Basılı ambalaj, modern görsel iletişim ekonomisinde bir markanın kimliği ile tüketicinin algısı arasındaki ana temas noktasıdır. Ancak oluklu mukavvadan gelişmiş polimer filmlere kadar endüstriyel medya üzerinde renkli baskı yoluyla yüksek doğrulukta, fotoğrafik görüntülerin çoğaltılması temel bir teknik zorluk teşkil etmektedir. Endüstriyel baskı makineleri, fleksografik ve rotogravür sistemleri, doğaları gereği ikilidir; belirli bir mürekkebi ya uygularlar ya da uygulamazlar. Bir degrade üretmek için tek bir renk mürekkebin yoğunluğunu doğal olarak ayarlayamazlar. Bu, gelişmiş bir arabuluculuk katmanı gerektirir: yarım ton baskı.
Bu kılavuz, bu temel yarım ton baskı tekniğinin mekanik, optik ve sistemik değişkenlerini inceleyerek baskı endüstrisindeki profesyonellerin üretim çıktılarını optimize etmeleri için kapsamlı bir çerçeve sunuyor. Ticari baskı dünyasında, tutarlı ve yüksek çözünürlüklü sonuçların nasıl elde edileceğini anlamak çok önemlidir.
Yarım Ton Baskı Nedir
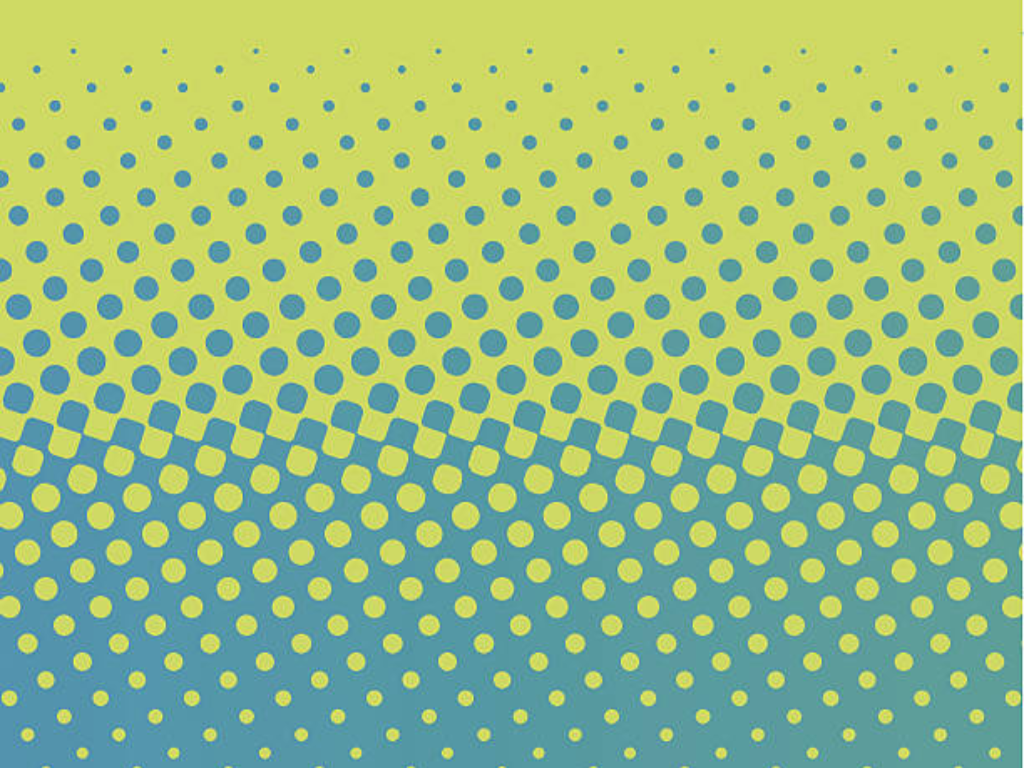
Özünde, yarım ton tekniği, farklı boyutlarda veya farklı aralıklarda noktalar kullanarak sürekli tonlu dijital görüntülere yaklaşan, böylece degrade benzeri bir etki yaratan ve karmaşık ayrıntıları yakalayan bir reprografik baskı yöntemidir. Esnek bir poşet üzerine basılmış bir görüntü, deneyimsiz kişiler için renklerin ve gölgelerin yumuşak bir akışıdır. Aynı resim, profesyoneller için binlerce ayrı geometrik birimden oluşan hesaplanmış bir yapıdır. Yarım ton nokta, bir ambalaj üzerindeki görsel para biriminin atomik birimidir ve karmaşık ışık verilerini mekanik baskı makineleri tarafından yürütülebilecek bir dile dönüştürür.
Yarım tonun gelişim tarihi, tipo baskı ve litografinin ya hep ya hiç anlayışına bir cevap niteliğindedir. Modern profesyonel ambalajlarda yarı ton, normal bir görüş mesafesinde insan gözü tarafından eksiksiz bir renk paletinde birleştirilen CMYK (Camgöbeği, Macenta, Sarı ve Siyah) kaplamaların çoğaltılmasını sağlar. Bu sadece estetik bir karar değil, fotoğrafik gerçekçiliğin hedeflendiği her yüksek hızlı üretim hattı için katı bir matematiksel gerekliliktir.
Noktaların Bilimi: Yarım Ton Sürekli Tonları Nasıl Yaratır?
Yarım ton baskının etkinliği, insan görme sisteminin fizyolojik kısıtlamalarına, yani uzamsal entegrasyonun etkisine bağlıdır. Ayrık renk noktaları birbirine çok yakın yerleştirildiğinde, beynin birincil görsel korteksi ayrı noktaları ayırt edemez ve bunun yerine yansıyan ortalama ışığı düz bir ton olarak algılar. Milyarlarca dolarlık ambalaj işini yönlendiren de bu optik yanılsamadır.
Yarı tonlama, çözünürlük ve ton derinliği arasında denge kuran bir bilimdir. Noktalar çok büyük olduğunda, görüntü pikselli veya pürüzlü görünecektir; çok küçük olduklarında, örneğin daha küçük noktalarda, baskı kalıbının fiziksel kısıtlamaları ve alt tabakanın yüzey gerilimi, noktaların kaybolmasına veya bulanıklaşmasına neden olabilir, bu da vurgularda veya gölgelerde ayrıntı kaybına neden olur.
AM Tarama ve FM Tarama: Doğru Izgarayı Seçmek
Endüstriyel alanda, yarım ton taraması için iki temel metodoloji vardır: Genlik Modülasyonu (AM) ve Frekans Modülasyonu (FM).
Sabah Gösterimi (Geleneksel): Fleksografik ve rotogravür baskıda en yaygın tekniktir. AM taramadaki noktalar sabit bir ızgara üzerine yerleştirilir. Noktalar daha koyu bir ton üretmek için boyut olarak büyür (genlik) ve daha açık bir ton üretmek için boyut olarak küçülür. Noktalar merkezlerinde eşit uzaklıktadır. AM tarama, öngörülebilirliği ve yüksek hızlı baskı makinelerinde kolayca kontrol edilebilmesi nedeniyle tercih edilir, ancak uygun şekilde kontrol edilmediği takdirde hareli desenlere eğilimlidir.
FM Tarama (Stokastik): FM taramada tek tip boyutta mikroskobik boyutlu noktalar kullanılır. Ton değişimi, belirli bir alandaki nokta sayısının (frekans) değiştirilmesiyle elde edilir. Noktalar rastgele veya sözde rastgele aralıklarla yerleştirildiğinden, FM tarama harelenme olasılığını önler ve neredeyse fotoğraf benzeri ayrıntılar elde edebilir. Bununla birlikte, küçük noktalar basınç değişikliklerine karşı çok hassas olduğundan, FM taraması mürekkep transferi ve plaka montajında olağanüstü bir hassasiyet gerektirir.
Ambalaj Detayında LPI'nin (İnç Başına Satır Sayısı) Önemi
Bir yarım ton görüntü İnç Başına Satır (LPI) veya ekran cetveli olarak çözümlenir. Bu, baskı yüzeyinin tek bir inçine yerleştirilen çizgi sayısını veya nokta satır sayısını temsil eder. Bu, çıktı çözünürlüğünü belirler ve genellikle dijital baskıdaki dpi (inç başına nokta) ile karıştırılır.
Düşük LPI (6585): Bu normalde oluklu kutulara veya mürekkebin yayılmasıyla ince detayların kaybolacağı yüksek emiciliğe sahip alt tabakalara uygulanır.
Orta LPI (100-133): Çoğu tüketici ürününün ve kağıt bazlı ambalajın standardı.
Yüksek LPI (150-200+): Üst düzey esnek ambalajlarda, etiketlerde ve kozmetik kutularında kullanılır.
LPI'nin yükseltilmesi görüntünün düzgünlüğünü artırır ancak baskı makinesine ağır bir yük bindirir. Baskı işlemi çok istikrarlı bir baskı ortamı gerektirir çünkü tek bir mikronluk titreşim bu sık aralıklı noktaların üst üste binmesine ve tasarımın netliğinin bozulmasına neden olabilir.
Yüksek Çözünürlüklü Yarım Ton Yeniden Üretim için Teknik Değişkenler
Yüksek çözünürlüklü bir yarım ton üretimi, ayarla ve unut süreci değildir. Çoklu fiziksel optimizasyon problemidir. Profesyonel ambalajlama ortamının amacı, dijital dosya ile klişe yapım süreci arasında ve nihayetinde alt tabakada noktanın bozulmadan kalmasını sağlamaktır.
Net Görüntüler için Nokta Kazancını Kontrol Etme
Nokta Kazancı (Toplam Nokta Alanı Büyümesi) endüstriyel baskıdaki en zorlu sorunlardan biridir. Bir baskı plakası mürekkebi bir alt tabakaya aktarırken, fiziksel kuvvet mürekkebin dağılmasına neden olur, bu da nihai ürün üzerindeki noktanın plakadaki daha büyük noktalardan daha büyük olmasına neden olur.
Nokta kazancı bir dizi faktöre bağlıdır: mürekkebin viskozitesi, malzemenin gözenekliliği ve en önemlisi klişe silindiri ile baskı silindiri arasındaki kıstırma basıncı. Nokta kazancı baskı öncesi aşamada hesaplanıp düzeltilmediği sürece, bir görüntünün orta tonları çok koyu olacak ve gölgeler tıkanarak tüm tanımını kaybedecektir. Bu değişkeni kontrol etmek için, noktaların boyutunu ve basıncını mikrometre ölçeğinde ayarlayabilen bir pres, mekanik sıkıştırmanın mümkün olan en düşük seviyede tutulmasını sağlamak için gereklidir.
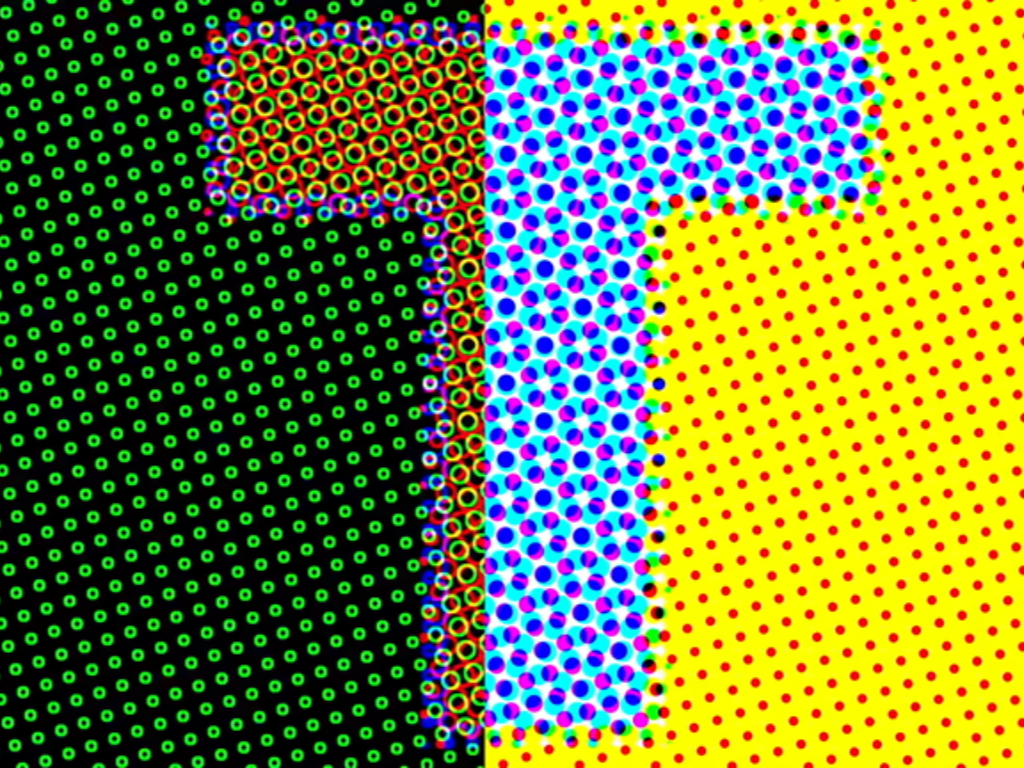
Hassas Ekran Açıları ile Moiré Desenlerinden Kaçınma
Kalibre edilmemiş bir sistemin parmak izlerine moire desenleri denir. Bu istenmeyen parazit desenleri, iki veya daha fazla yarım ton ekran uyumlu olmayan açılarla üst üste bindirildiğinde ortaya çıkar. Tipik bir CMYK işlemindeki her renk, genellikle 15, 45, 75 ve 90 derece olmak üzere belirli bir açıya döndürülmelidir, böylece noktalar dikkat dağıtıcı bir geometrik ızgara yerine bir rozet deseni oluşturur.
Fleksografide, açısı ile bir hücre yapısına sahip olan Anilox silindiri nedeniyle sorun daha da karmaşık hale gelir. Plaka üzerindeki yarım ton ekranın açısı Anilox silindirinin açısı ile çakıştığında, tüm ağ boyunca özellikle yarım ton baskının kalitesini etkileyen bir hareli desen oluşabilir. Bu durum ancak makinenin donanımı ile plakanın dijital taraması arasındaki geometrik sinerji hakkında derin bir bilgiye sahip olarak çözülebilir.
Teşhis Titizliği: Yarım Ton Hatalarının Belirlenmesi ve Düzeltilmesi
Yarım tonda mükemmelliğe ulaşma arayışı, özellikle farklı renk tonlarını çoğaltmaya çalışırken, mürekkep aktarımı sırasında ortaya çıkan fiziksel sapmalar nedeniyle genellikle engellenir. Bu kusurların kısa sürede teşhis edilebilmesi, malzeme israfını azaltmak için yüksek hızlı endüstriyel ortamlarda kritik öneme sahiptir. Bulanıklık en yaygın sorunlardan biridir ve yarı ton noktalarının dairesel değil, uzun olduğu bir durumdur. Bu pek dijital bir hata değildir; alt tabaka ile klişe silindiri arasındaki hız farkının mekanik bir tezahürüdür. Yüzey hızları mükemmel bir şekilde senkronize edilmediğinde nokta alt tabaka boyunca sürüklenir ve bu da görüntünün görsel çözünürlüğünü yok eder.
Diğer kusur ise diğer kritik kusurdur ve mürekkebin tek tek noktalar arasındaki boşlukları doldurarak gradyan olması gereken yerde katı bir renk kütlesi oluşturduğu Köprüleme olarak bilinir. Bu durum genellikle yüksek baskı basıncı ve düşük viskoziteli mürekkep renklerinin karışımından kaynaklanır. Benzer şekilde, "Halo Etkisi" veya noktaların çevresindeki koyu mürekkep halkası, mekanik sıkıştırmanın mürekkebi kabartmanın kenarlarına doğru ittiği aşırı baskı durumunun bir işaretidir. Sistematik bir teşhis modeli sayesinde baskı operatörleri hatanın mürekkep kimyasından mı, klişe montajından mı yoksa mekanik kalibrasyondan mı kaynaklandığını belirleyebilirler.
| Yarım Ton Hatası | Görsel Belirti açık Substrat | Birincil Mekanik/Teknik Neden | Önerilen Düzeltici Faaliyet |
| Dil sürçmesi | Noktalar uzun veya oval şekilli görünür | Plaka ve Ağ arasındaki yüzey hızı uyuşmazlığı | Servo sürücü senkronizasyonunu kalibre etme |
| Görsel EfektlerKöprüleme | Noktalar orta tonlu alanlarda birleşir/bağlanır | Aşırı nip basıncı veya düşük mürekkep viskozitesi | Baskıyı azaltın; mürekkep yapışmasını optimize edin |
| Halo Etkisi | Nokta çevresinde koyu mürekkep halkası | Aşırı baskı (Mekanik sıkma) | "Tatlı Nokta" basıncına yeniden kalibre edin |
| Moiré | Dikkat dağıtıcı geometrik/parazit desenler | Uyumsuz ekran açıları veya Anilox LPI | Açıları yeniden hesaplayın; Anilox geometrisini kontrol edin |
| Hayaletleme | Katı alanlarda soluk gölge görüntüler | Kötü mürekkep dağılımı veya mekanik titreşim | Sıyırma bıçağı stabilitesini ve Anilox LPI'yi kontrol edin |
Yarım Ton Tutarlılığı Neden Matbaa Kalitesi İçin Bir Ölçüttür?
Yüksek hacimli üretimde tek bir başarılı baskının önemi yoktur. Gerçek ekonomik değer tutarlılıktır, 50.000 metrelik bir üretim çalışması boyunca ve birkaç ay boyunca birkaç parti boyunca aynı yarı ton kalitesini koruma yeteneğidir.
Bir baskı makinesinin son stres testi yarım ton tutarlılığıdır. Yarı ton noktaları çok küçük oldukları için sistemdeki herhangi bir kararsızlığı ilk gösteren noktalardır. Makinenin gerginlik kontrolü değiştiğinde, noktalar hareket edecek ve renk kaymasına yol açacaktır. Kurutma sistemi düzgün olmadığında, mürekkep düzgün bir şekilde yayılmayacak ve nokta kazancı değişecektir. Bu nedenle, bir ambalaj uzmanı bir baskı makinesini değerlendirirken sadece hızı göz önünde bulundurmaz; makinenin mikroskobik noktaların çoğaltılmasında istikrarlı bir laboratuvar olarak hizmet verme kapasitesini de göz önünde bulundurur. Tüm üretim ekosistemini birbirine bağlayan ciddiyet tutarlılıktır, böylece New York'taki bir raftaki markanın rengi Tokyo'daki bir raftakiyle aynı olur.
Mükemmellik Ölçütleri: Kalite Kontrol ve Standartlaştırılmış Ölçüm
Sübjektif görsel değerlendirmeden objektif, ampirik ölçüme geçiş, endüstriyel üretimin zorlu koşullarında profesyonel olgunluğun işaretidir. Bir baskı operasyonu, baskı odasını yalnızca bir üretim alanı değil, aynı zamanda yüksek çözünürlüklü bir yarım ton üretmek için bir optik fizik laboratuvarı haline getirmelidir. Mükemmel Nokta bir fikir değildir; belirli teknik ölçümlerle belirlenen ölçülebilir bir durumdur.
Dansitometri ve Murray-Davies Denkleminin Rolü
Densitometre bu analitik cephaneliğin ana aracıdır. Yarım ton baskıda kullanabileceğimiz iki önemli değişken Katı Mürekkep Yoğunluğu (SID) ve Nokta Alanı idi. Bunlardan ilki, mürekkep filminin kalınlığını istenen renk doygunluğunu verecek bir seviyeye kadar kontrol etmek için, ikincisi ise yarı ton noktalarının fiziksel gelişimini ölçmek için kullanılır. Mühendisler bir baskı çalışmasının teknik sağlığını hesaplamak için Murray-Davies denklemini kullanır; bu denklemde etkin nokta alanı, yarı tonlu renk tonunun entegre yoğunluğunun katı mürekkep yoğunluğuna bölünmesiyle hesaplanır.
Bir baskı operatörü nokta alanında, örneğin 50% renk tonunun 68% olarak okunması gibi bir değişiklik fark ettiğinde, basınç veya mürekkep viskozitesi kontrolünde ölçülebilir bir hata gözlemler. Bir tesis, Hedef Nokta Kazancının bir taban çizgisini belirleyerek mekanik ayarlamaların sezgiye değil verilere dayalı olarak yapıldığı kapalı döngü bir sistem oluşturabilir.
Spektrofotometri ve Delta E Standardı
Dansitometri yansıyan ışık miktarını belirlemek için kullanılırken, spektrofotometri görünür spektrumdaki ışığın kalitesini belirlemek için kullanılır. CMYK ve Genişletilmiş Gamut (ECG) yarım tonlarının karmaşık dünyasında renk doğruluğu, renklerin şeffaf noktaların optik üst baskısı ile üretildiği Delta E ile ölçülür. Bu ölçü, istenen bir renk ile basılan çıktı arasındaki matematiksel farktır. L*a*b* renk alanı. Küresel markalar söz konusu olduğunda, 2,0'ın altında bir Delta E genellikle pazarlık konusu olmayan kabul noktasıdır. Bu doğruluk derecesi, kayıtta mükemmel bir şekilde sabit olan bir baskı makinesi gerektirir; yarım ton noktalarının milimetrenin bir kısmı kadar hareket etmesi rengin spektral bileşimini değiştirecek ve Delta E'de bir artış tespit edilecek ve üretim partisi reddedilecektir.
Küresel Standartlar: ISO 12647-6 ve G7 Kalibrasyonu
Sektör, evrensel bir kalite dili sağlamak için sıkı uluslararası standartları takip ediyor. ISO 12647-6 standardı, nokta kazanç eğrileri ve mürekkep enlemleri için bir kılavuz sağlayan fleksografik baskı gereksinimlerini tanımlar. Benzer şekilde, G7 yaklaşımı gri dengesi ve görsel orta ton tutarlılığı ile ilgilidir, böylece yarım tonlu bir görüntü hangi alt tabaka veya hangi baskı makinesi kullanılırsa kullanılsın aynı görünecektir. Standartlaştırılmış ölçümler, baskı odasının değiştirilemez hesabıdır ve üretici ile marka sahibi arasında güven yaratan açık bir performans hesabı verir. KETE söz konusu olduğunda, mekanik tasarım felsefemizin asgarisi, her zaman bu ISO standartlarına ulaşabilen ve bu standartları aşabilen makineler tasarlamaktır.
KETE Hassas Mühendislik ile Baskıda Mükemmelliğe Ulaşmak
Ambalaj baskı sektöründe yaklaşık 40 yıllık uzmanlık deneyimine sahip olan KETE, reprografik teori ve mekanik titizliğin kritik kesişiminde faaliyet göstermektedir. "Mükemmel Nokta "nın bir şans değişkeni değil, disiplinli bir mühendisliğin sonucu olduğunu biliyoruz. Yüksek hızımız flekso presler Her istasyonda gelişmiş servo sürücü teknolojisini kullanarak plaka silindiri ve aniloks silindirinin bağımsız, mikron düzeyinde kontrolünü sağlar. Bu hassasiyet, yüksek LPI çalışmalarında bulanık noktalara veya gölgelenmeye neden olan mekanik titreşimleri etkili bir şekilde etkisiz hale getirir.
rotograFaaliyetlerini ölçeklendirmek isteyen profesyoneller için KETE, sadece bir işlemden ziyade stratejik bir ortaklık sağlar. Uzman ekibimiz, yüksek hacimli makinelerden gelişmiş makinelere kadar rotogravür sistemlerinden çevik, hızlı kurulumlu fleksografiye kadar size özel operasyonel hedefler. 80'den fazla ülkeye yayılan küresel ayak izimiz ve bir yıllık kapsamlı garantimizle, yatırımınızın güvenilirlik temeline dayanmasını sağlıyoruz. Biz sadece ekipman üretmiyoruz; yarı tonlama biliminin ödün vermeden çalışması için gereken istikrarlı platformu sağlayarak çıktınızın ilk metreden son metreye kadar tutarlı kalmasını sağlıyoruz.

Halftone Stratejilerinin Farklı Ambalaj Yüzeylerine Uyarlanması
Yarı tonlu bir noktanın davranışını belirleyen şey, içinde bulunduğu ortamdır. Profesyonel ambalajlamada kullanılan alt tabakalar çok çeşitlidir ve her biri farklı yüzey enerjisine ve topografyaya sahiptir.
Kağıt ve Kraft: Bunlar gözenekli, susamış malzemelerdir. Mürekkebi liflerin derinliklerine sürükleme olasılıkları daha yüksektir, bu da yüksek nokta kazancına neden olur. Bunu telafi etmek için profesyoneller daha düşük LPI (85110) ve netliği korumak için daha keskin nokta şekilleri kullanma eğilimindedir.
BOPP ve PE Filmler: Atıştırmalık yiyecek ve içecek etiketlerinde kullanılan emici olmayan malzemelerdir. Mürekkep yüzey üzerinde biriktirilir. Bu durumda sorun mürekkebin yapışması ve iğnelenmedir. Yüksek LPI (150+) kullanılabilir, ancak filmin gerilmesini ve nokta ızgarasının bozulmasını önlemek için daha iyi gerginlik kontrolüne sahip bir baskı makinesi gerekir.
Alüminyum Folyo ve Metalize Filmler: Bunlar yarı tondaki herhangi bir kusuru artıran çok yansıtıcı yüzeylerdir. Nokta yapısındaki herhangi bir tutarsızlık belirgin bantlaşmaya neden olacaktır.
Bu etkileşimlerin bilinmesi, yazıcının doğru Anilox hacmini ve plaka sertliğini seçmesini sağlar ve yarı ton stratejisi söz konusu malzeme için optimize edilir.
Gelecek Trendleri: Sürdürülebilirlik ve Yüksek Çözünürlüklü Yarım Ton
Ambalaj sektörü sürdürülebilirliğe yönelik yapısal bir dönüşüm sürecindedir. Bu eğilim, yarı ton teknolojisini iki ana yoldan doğrudan etkiliyor.
İlk olarak, Genişletilmiş Gamut Baskı (EGP) için bir itici güç vardır. Yazıcılar, standartlaştırılmış 7 renk seti (CMYK + Turuncu, Yeşil, Menekşe) kullanarak Pantone renklerinin yüzde 90'ını yalnızca yarım ton kaplamalarla yeniden üretebilir. Bu, mürekkep israfından tasarruf sağlar, işler arasında yıkama gerekliliğini ortadan kaldırır ve spot renkler üretmek için yalnızca yarım ton noktasının doğruluğuna bağlıdır.
İkinci olarak, daha ince, geri dönüştürülebilir monomateryal filmlere ve kağıt bazlı bariyerlere geçiş daha da hassas basınç kontrolü gerektirmektedir. Malzeme ne kadar çevre dostu olursa, üzerine baskı yapmak da o kadar zorlaşır. Yeşil Ambalajın yeni çağı, enerji tasarruflu LED-UV kürleme ve su bazlı mürekkeplerle desteklenen yüksek çözünürlüklü yarım ton yöntemleridir. Daha az mürekkep ve daha ince kağıtlar kullanarak üst düzey görünümler üretme kabiliyeti artık bir lüks değil, rekabetçi bir gerekliliktir.
Sonuç
Yarım ton baskı sanatını, ekran açılarının geometrisini ve nokta kazancının fiziğini öğrenmek, sıradan bir ambalaj tedarikçisi ile küresel bir üretici arasındaki farkı yaratan şeydir. Bu, mikroskobik doğruluğun makroskobik marka başarısıyla sonuçlandığı bir bilimdir. Bu kılavuzda sunulan değişkenlerin bilgisi ve istikrarlı olması için tasarlanmış donanımla, ambalaj profesyonelleri rafta yapılabileceklerin sınırlarını genişletebilir.
KETE'deki misyonumuz bu mükemmelliğe mekanik bir temel sağlamaktır. Yüksek LPI esnek ambalaja geçme sürecinde olabilirsiniz veya uzun vadeli üretiminizi stabilize etmeye çalışıyor olabilirsiniz. Fleksografik ve rotogravür mühendislik deneyimimiz hizmetinizdedir. Ambalajın geleceğini detayın kalitesi, detayın kalitesini ise nokta belirler. İdeal baskı arayışında bize katılmanızı isteriz.
SSS
S: Yarım ton baskı nasıl yapılır?
Yarım ton baskı oluşturmak için, sürekli tonlu bir görüntüyü (fotoğraf gibi) farklı boyutlarda veya aralıklarda ayrık noktalardan oluşan bir desene dönüştürmeniz gerekir.
Dijital olarak: Adobe Photoshop gibi yazılımlarda, bir görüntüyü "Gri Tonlama "ya, ardından "Bitmap" moduna dönüştürebilir, frekansı (LPI) ve açıyı tanımlamak için Yarım Ton Ekranı'nı seçebilirsiniz.
Fiziksel olarak: Ortaya çıkan nokta deseni, fleksografi için bir fotopolimer plaka, gravür için bir metal silindir veya serigrafi için bir örgü ekran gibi bir baskı ortamına aktarılır ve bu da daha sonra alt tabakaya nerede ve ne kadar mürekkep bırakılacağını belirler.
S: Modern baskıda yarım ton kullanılır mı?
Kesinlikle. Küresel ticari baskı endüstrisinin bel kemiği olmaya devam ediyor. Dijital teknoloji noktaların nasıl üretildiğini değiştirmiş olsa da, yarım ton işlemi hala gereklidir:
Ticari Ambalaj: Fleksografik ve gravür baskı makineleri, plastik filmler ve karton üzerine yüksek çözünürlüklü grafikler basmak için yarım tonlar kullanır.
Yayınlar: Dergiler ve gazeteler, tam renkli görüntüler üretmek için CMYK yarım ton noktalarını kullanır.
Dijital Yazıcılar: Ofis lazer veya mürekkep püskürtmeli yazıcınız, küçük mürekkep damlacıkları kullanarak degradeleri simüle etmek için yarı tonlamanın bir çeşidini (genellikle dithering olarak adlandırılır) kullanır.






