En el arriesgado mundo del envasado comercial, la elección de la prensa equivocada provoca catastróficas pérdidas económicas y el incumplimiento de los plazos de entrega. A la hora de evaluar impresión flexográfica frente a impresión offsetLos compradores deben ir más allá de suposiciones obsoletas. Esta completa guía de ingeniería ofrece un análisis objetivo y contundente sobre qué tecnología maximizará realmente el retorno de la inversión (ROI) basándose en la física mecánica y en las matemáticas del umbral de rentabilidad del mundo real.
Resumen ejecutivo: La matriz de decisión rápida entre flexografía y offset
El tiempo es el bien más caro en la fabricación industrial. Antes de sumergirse en las profundas aguas de la física mecánica y las matemáticas del umbral de rentabilidad, utilice esta rápida herramienta de triaje. Esta matriz de decisión proporciona una orientación básica inmediata para los requisitos específicos de su proyecto.
| Atributo del proyecto (Criterios de evaluación) | Apueste por la flexografía | Opte por el offset (litografía) |
|---|---|---|
| Tipo de sustrato (material) | Películas no porosas, plásticos flexibles, cartón ondulado, láminas, etiquetas | Papel plano premium, cartón de sulfato sólido blanqueado (SBS) |
| Volumen / Longitud | > 20.000 unidades (o > 5.000 m de banda continua); muy rentable para grandes tiradas. | < 10.000 unidades (debido a placas baratas). *Nota: Muy dependiente de la complejidad de la SKU. |
| Complejidad y detalle de la imagen | Alta calidad (con HD Flexo); excelente para sólidos llamativos y envases de marca | Alta fidelidad, degradados intrincados, microtextos, fotografía fina |
| Variabilidad del diseño (recuento de SKU) | Diseños estáticos (costosas planchas de fotopolímero por configuración de color) | Cambios frecuentes de diseño (placas de aluminio baratas y rápidas) |
| Requisitos de postimpresión | Requiere un gran acabado en línea (troquelado, laminado, plastificado en una sola pasada) | Acabado principalmente fuera de línea (las hojas impresas deben trasladarse a otra máquina) |
*Nota: El punto de inflexión financiero real fluctúa en función de los residuos de preparación y las capacidades en línea. Siga leyendo para ver el desglose detallado.
Diferencias mecánicas básicas: Cómo se transfiere la tinta al sustrato
Para comprender realmente las diferencias operativas de flexografía frente a impresión offset debate, debemos desnudarlas hasta sus primeros principios. La división fundamental radica en el camino físico que recorre la tinta desde el depósito hasta el material de envasado final. Una es una impresión física directa; la otra, una transferencia química indirecta.
El proceso de transferencia directa de la flexografía
La flexografía funciona según un principio similar al de un sello automatizado muy sofisticado y de alta velocidad. Es una proceso de impresión rotativa directa utilizando placas de relieve flexibles. El corazón de este sistema es una clase magistral de ingeniería microscópica: el Rodillo anilox.
El rodillo anilox es un núcleo de acero o aluminio recubierto de cerámica industrial, cuya superficie está grabada con láser con millones de celdas microscópicas. Estas células se sumergen en el tintero, recogiendo un volumen de fluido matemáticamente preciso. A continuación, una rasqueta raspa perfectamente la superficie, asegurándose de que sólo quede la tinta del interior de las células microscópicas. A continuación, esta tinta altamente calibrada se transfiere directamente a las zonas de imagen en relieve de una plancha de fotopolímero flexible fijada al cilindro portaplanchas.
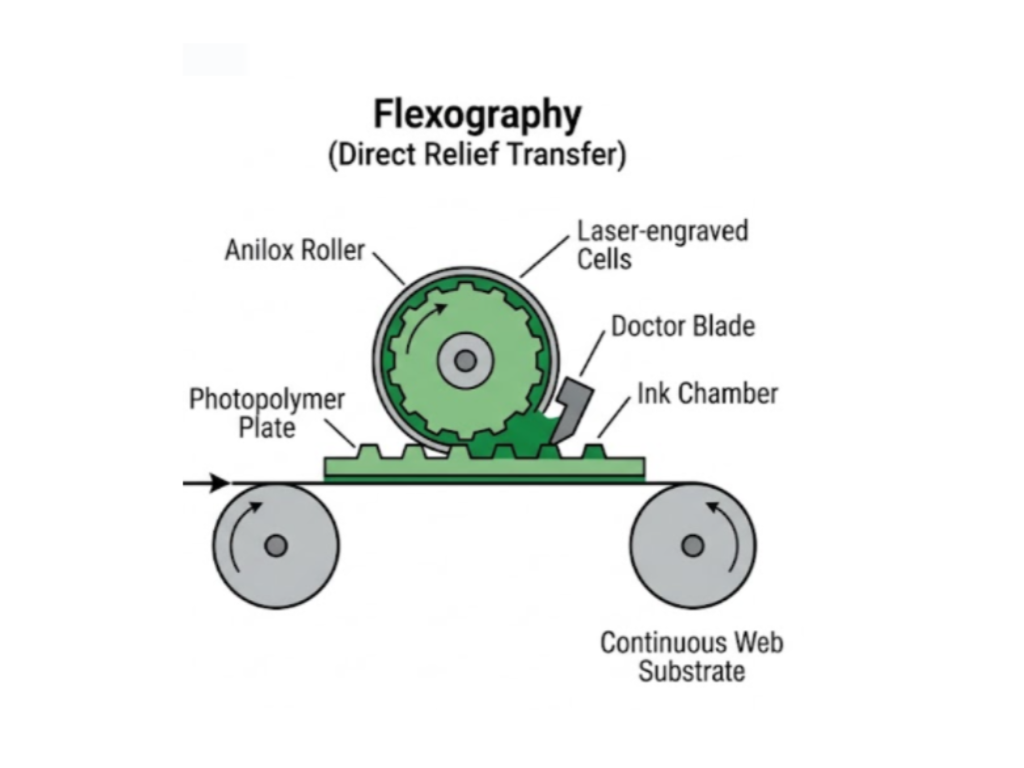
Por último, el sustrato pasa entre el cilindro de la plancha y el cilindro de impresión. Dado que la plancha de fotopolímero es intrínsecamente flexible, utiliza un "Impresión de beso". Se trata de un toque extraordinariamente ligero que deposita la tinta directamente sobre el material sin aplicar una fuerza mecánica aplastante. Este toque delicado es exactamente la razón por la que la flexografía domina los materiales frágiles, desiguales o muy compresibles.
El proceso litográfico indirecto del offset
La impresión offset, por el contrario, se basa en una verdad química fundamental y no en un relieve físico: el aceite y el agua no se mezclan. Utiliza planchas de aluminio planas (planográficas) en las que el área de imagen y el área de no imagen residen exactamente en el mismo nivel físico.
En el proceso offset, la plancha de aluminio pasa primero por unos rodillos humectantes que aplican una película microscópicamente fina de solución humectante a base de agua. Las zonas sin imagen atraen el agua, mientras que las zonas con imagen tratada químicamente la repelen. A continuación, la plancha pasa por unos rodillos entintadores que contienen una tinta oleosa muy viscosa. La tinta se adhiere estrictamente a las zonas de la imagen secas e hidrófugas.
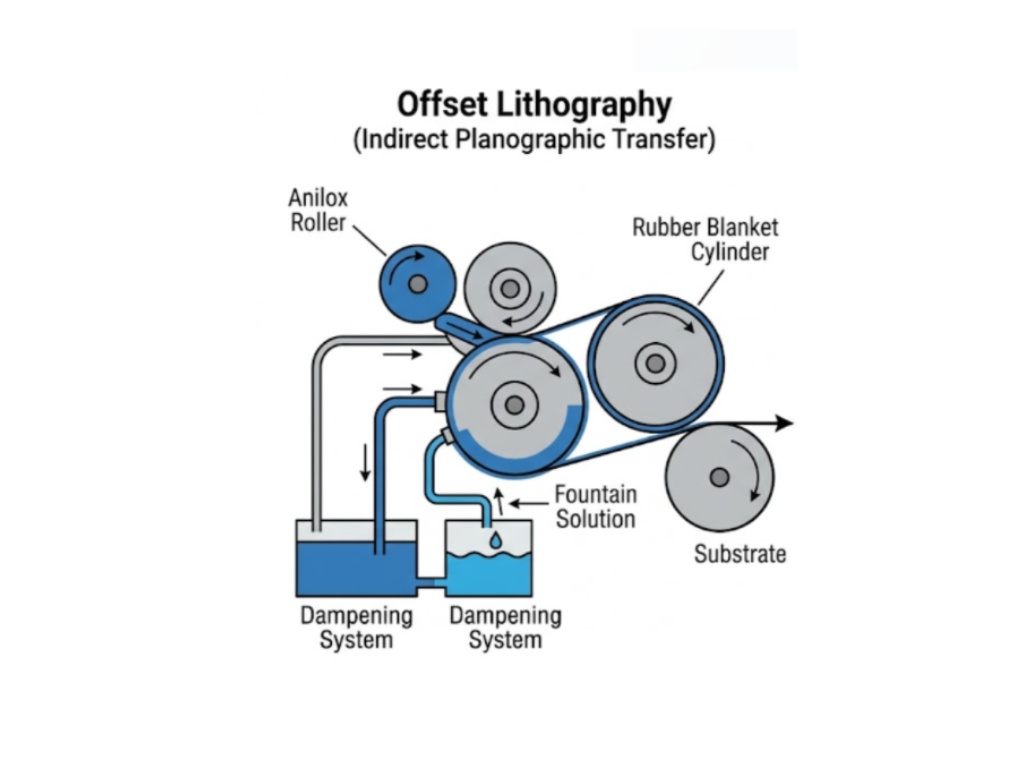
Lo más importante es que la plancha de aluminio nunca toca el papel final. En su lugar, la imagen se "compensa" (transfiere) a un Manta de goma cilindro. Esta capa intermedia de caucho actúa como un cojín perfecto, absorbiendo la tinta y presionándola firmemente sobre el sustrato bajo una inmensa presión. Esta transferencia indirecta a través de la mantilla de caucho es la raíz física de la legendaria suavidad del offset.
Compatibilidad de sustratos: Limitaciones y ventajas de los materiales
Al evaluar impresión offset frente a flexografíaLas diferencias mecánicas descritas anteriormente dictan exactamente sobre qué se puede imprimir y sobre qué no. El intento de forzar el material equivocado a través de una prensa es una receta para el fracaso catastrófico y el desperdicio de material inmensa.
El dominio de la flexografía
La naturaleza flexible de la plancha de fotopolímero, combinada con la suave "impresión de beso" y las tintas líquidas de secado rápido, hacen de la flexografía el rey indiscutible de las superficies no absorbentes e irregulares. En la industria del cartón ondulado, es prácticamente obligatoria. Intentar pasar cartón ondulado por una prensa offset provocaría que la inmensa presión de la mantilla aplastara físicamente las flautas, destruyendo la integridad estructural de la caja.
La zona de confort de la compensación
El proceso offset exige un entorno muy específico para prosperar. El sustrato debe ser excepcionalmente plano, uniforme y, en general, absorbente. La mantilla de caucho necesita una superficie lisa y uniforme para transferir sin problemas los puntos de tinta microscópicos de gran detalle. Si el material tiene texturas profundas, no es poroso en absoluto sin una configuración UV altamente especializada, o es estructuralmente frágil, el proceso offset fracasará debido a la escasa adherencia de la tinta y a la excesiva presión de corte.
Calidad de impresión, resolución y reproducción del color
Durante décadas, la narrativa de la industria impresión offset frente a flexografía estaba claro: si querías impresiones con calidad de museo, elegías el offset; si sólo necesitabas un logotipo sencillo en una caja de envío marrón, elegías la flexografía. En la era moderna, este relato es incorrecto. La brecha tecnológica se ha reducido a una fracción microscópica.
Históricamente, la litografía offset ha marcado la pauta. Dado que utiliza planchas de aluminio planas y una mantilla de caucho, puede lograr sin esfuerzo resoluciones extremas, a menudo superiores a...". De 200 a 300 líneas por pulgada (LPI). Produce degradados de color de gran suavidad, tonos continuos impecables y microtipografía de gran nitidez (esencial para la lucha contra la falsificación de productos farmacéuticos). Si va a imprimir un catálogo de fotografía de alta costura, el offset sigue siendo el límite físico superior de la fidelidad visual.
Sin embargo, la última década ha sido testigo de una revolución tecnológica explosiva en la flexografía, cerrando efectivamente la brecha visual para más de 80% de las aplicaciones comerciales de envasado. La llegada de Flexografía de alta definición (HD)combinado con el grabado de planchas por láser de última generación y las avanzadas tecnologías de punto plano, ha transformado el sector. Anteriormente, la flexografía sufría Ganancia de puntos-la tendencia del punto de tinta húmeda a extenderse y difuminarse bajo presión. Las modernas planchas flexográficas HD controlan la transferencia de tinta a nivel microscópico, creando reproducciones de color CMYK nítidas, densas y vibrantes. Para los envases de las marcas modernas en los estantes de las tiendas, la flexografía ofrece ahora una calidad de nivel "retina-display" que es prácticamente indistinguible del offset para el ojo inexperto del consumidor.
La economía de la impresión: Costes de planchas y tiradas
Al evaluar el coste real de un trabajo de impresión y comparar impresión flexográfica frente a offsetLos compradores deben abandonar la pregunta simplista de "¿qué máquina es más barata?" y, en su lugar, calcular un riguroso análisis de rentabilidad basado en la relación precisa entre los costes fijos de preparación (preimpresión) y los costes variables de funcionamiento (maculatura y rendimiento).

Configuración inicial y costes de planchas de preimpresión
La barrera financiera inicial de entrada pone de relieve el contraste más dramático entre las dos tecnologías. Las planchas de aluminio offset son extraordinariamente baratas de fabricar y pueden imprimirse directamente desde un ordenador (CtP) en cuestión de minutos. Esto significa que el coste fijo de preimpresión de un trabajo offset es increíblemente bajo, lo que favorece la agilidad para cambiar constantemente los diseños.
Por el contrario, las planchas de fotopolímero flexográficas son piezas complejas de polímero curadas químicamente. Su fabricación requiere mucho más tiempo y capital. Además, la flexografía requiere una plancha personalizada para cada color utilizado en el diseño. Si su modelo de negocio implica cientos de referencias diferentes con textos promocionales o sabores estacionales que cambian constantemente, los costes recurrentes de las planchas flexográficas reducirán drásticamente sus márgenes de beneficio.
Cálculo del punto de equilibrio para longitudes de tirada
Sin embargo, las planchas baratas no garantizan una tirada barata. Hay que tener en cuenta el asesino oculto de la rentabilidad: Residuos de preparación.
La caja de arena financiera: Cuando se pone en marcha una máquina offset, se necesita mucho tiempo y material para que el complejo equilibrio químico de aceite y agua se estabilice en los rodillos. El operario puede tener que tirar cientos de hojas de papel caro a la papelera de reciclaje antes de que la densidad del color sea correcta y vendible. Por el contrario, una máquina flexográfica moderna, que utiliza la automatización servoaccionada y la dosificación precisa de anilox, está casi "en registro" en el momento en que la banda empieza a girar. La maculatura de preparación es excepcionalmente baja.
Por tanto, surge la regla empírica económica: Para tiradas cortas (por ejemplo, menos de 10.000 unidades), las planchas baratas del offset absorben el elevado coste de maculatura, lo que lo convierte en la opción más económica. Pero a medida que la tirada aumenta hasta 100.000 o 500.000 unidades, el elevado coste inicial de las planchas de flexografía se amortiza hasta fracciones microscópicas de un céntimo por unidad. Combinada con una maculatura casi nula y velocidades de impresión vertiginosas, la flexografía resulta mucho más rentable para tiradas largas y continuas de envases.
Velocidad de producción y plazos de entrega
Cuando hablamos de plazos de entrega, debemos fijarnos en la capacidad física de la maquinaria una vez que se ha completado la puesta a punto y la prensa pasa al modo de producción a gran escala.
Las prensas offset tradicionales son predominantemente alimentado por hojas. El papel se recoge hoja a hoja mediante ventosas neumáticas y se hace pasar por los cilindros. Incluso las máquinas offset de pliegos más avanzadas alcanzan un máximo de entre 18.000 y 20.000 hojas por hora. Si se las empuja más rápido, se producen atascos de papel catastróficos debido a las limitaciones físicas de la manipulación de piezas individuales de papel a alta velocidad.
La flexografía, por su parte, es casi exclusivamente una alimentación web proceso. El material se extrae de un enorme rodillo continuo, manteniendo una tensión constante. Como no hay hojas individuales que agarrar, pasar y soltar, una prensa flexográfica de alto rendimiento funciona como una implacable locomotora industrial. Puede alcanzar y mantener fácilmente velocidades operativas de 1.500 a 2.000 pies por minuto. Para una marca mundial que necesita imprimir millones de etiquetas envolventes en un solo fin de semana, la enorme capacidad de tragado continuo de una máquina flexográfica de bobina es totalmente inigualable.
Procesamiento en línea frente a procesamiento fuera de línea: Funciones de postimpresión
Este es el punto crítico en el que los compradores calculan mal sus plazos de entrega reales. La verdadera eficiencia en la fabricación no consiste simplemente en la rapidez con la que se aplica la tinta a un sustrato, sino en la rapidez con la que ese material impreso puede convertirse en un producto final listo para su envío.
Con el offset de pliegos tradicional, el proceso fuera de línea requiere un trabajo manual excesivo, requiere una enorme superficie de almacén para el curado y aumenta drásticamente el plazo de entrega total.
En cambio, las modernas plataformas flexográficas (como los sistemas de conversión todo en uno de 500 m/min diseñados por KETE) ejecutan el "plegado en línea de producción". Al integrar la impresión, el troquelado rotativo y el laminado en frío en una sola pasada continua, convierten los plazos de una semana fuera de línea en entregas en un solo turno.
Sistemas de tinta, métodos de curado e impacto ambiental
La composición química de la tinta no sólo afecta a la vivacidad de la impresión, sino que también dicta estrictamente la conformidad medioambiental, la seguridad de la fábrica y la calificación alimentaria del envase final.
La flexografía utiliza tintas líquidas de baja viscosidad con fórmulas muy versátiles. Los actores dominantes en el sector de la flexografía son Tintas al agua y Tintas curables UV/LED. Las tintas al agua tienen unas emisiones de compuestos orgánicos volátiles (COV) excepcionalmente bajas. Se secan rápidamente mediante un sencillo proceso de evaporación y absorción. Este perfil no tóxico e inodoro es la razón exacta por la que la flexografía tiene el monopolio absoluto de los envases alimentarios de contacto directo (como los envoltorios de comida rápida o los cartones de leche). Las tintas UV, por su parte, se curan instantáneamente cuando se exponen a la luz ultravioleta, dejando al instante un acabado muy duradero y resistente a las rozaduras.
Tradicionalmente, la litografía offset se basa en una alta viscosidad, Tintas en pasta a base de aceite. Aunque estas tintas proporcionan una saturación de color increíblemente rica, se secan lentamente mediante un complejo proceso químico de oxidación. En el offset de pliegos de alta velocidad, la tinta casi siempre sigue húmeda cuando los pliegos se apilan en el extremo de salida. Para evitar que la tinta húmeda de un pliego manche el reverso del pliego superior, la máquina debe rociar una fina capa de Polvo antirretorno entre cada capa impresa. Este polvo fino crea un entorno polvoriento y contaminado en la fábrica, lo que hace que el offset tradicional sea muy problemático para los envases ultralimpios de dispositivos médicos o las estrictas salas blancas de grado alimentario.
Prepare su planta de impresión para el futuro: Dé el siguiente paso
En última instancia, la elección entre impresión flexográfica frente a impresión offset consiste en alinear rigurosamente la física y la economía de una rotativa con su matriz de producto específica, longitudes de tirada y objetivos de expansión a largo plazo. Tomar esta importante decisión de inversión de forma aislada, basándose únicamente en las hojas de especificaciones o en prejuicios obsoletos del sector, puede conducir a errores millonarios y a una menor agilidad operativa.
Si está planificando activamente una actualización de la automatización de sus instalaciones de envasado, o si es un distribuidor que busca equipos de conversión de etiquetas, huecograbado o flexografía altamente fiables, no tiene por qué enfrentarse solo a las complejidades de la ingeniería.
Elimine las conjeturas antes de invertir
Con el respaldo de fábricas especializadas y la confianza de empresas de envasado de más de 80 países desde 2011, KETE crea rentabilidad. Tanto si necesita una configuración de 2 a 8 colores, un acabado en línea de alta velocidad o pruebas gratuitas de muestras previas al envío utilizando sus propios sustratos específicos, nuestros expertos ofrecen evaluaciones de proyectos transparentes e individuales adaptadas a sus objetivos exactos de espacio y retorno de la inversión.
Solicite hoy mismo su análisis personalizado de disposición de equipos y ROI