Introduzione
Un'usura di 0,1 mm della racla in un ambiente di produzione ad alta velocità può tagliare 10.000 metri di substrato di imballaggio, trasformando un potenziale profitto in uno spreco industriale. La precisione nel moderno ambiente di produzione non è solo un sogno, ma il fondamento della sostenibilità economica. Per mantenere una qualità di stampa superiore e prolungare la durata delle lame, la comprensione delle sfumature meccaniche è fondamentale. Nelle condizioni di alta velocità del processo di stampa flessografica e rotocalco, la racla di stampa è il punto di contatto meccanico chiave tra la complicata meccanica dei fluidi e il substrato finale. Questo componente viene spesso ignorato a causa del suo aspetto apparentemente semplice, ma è il giudice finale dello spessore della pellicola di inchiostro e, quindi, dell'integrità estetica e funzionale del prodotto stampato.
Con l'aumento del ritmo di produzione e le crescenti esigenze dei marchi in termini di assoluta coerenza dei colori, la padronanza delle peculiarità tecniche della scelta e dell'implementazione delle racle da stampa è diventata non solo un compito marginale, ma anche una competenza necessaria per qualsiasi impresa di stampa competitiva. Ciò è particolarmente vero quando si tratta di identificare i requisiti specifici delle racle per la stampa rotocalco rispetto a quelli delle racle per la stampa flessografica, soprattutto quando si ha a che fare con inchiostri abrasivi.
Che cos'è una racla e perché è importante per la stampa
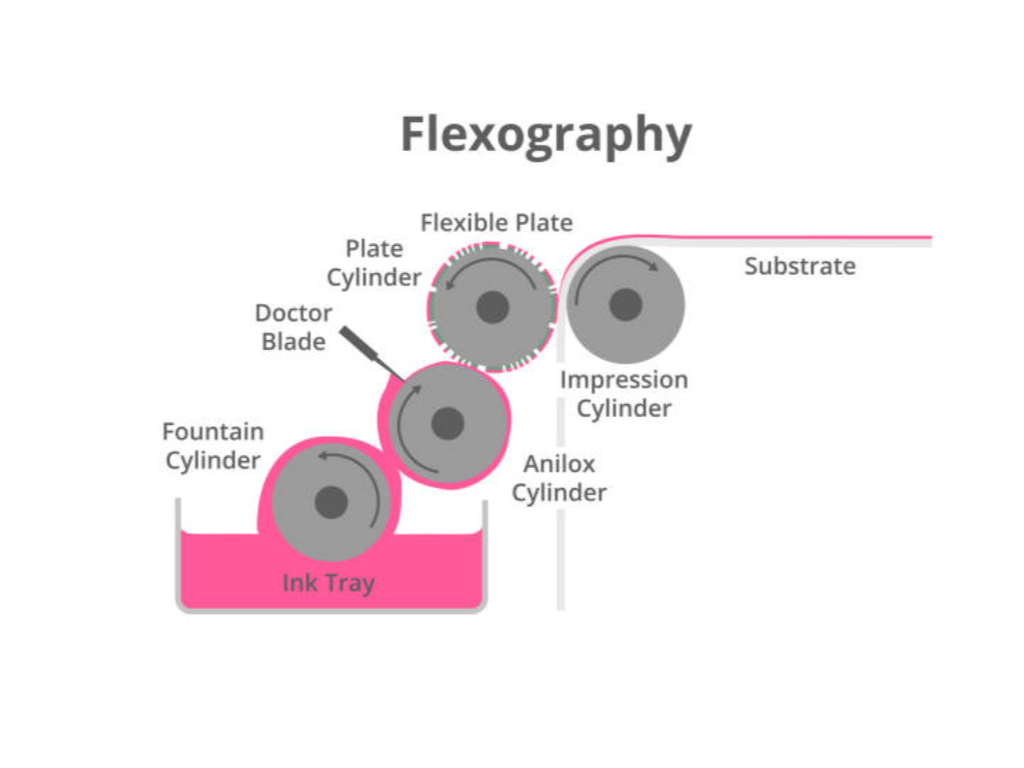
Una racla è una striscia di alta precisione, solitamente in acciaio o in polimeri sintetici, che viene utilizzata per pulire l'inchiostro in eccesso sulla superficie liscia di un cilindro di stampa o sulle celle incise di un rullo anilox. Il suo scopo principale è la dosatura, ovvero il processo per assicurarsi che nelle incisioni rimanga solo una quantità di inchiostro prestabilita e precisa prima di essere trasferita sulla lastra o sul substrato.
L'importanza di questo elemento non può essere sopravvalutata. La racla in un sistema flessografico è un controllore volumetrico. In sua assenza, il trasferimento dell'inchiostro sarebbe incontrollabile, con conseguenti allagamenti, densità irregolari e perdita totale della gamma tonale. Dal punto di vista economico, una delle principali leve di controllo dei costi è la racla. Un dosaggio corretto consente di risparmiare sullo spreco di inchiostro e di limitare il numero di scarti, che sono i killer silenziosi del profitto nell'industria del packaging. Inoltre, la racla protegge la parte più costosa della macchina da stampa: il rullo anilox in ceramica o il cilindro rotocalco inciso. La lama selezionata o non sottoposta a una corretta manutenzione può provocare rigature permanenti causate da particelle dure su queste superfici, con conseguenti guasti disastrosi alle apparecchiature e ingenti costi di capitale per la loro sostituzione.

Il principio di funzionamento: come le lame del medico garantiscono la precisione
L'efficienza di lavoro di una racla si basa sul concetto di pulizia meccanica e di taglio del fluido. Poiché il cilindro di stampa ruota ad alta velocità, trasporta l'inchiostro in eccesso dalla fontana alla lastra di stampa. Per tagliare queste eccedenze, la racla viene impostata a un determinato angolo di contatto, di solito da 30 a 35 gradi.
Si tratta di un sottile bilanciamento di forze. Da un lato, c'è la pressione pneumatica o meccanica sulla lama per fissarla sul cilindro. Dall'altro lato, c'è il sollevamento idrodinamico della pellicola d'inchiostro stessa. La racla è un guardiano vigile in un incrocio veloce e solo una quantità molto precisa di inchiostro può passare attraverso la sua porta microscopica per garantire un trasferimento coerente dell'inchiostro. Quando la pressione è insufficiente, la racla galleggia sulla pellicola d'inchiostro e l'effetto è chiamato spitting o hazing. Una pressione eccessiva porta a un tasso di attrito più elevato, che a sua volta provoca un'usura prematura della lama e del cilindro e può produrre un calore sufficiente a modificare la viscosità chimica dell'inchiostro. La precisione è garantita dalla stabilità del supporto della lama e dall'uniformità dell'impronta della lama, ovvero dell'area reale di contatto con il cilindro.
Conoscere i tipi più comuni di lame per medici nella stampa
Le lame del medico non sono omogenee; possono essere classificate in base alla loro geometria fisica e ai sistemi meccanici in cui sono contenute.
Classificazione in base ai profili dei bordi
Il profilo della punta o del bordo della lama definisce la sua interazione con l'inchiostro e la superficie del cilindro con il passare del tempo.
Tipo di lamella
La punta della lamella è definita da uno spessore inferiore al bordo di contatto. Ad esempio, una lama nuova può avere uno spessore di base di 0,20 mm e una punta della lamella di 0,075 mm. Il vantaggio principale di questo design è che l'area di contatto non cambia con l'usura della lama. Nella stampa ad alta definizione, dove la coerenza tonale è di estrema importanza, la lama a lamelle viene utilizzata per garantire che l'impronta non si espanda e che la densità dell'inchiostro non si sposti durante le lunghe tirature.
Tipo di smusso
Un bordo smussato è una punta inclinata, tipicamente rettificata con un angolo compreso tra 2 e 15 gradi. L'area di contatto di una lama smussata, a differenza della lamella, cresce con l'usura. Il profilo smussato è tuttavia molto più robusto e funziona efficacemente in combinazione con un rullo anilox rotante. Si utilizza in applicazioni in cui sono necessari carichi di inchiostro elevati, pigmenti abrasivi (inchiostri bianchi o metallici) e aree di stampa a tinta unita in cui i punti tonali non devono essere microscopici ma piuttosto meccanici.
Tipo arrotondato/arrotondato
Un bordo smussato è una punta inclinata, tipicamente rettificata con un angolo compreso tra 2 e 15 gradi. L'area di contatto di una lama bevel, a differenza della lamella, cresce con l'usura. Il profilo smussato è tuttavia molto più robusto. Viene utilizzata in applicazioni in cui sono necessari carichi di inchiostro elevati, pigmenti abrasivi (inchiostri bianchi o metallici) e aree di stampa a tinta unita in cui i punti tonali non devono essere microscopici ma piuttosto meccanici.
Classificazione per sistemi a lama
L'efficacia della lama è dettata anche dalla camera o dal sistema di supporto in cui si trova.
Sistemi a lama singola
Nei sistemi convenzionali a fontana aperta, viene impiegata una racla, di solito in posizione di trascinamento o di pulizia, per controllare il trasferimento dell'inchiostro da un rullo anilox. I sistemi a lama singola sono economici e facili da installare, ma sono soggetti all'evaporazione dell'inchiostro e all'inquinamento ambientale. Configurazioni più complesse li stanno sostituendo nelle applicazioni industriali ad alta velocità.
Sistemi di lame a camera
Il gold standard contemporaneo è il sistema a camera, soprattutto in flessografia. È costituito da due lame, una di dosaggio e l'altra di contenimento, racchiuse in una camera chiusa. Questa disposizione consente un flusso pressurizzato costante di inchiostro, elimina l'evaporazione degli inchiostri a base di solventi (e quindi preserva il pH e la viscosità) e riduce notevolmente la quantità di inchiostro sprecato, riducendo anche i tempi di fermo macchina. La stabilità idraulica necessaria per eliminare lo sputo di inchiostro nelle operazioni ad alta velocità è garantita dal sistema a camere.
Esplorazione dei materiali delle lame dei medici: Acciaio e materiali sintetici
La scelta del materiale è un compromesso tra precisione, durata e sicurezza.
Acciaio al carbonio è lo standard del settore. È il più duro e può essere rettificato con tolleranze molto sottili. L'acciaio al carbonio è il più tagliente quando viene utilizzato in rotocalco ad alta velocità o in flessografia a schermo fine. Tuttavia, può essere facilmente corroso quando viene utilizzato con inchiostri a base d'acqua.
Acciaio inox risolve il problema della corrosione ed è quindi lo standard della stampa flessografica ad acqua. Sebbene sia un po' più morbido dell'acciaio al carbonio, non consente lo sviluppo di ruggine, che altrimenti diventerebbe un abrasivo e distruggerebbe il rullo anilox.
Lame in plastica/sintetico (poliestere o UHMW) sono diventate molto popolari. Il loro principale vantaggio è che sono sicure, non formano i bordi affilati come le lame d'acciaio usurate e l'operatore ha meno probabilità di ferirsi. Inoltre, sono molto più delicate per il rullo anilox. Sebbene non possano eguagliare la precisione di misurazione dell'acciaio nei lavori ad alto numero di lpi (linee per pollice), sono ottime per la stampa su cartone ondulato, i rivestimenti e i materiali solidi di grande formato.
Rivestito in ceramica Le lame sono di altissima qualità. I produttori producono una lama ponendo uno strato microscopico di ceramica su una base di acciaio, che combina la precisione dell'acciaio con una durata che può essere da 3 a 5 volte superiore. Si tratta di un investimento per ridurre i tempi di inattività, poiché meno si cambia la lama, più aumentano le ore di produzione attiva.
Selezione strategica: Abbinare le lame del medico al vostro processo
La scelta non è soggettiva, ma è un problema di ottimizzazione multivariato in cui le caratteristiche meccaniche della lama e il tipo di inchiostro devono corrispondere all'energia cinetica della macchina da stampa, soprattutto nelle applicazioni di stampa flessografica. Per raggiungere l'equilibrio in sala stampa si devono considerare quattro vettori tecnici principali:
Tipo di stampa: Flexo, rotocalco e offset
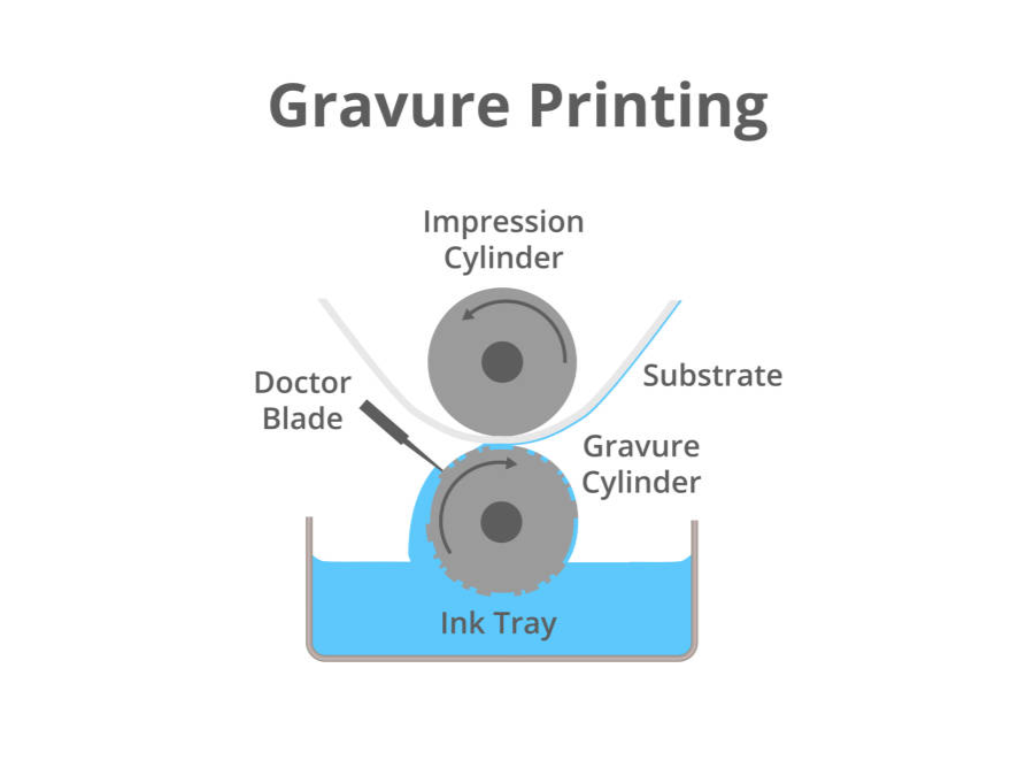
Il requisito della molla della lama, compreso il suo spessore, è determinato dall'interfaccia meccanica. In flessografia, l'enfasi è sulla sicurezza dell'anilox ceramico; una lama con una base di 0,15 mm e una lamella di 0,075 mm è la norma nei lavori ad alto piombo per evitare rigature. Nella stampa a rotocalco, l'attenzione è rivolta alla superficie del cilindro cromato; si utilizza una lama più pesante da 0,20 mm per ottenere la rigidità necessaria a evitare la formazione di nebbia su nastri larghi. Nelle unità di verniciatura o di dosaggio dei canali d'inchiostro, la stampa offset necessita di lame con un'elevata stabilità dimensionale per mantenere l'uniformità della vernice senza che il profilo si deformi a causa dell'espansione termica.
Chimica dell'inchiostro e resistenza all'ossidazione
L'inchiostro è una sostanza chimica reattiva. Gli inchiostri a base d'acqua necessitano di almeno il 13% di cromo nell'acciaio inossidabile per evitare l'ossidazione microscopica lungo il bordo di dosaggio. Gli inchiostri UV, che sono soggetti a spruzzi di inchiostro UV, hanno un'elevata adesività e viscosità, che crea un forte attrito. In risposta a ciò, si suggerisce un rivestimento indurito a lunga durata per ridurre l'accumulo di calore e mantenere l'integrità del bordo contro le resine aggressive delle moderne formulazioni UV.
Velocità di produzione e forza idrodinamica
La velocità rende l'inchiostro una forza strutturale. L'inchiostro forma un cuneo idrodinamico a velocità superiori a > 300 m/min e cerca di sollevare la lama dal rullo, un effetto simile all'aquaplaning. La lama deve essere molto rigida in punta per superare questo sollevamento idraulico, al fine di ottenere una pulizia ad alta velocità. La lama deve essere uno scafo affilato che mantiene la rotta in caso di forte mareggiata e non viene influenzata dalla pressione che altrimenti la porterebbe a sputare inchiostro o a rischiare.
Il rapporto tra anilox e punta
La correlazione tra lo spessore della lamella e il retino Anilox (LPI) è la misura più pratica da utilizzare nella selezione. Nel caso di un rullo da 1000 LPI, le pareti della cella con la forma del bordo sono microscopiche. Se la punta della lama è eccessivamente sottile, può immergersi nelle celle, con conseguente aumento dei punti o squilibrio del colore. Regola empirica professionale: lo spessore della punta della lama deve essere circa il doppio della larghezza della parete della cella anilox per assicurarsi che non interferisca meccanicamente con le celle.
Per avere un rapido riferimento tecnico, la seguente tabella riassume le norme tecniche necessarie per garantire la migliore sincronizzazione della racla e del sistema di pressatura, evitando così sprechi di materiale:
| Variabile | Benchmark di ingegneria | Obiettivo tecnico | Impatto della deviazione |
| Angolo di contatto della flessografia | 30° - 35° | Garantire una geometria di taglio pulita | Rigatura dell'anilox o fuoriuscita dell'inchiostro |
| Pressione lineare della stampa a rotocalco | 1,5 - 3,0 kg/cm | Eliminazione dell'inchiostro dalle aree non interessate dall'immagine | Sporcizia o usura eccessiva delle lame |
| Chimica degli inchiostri a base d'acqua | pH 8,5 - 9,5 | Prevenire la destabilizzazione chimica | Micropitting e corrosione |
| Viscosità dell'inchiostro UV | Alto / Non newtoniano | Taglio attraverso le resine ad alta resistenza | Fluttuazione della lama e deriva della densità |
| Soglia ad alta velocità | > 300 m/min | Contrastare la portanza idrodinamica | Aquaplaning e perdite di inchiostro |
| Rapporto parete/tappo anilox | 4 - 6 μm (@ 1200 LPI) / Regola 2:1 | Proteggere l'integrità della parete cellulare | Frattura del picco dell'anilox |
Risoluzione dei problemi e manutenzione: Risoluzione dei più comuni difetti di stampa
La migliore lama da dottore non funziona bene se non viene sottoposta a manutenzione.
I difetti più diffusi sono Striature e linee. In genere sono causati da ganci, piccoli pezzi di inchiostro essiccato o detriti di substrato che si incastrano tra la lama e il cilindro. I principali rimedi sono la pulizia regolare della camera e l'uso di filtri per l'inchiostro.
Sputare l'inchiostro è un fenomeno comune nella flessografia con inchiostri UV. Si verifica quando l'inchiostro si accumula dietro la lama e viene proiettato sulla bobina in modo centrifugo. Il rimedio di solito consiste nel passare a una lama a lamelle dal profilo più rigido o nell'aggiungere uno smorzamento al sistema della camera.
Segni di chiacchiere sono barre orizzontali di colore irregolare sul nastro. Ciò è dovuto alle vibrazioni delle lame. Si può correggere cambiando l'angolo di contatto, diminuendo la pressione della lama o ispezionando i cuscinetti della macchina.
La manutenzione deve essere eseguita secondo una procedura operativa rigorosa (SOP). Prima dell'installazione, le lame devono essere controllate per verificare la presenza di bave. Il supporto della lama deve essere esattamente parallelo al cilindro; il minimo disallineamento di 0,1 mm provoca un'usura irregolare e cambiamenti di colore. Un chirurgo ha bisogno di un bisturi sterilizzato così come un operatore di macchina deve trattare la racla come un bisturi pulito, perché anche un'intaccatura microscopica può essere vista come un difetto visibile su migliaia di metri di substrato.
Perché scegliere le macchine da stampa KETE
Per le organizzazioni che cercano di colmare il divario tra la precisione teorica e la produzione pratica, la filosofia ingegneristica del produttore di apparecchiature è il fattore decisivo. KETE affronta l'integrazione delle racle non come un ripensamento, ma come un componente fondamentale del sistema.
Nelle nostre macchine da stampa flessografiche ad alta velocità della serie KTFP-S200P utilizziamo un sistema di racla di tipo chiuso su due lati. Questo design non si limita a contenere una lama, ma crea un ambiente pressurizzato che stabilizza il flusso dell'inchiostro ed elimina il "galleggiamento" associato alla produzione ad alta velocità. Abbinando questo sistema a rulli anilox in ceramica di alta qualità, KETE assicura che il processo di dosatura sia il più possibile privo di attrito, prolungando la durata sia dei materiali di consumo che dei rulli.
Nel settore della rotocalcografia, la serie KTMS-C di KETE è caratterizzata da un design di tipo pneumatico per un montaggio ottimale della racla. A differenza dei sistemi di regolazione manuale, i nostri controlli pneumatici forniscono una pressione perfettamente uniforme su tutta la larghezza del cilindro, compensando automaticamente le variazioni microscopiche. Inoltre, le nostre lame sono controllate da motori separati per il movimento di oscillazione. Questo movimento indipendente assicura che la lama si sposti costantemente, impedendo ai detriti di depositarsi ed eliminando virtualmente le "striature" che affliggono le macchine di qualità inferiore.
Scegliendo KETE, si investe in una macchina da stampa in cui la stabilità del telaio e la precisione del sistema di lame lavorano in perfetta sinergia ingegneristica.
Conclusione
La racla è un capolavoro di compromesso industriale, in grado di trovare un equilibrio tra durezza e flessibilità, costo e prestazioni. Per lo stampatore contemporaneo, la strada per una migliore qualità è la scelta accurata dei profili delle racle, delle configurazioni delle punte e dei materiali, specifici per la chimica degli inchiostri e la velocità delle macchine da stampa. Ma come abbiamo visto, la migliore lama è buona solo quanto la macchina che la trasporta.
Conoscendo la relazione simbiotica tra lo strumento di dosaggio e la velocità della macchina da stampa, i produttori possono raggiungere il santo Graal della produzione: qualità ad alta velocità con scarti minimi. Noi di KETE ci impegniamo a fornire la stabilità meccanica e il design innovativo per rendere questa precisione una realtà nella vita di tutti i giorni.






