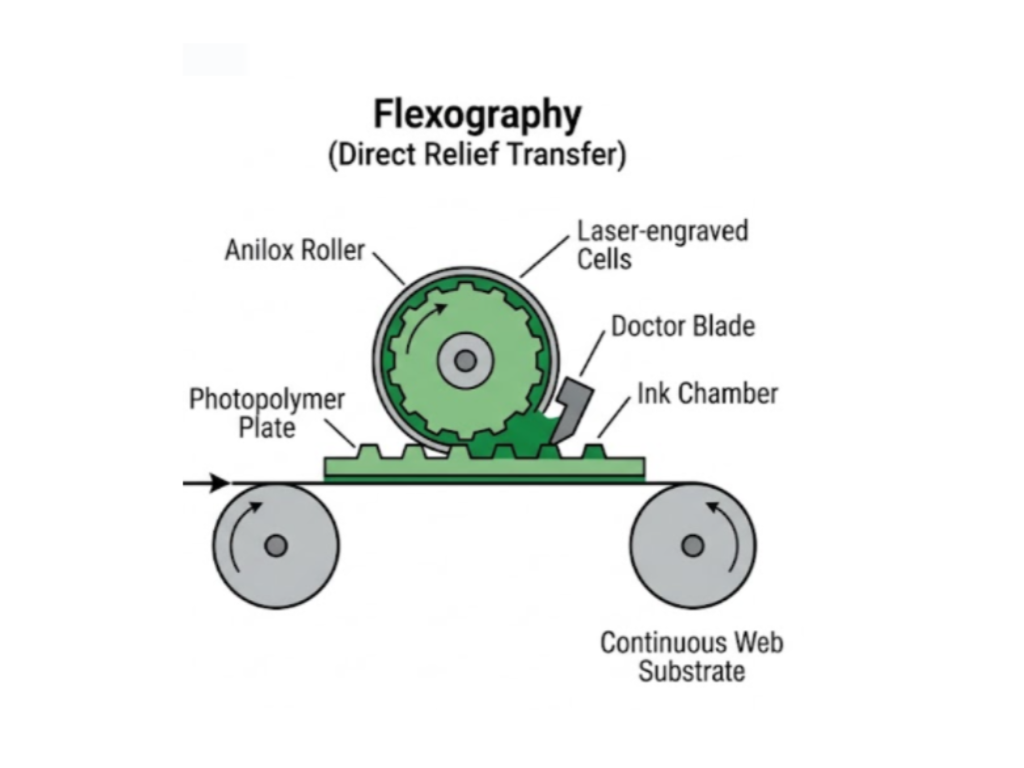
Finalmente, o substrato passa entre o cilindro da placa e o cilindro de impressão. Uma vez que a placa de fotopolímero é inerentemente flexível, utiliza um "Impressão de beijo". Trata-se de um toque extraordinariamente leve que deposita a tinta diretamente no material sem aplicar uma força mecânica esmagadora. Este toque delicado é exatamente a razão pela qual a flexografia domina os materiais frágeis, irregulares ou altamente compressíveis.
O processo litográfico indireto de offset
A impressão offset, pelo contrário, baseia-se numa verdade química fundamental e não num relevo físico: o óleo e a água não se misturam. Utiliza chapas de alumínio planas (planográficas) onde a área de imagem e a área sem imagem residem exatamente no mesmo nível físico.
No processo de offset, a chapa de alumínio passa primeiro por rolos de amortecimento que aplicam uma película microscopicamente fina de solução de fonte à base de água. As áreas sem imagem atraem esta água, enquanto as áreas com imagem tratada quimicamente a repelem. De seguida, a chapa passa por rolos de tinta que contêm uma tinta à base de óleo altamente viscosa. A tinta adere estritamente às áreas de imagem secas e repelentes de água.
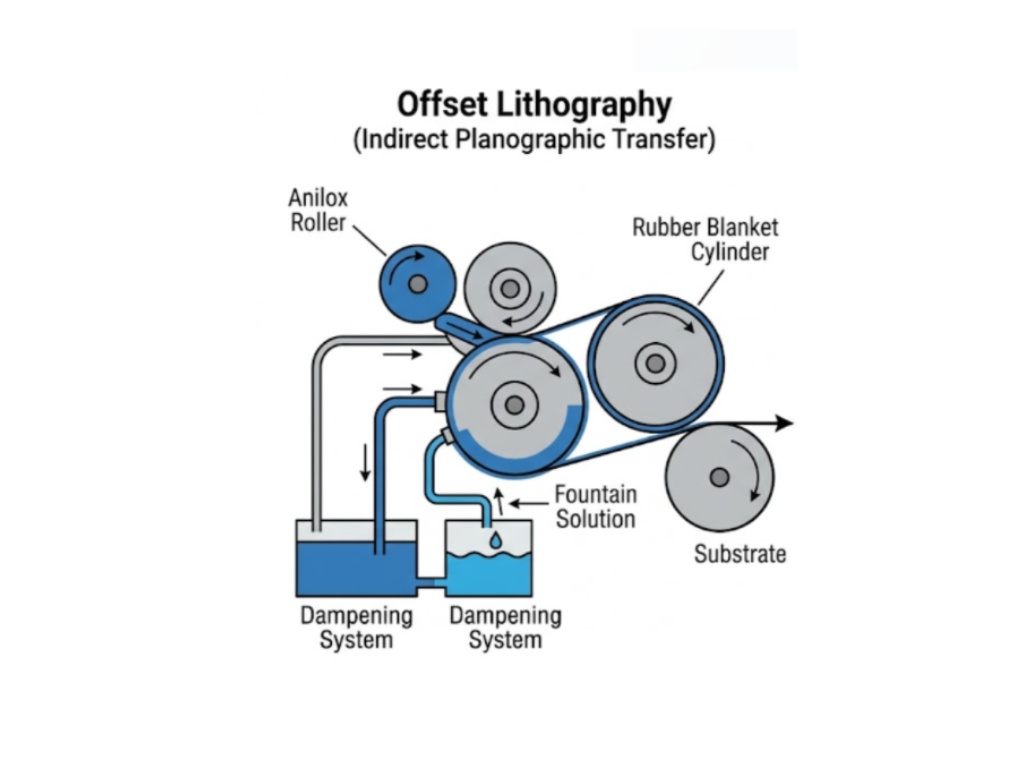
O mais importante é o facto de a placa de alumínio nunca tocar no papel final. Em vez disso, a imagem é "deslocada" (transferida) para uma Manta de borracha cilindro. Esta camada intermédia de borracha actua como uma almofada perfeita, absorvendo a tinta e pressionando-a firmemente contra o substrato sob uma pressão imensa. Esta transferência indireta através da manta de borracha é a raiz física da lendária suavidade do offset.
Compatibilidade de substratos: Limitações e pontos fortes do material
Ao avaliar impressão offset vs flexografiaSe o material de impressão não for utilizado, as diferenças mecânicas acima descritas ditam exatamente aquilo em que se pode ou não imprimir. Tentar forçar o material errado através de uma prensa é uma receita para uma falha catastrófica e um enorme desperdício de material.
O domínio da flexografia
A natureza flexível da placa de fotopolímero, combinada com a suave "impressão por beijo" e as tintas líquidas de secagem rápida, faz da flexografia o rei indiscutível das superfícies não absorventes e irregulares. Na indústria do cartão canelado, é praticamente obrigatória. A tentativa de passar cartão canelado numa prensa offset resultaria no esmagamento físico das caneluras pela imensa pressão da manta, destruindo a integridade estrutural da caixa.
A Zona de Conforto do Offset
O processo offset exige um ambiente muito específico para se desenvolver. O substrato tem de ser excecionalmente plano, uniforme e geralmente absorvente. A manta de borracha necessita de uma superfície lisa e consistente para transferir sem falhas os pontos de tinta microscópicos altamente pormenorizados. Se o material tiver texturas profundas, não for totalmente poroso sem configurações UV altamente especializadas ou for estruturalmente frágil, o processo de offset falhará devido a uma fraca aderência da tinta e a uma pressão excessiva da pinça.
Qualidade de impressão, resolução e reprodução de cores
Durante décadas, a narrativa do sector em torno da impressão offset vs flexográfica era clara: se quisesse impressões com qualidade de museu, escolhia offset; se precisasse apenas de um simples logótipo numa caixa de transporte castanha, escolhia flexografia. Na era moderna, esta narrativa é factualmente incorrecta. O fosso tecnológico reduziu-se a uma fração microscópica.
Historicamente, a litografia offset estabeleceu o padrão de ouro. Uma vez que utiliza chapas planas de alumínio e uma manta de borracha, pode atingir sem esforço resoluções extremas, muitas vezes superiores a 200 a 300 linhas por polegada (LPI). Produz gradientes de cor extremamente suaves, tons contínuos perfeitos e microtipografia nítida (essencial para a anti-contrafação em produtos farmacêuticos). Se estiver a imprimir um catálogo de fotografias de alta moda, o offset continua a ser o limite físico superior da fidelidade visual.
No entanto, na última década assistiu-se a uma revolução tecnológica explosiva na flexografia, que permitiu efetivamente colmatar a lacuna visual em mais de 80% das aplicações de embalagem comercial. O advento da Flexografia de alta definição (HD)A tecnologia flexográfica, combinada com a gravação de chapas a laser de última geração e tecnologias avançadas de ponto plano, transformou a indústria. Anteriormente, a flexografia sofria de graves Ganho de pontos-a tendência do ponto de tinta húmida para se espalhar e esbater sob pressão. As modernas chapas flexográficas HD controlam a transferência de tinta a um nível microscópico, criando reproduções de cores CMYK nítidas, densas e vibrantes. Para embalagens de marcas modernas nas prateleiras das lojas, a flexografia oferece agora uma qualidade de nível "retina-display" que é virtualmente indistinguível do offset para o olho do consumidor não treinado.
A economia da impressão: Custos das chapas e tiragens de produção
Ao avaliar o custo real de um trabalho de impressão e comparar impressão flexográfica vs offsetPara que os compradores possam ter uma ideia clara do que é a máquina mais barata, devem abandonar a questão simplista de "qual é a máquina mais barata?" e, em vez disso, calcular uma análise de equilíbrio rigorosa baseada no rácio exato entre os custos fixos de instalação (pré-impressão) e os custos variáveis de funcionamento (resíduos e produção).

Custos de configuração inicial e de chapas de pré-impressão
A barreira financeira inicial à entrada destaca o contraste mais dramático entre as duas tecnologias. As chapas de alumínio offset são extraordinariamente baratas de fabricar e podem ser impressas diretamente a partir de um computador (CtP) numa questão de minutos. Isto significa que o custo fixo de pré-impressão para um trabalho em offset é incrivelmente baixo, encorajando a agilidade para designs em constante mudança.
Em contraste, as chapas flexográficas de fotopolímero são peças de polímero complexas e quimicamente curadas. Requerem muito mais tempo e capital para serem fabricadas. Além disso, a flexografia requer uma chapa dedicada e personalizada para cada cor utilizada no design. Se o seu modelo de negócio envolve centenas de SKUs diferentes, com textos promocionais ou sabores sazonais em constante mudança, os custos recorrentes das chapas flexográficas irão corroer agressivamente as suas margens de lucro.
Cálculo do ponto de equilíbrio para comprimentos de execução
No entanto, as chapas baratas não garantem uma tiragem barata. É necessário ter em conta o assassino oculto da rentabilidade: Resíduos de preparação.
A caixa de areia financeira: Quando se inicia uma prensa offset, é necessário muito tempo e material para que o complexo equilíbrio químico de óleo e água se estabilize nos rolos. O operador pode ter de passar centenas de folhas de papel caro para o contentor de reciclagem antes de a densidade da cor estar correta e vendável. Por outro lado, uma prensa flexográfica moderna, que utiliza automação servo-dirigida e dosagem precisa de anilox, está quase "em registo" no momento em que a bobina começa a rodar. O desperdício de preparação é excecionalmente baixo.
Por conseguinte, surge a regra económica geral: Para tiragens curtas (por exemplo, menos de 10.000 unidades), as chapas baratas do offset absorvem o elevado custo dos resíduos, tornando-o a escolha económica. Mas à medida que a tiragem aumenta para 100.000 ou 500.000 unidades, o elevado custo inicial da chapa flexográfica é amortizado para fracções microscópicas de um cêntimo por unidade. Combinada com um desperdício de funcionamento quase nulo e velocidades de impressão muito elevadas, a flexografia torna-se muito mais rentável para tiragens longas e contínuas de embalagens.
Velocidade de produção e tempos de execução
Quando se discutem os tempos de produção, temos de olhar para as capacidades físicas de produção da máquina, uma vez concluída a preparação e a prensa colocada em modo de produção em grande escala.
As prensas offset tradicionais são predominantemente alimentado por folha. O papel é recolhido folha a folha através de ventosas pneumáticas e passado através dos cilindros. Mesmo as máquinas offset de alimentação de folhas mais avançadas atingem um máximo de 18.000 a 20.000 folhas por hora. Se as máquinas forem mais rápidas, os encravamentos de papel podem ser catastróficos, devido às limitações físicas do manuseamento de pedaços individuais de papel a alta velocidade.
A flexografia, por outro lado, é quase exclusivamente uma alimentado pela web processo. Puxa o material de um rolo maciço e contínuo, mantendo uma tensão constante. Como não existem folhas individuais para agarrar, passar e soltar, uma prensa flexográfica de alto desempenho funciona como uma locomotiva industrial implacável. Pode facilmente atingir e manter velocidades operacionais de 1.500 a 2.000 pés por minuto. Para uma marca global que necessite de milhões de etiquetas impressas num único fim de semana, a capacidade de engolir em contínuo de uma impressora flexográfica de alimentação rotativa é totalmente incomparável.
Processamento em linha vs. offline: Capacidades de pós-impressão
Este é o momento crítico em que os compradores calculam mal os seus prazos de entrega efectivos. A verdadeira eficiência de fabrico não se resume à rapidez com que se aplica a tinta a um substrato, mas sim à rapidez com que esse material impresso pode ser convertido num produto final e expedível.
Com o offset tradicional de folha-a-folha, o processo offline desarticulado requer um trabalho manual excessivo, exige uma enorme área de armazém para a cura e aumenta drasticamente o prazo de entrega global.
Em contrapartida, as plataformas flexográficas modernas (como os sistemas de conversão tudo-em-um de 500 m/min concebidos pela KETE) executam a "dobragem em linha de produção". Ao integrar a impressão, o corte e vinco rotativo e a dobragem a frio numa única passagem contínua, transformam os programas offline de uma semana em entregas de um único turno.
Sistemas de tintas, métodos de cura e impacto ambiental
A composição química da tinta não só afecta a vibração da impressão, como também determina rigorosamente a conformidade ambiental, a segurança da fábrica e as classificações de qualidade alimentar da embalagem final.
A flexografia utiliza tintas líquidas de baixa viscosidade com formulações altamente versáteis. Os actores dominantes no sector da flexografia são Tintas à base de água e Tintas de cura UV/LED. As tintas à base de água têm emissões excecionalmente baixas de Compostos Orgânicos Voláteis (COV). Secam rapidamente através de um processo simples de evaporação e absorção. Este perfil não tóxico e inodoro é a razão exacta pela qual a flexografia detém o monopólio absoluto das embalagens de alimentos em contacto direto (como embalagens de fast-food ou pacotes de leite). As tintas UV, em alternativa, curam instantaneamente quando expostas à luz ultravioleta, deixando instantaneamente um acabamento altamente durável e resistente a riscos.
A litografia offset baseia-se tradicionalmente em processos altamente viscosos, Tintas em pasta à base de óleo. Embora estas tintas proporcionem uma saturação de cor incrivelmente rica, secam lentamente através de um complexo processo químico de oxidação. No offset de alta velocidade com alimentação por folha, a tinta está quase sempre ainda húmida quando as folhas se amontoam na extremidade de entrega. Para evitar que a tinta húmida de uma folha se espalhe no verso da folha que está por cima, a máquina tem de pulverizar uma fina camada de Pó anti-set-off entre cada camada impressa. Este pó fino cria um ambiente poeirento e contaminado no chão de fábrica, tornando o offset tradicional altamente problemático para embalagens ultra-limpas de dispositivos médicos ou salas limpas rigorosas de qualidade alimentar.
Preparar a sua área de impressão para o futuro: Dê o próximo passo
Em última análise, a escolha entre impressão flexográfica vs. impressão offset é alinhar rigorosamente a física e a economia de uma prensa com a sua matriz de produto específica, comprimentos de tiragem e objectivos de expansão a longo prazo. Tomar esta decisão crítica de investimento de capital de forma isolada, com base apenas em folhas de especificações ou em preconceitos desactualizados da indústria, pode levar a erros de milhões de dólares e a uma agilidade operacional reduzida.
Se está a planear ativamente uma atualização da automação para as suas instalações de embalagem, ou se é um distribuidor que procura equipamento de conversão de flexografia, gravura ou etiquetas altamente fiável, não precisa de navegar sozinho pelas complexidades da engenharia.
Eliminar o trabalho de adivinhação antes de investir
Com o apoio de fábricas especializadas e a confiança de empresas de embalagem em mais de 80 países desde 2011, a KETE projecta a rentabilidade. Quer necessite de uma configuração de 2-8 cores, acabamento em linha de alta velocidade ou testes de amostras pré-embarque gratuitos utilizando os seus próprios substratos específicos, os nossos especialistas fornecem avaliações de projeto transparentes e individuais, adaptadas ao seu espaço exato e objectivos de ROI.
Peça hoje a sua análise personalizada da disposição do equipamento e do ROI