El envase impreso es el principal punto de contacto entre la identidad de una marca y la percepción del consumidor en la moderna economía de la comunicación visual. Pero la reproducción de imágenes fotográficas de alta fidelidad mediante la impresión en color en soportes industriales, como el cartón ondulado o las películas de polímeros avanzados, plantea un reto técnico básico. Las prensas de impresión industrial, los sistemas flexográficos y de huecograbado, son de naturaleza binaria; o aplican una tinta determinada o no. Son incapaces de ajustar de forma natural la densidad de una tinta de un solo color para producir un degradado. Esto requiere una capa de mediación avanzada: la impresión tramada.
Esta guía explora las variables mecánicas, ópticas y sistémicas de esta técnica esencial de impresión de medios tonos, proporcionando un marco completo para que los profesionales de la industria de la impresión optimicen sus resultados de producción. En el mundo de la impresión comercial, es fundamental comprender cómo conseguir resultados uniformes y de alta definición.
Qué es la impresión tramada
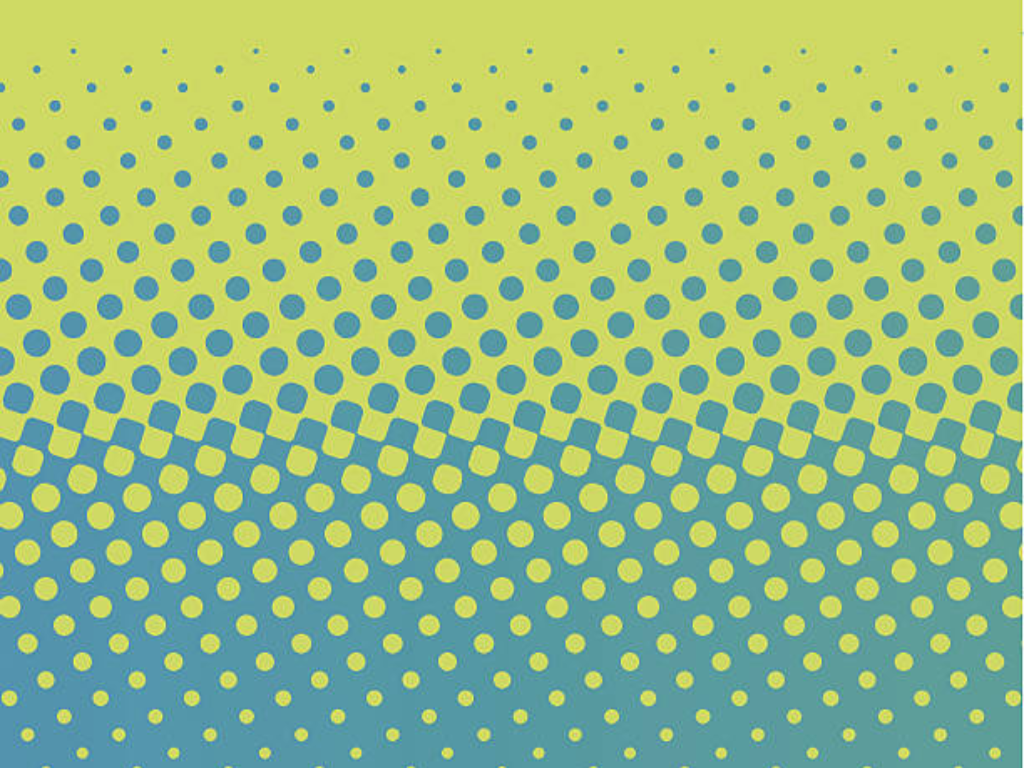
En esencia, la técnica de medios tonos es un método de impresión reprográfica que se aproxima a las imágenes digitales de tonos continuos mediante el uso de puntos, que son diferentes en tamaño o diferentes en espaciado, produciendo así un efecto de degradado y capturando detalles intrincados. Una imagen impresa en una bolsa flexible es para los no iniciados un suave flujo de colores y sombras. Para los profesionales, esa misma imagen es una estructura calculada de miles de unidades geométricas discretas. El punto de semitono es la unidad atómica de la moneda visual en un envase, que convierte los complejos datos luminosos en un lenguaje ejecutable por prensas mecánicas.
La historia del desarrollo de los medios tonos fue la respuesta al todo o nada de la tipografía y la litografía. En los envases profesionales modernos, los medios tonos permiten reproducir superposiciones CMYK (cian, magenta, amarillo y negro) que, a una distancia de visión normal, el ojo humano combina en una paleta completa de colores. No es sólo una decisión estética, sino una estricta necesidad matemática de cualquier línea de producción de alta velocidad en la que el realismo fotográfico sea el objetivo.
La ciencia de los puntos: cómo el semitono crea tonos continuos
La eficacia de la impresión tramada depende de las limitaciones fisiológicas del sistema visual humano, es decir, del efecto de integración espacial. Cuando los puntos discretos de color se colocan demasiado cerca unos de otros, la corteza visual primaria del cerebro no puede distinguir los puntos separados y, en su lugar, percibe la luz media reflejada como un tono sólido. Es la ilusión óptica que impulsa el multimillonario negocio de los envases.
El tramado es una ciencia que compensa la resolución y la profundidad tonal. Cuando los puntos son demasiado grandes, la imagen aparece pixelada o rugosa; cuando son demasiado pequeños, como ocurre con los puntos más pequeños, las limitaciones físicas de la plancha de impresión y la tensión superficial del sustrato pueden hacer que los puntos desaparezcan o se difuminen, con la consiguiente pérdida de detalle en las luces o las sombras.
Cribado AM vs. Cribado FM: Elegir la rejilla adecuada
En el panorama industrial, existen dos metodologías principales para el tramado de medios tonos: La modulación de amplitud (AM) y la modulación de frecuencia (FM).
Proyección AM (Tradicional): Es la técnica más común en flexografía y huecograbado. Los puntos del tramado AM se colocan en una retícula que está fija. Los puntos aumentan de tamaño (amplitud) para producir un tono más oscuro y disminuyen de tamaño para producir un tono más claro. Los puntos son equidistantes en sus centros. El tramado AM es preferible por su previsibilidad y su facilidad de control en prensas de alta velocidad, pero es propenso a la formación de moirés si no se controla adecuadamente.
FM Cribado (estocástico): El tramado FM utiliza puntos microscópicos de tamaño uniforme. La variación tonal se obtiene alterando el número de puntos en un área determinada (frecuencia). Como los puntos están espaciados de forma aleatoria o pseudoaleatoria, el tramado FM evita la posibilidad de moiré y puede conseguir detalles casi fotográficos. No obstante, el tramado FM implica una precisión excepcional en la transferencia de tinta y el montaje de la plancha, ya que los diminutos puntos son muy sensibles a los cambios de presión.
La importancia de las LPI (líneas por pulgada) en los detalles de envasado
Una imagen de medios tonos se resuelve en líneas por pulgada (LPI), o la resolución de pantalla. Esto representa el número de líneas o el número de líneas de puntos empaquetados en una sola pulgada de la superficie de impresión. Esto determina la resolución de salida y a menudo se confunde con ppp (puntos por pulgada) en la impresión digital.
Bajo LPI (6585): Suele aplicarse a cajas de cartón ondulado o sustratos muy absorbentes en los que los detalles finos se perderían por la dispersión de la tinta.
Medio LPI (100-133): El estándar de la mayoría de los productos de consumo y envases de papel.
Alta LPI (150-200+): Se utiliza en envases flexibles de gama alta, etiquetas y cajas de cosméticos.
Aumentar los LPI mejora la suavidad de la imagen, pero supone una gran carga para la máquina de impresión. El proceso de impresión requiere un entorno de prensa muy estable, ya que una sola micra de vibración puede hacer que estos puntos estrechamente espaciados se superpongan y destruyan la claridad del diseño.
Variables técnicas para la reproducción de medios tonos de alta definición
La producción de un semitono de alta definición no es un proceso fácil. Es un problema de optimización multifísica. El objetivo de la configuración de envasado profesional es garantizar que el punto permanezca intacto entre el archivo digital y el proceso de fabricación de planchas y, en última instancia, en el sustrato.
Control de la ganancia de punto para obtener imágenes nítidas
La ganancia de punto (crecimiento total del área de punto) es uno de los problemas más difíciles de resolver en la impresión industrial. Cuando una plancha de impresión transfiere tinta a un sustrato, la fuerza física hace que la tinta se disperse, lo que provoca que el punto del producto final sea mayor que los puntos más grandes de la plancha.
La ganancia de punto depende de varios factores: la viscosidad de la tinta, la porosidad del material y, sobre todo, la presión de pinzado entre el cilindro portaplanchas y el cilindro impresor. A menos que se calcule y corrija la ganancia de punto en la fase de preimpresión, los tonos medios de una imagen serán demasiado oscuros y las sombras se taparán, perdiendo toda definición. Para controlar esta variable, es necesaria una prensa que tenga la capacidad de ajustar el tamaño de los puntos y su presión en una escala micrométrica, para asegurarse de que la compresión mecánica se mantiene al nivel más bajo posible.
Evitar los patrones de muaré mediante ángulos de pantalla precisos
Las huellas de un sistema no calibrado se denominan patrones de moiré. Estos patrones de interferencia no deseados surgen cuando dos o más pantallas de medios tonos se superponen en ángulos que no son compatibles. Cada color en un proceso CMYK típico tiene que girarse a un ángulo determinado, normalmente 15, 45, 75 y 90 grados, para que los puntos creen un patrón de roseta en lugar de una cuadrícula geométrica que distrae.
En flexografía, el problema se complica aún más por el rodillo Anilox, que también tiene una estructura celular con su ángulo. Cuando el ángulo de la trama de medios tonos de la plancha entra en conflicto con el ángulo del rodillo Anilox, puede producirse un patrón de moiré en toda la banda, que afecta especialmente a la calidad de la impresión de medios tonos. Esto sólo puede solucionarse conociendo a fondo la sinergia geométrica entre el hardware de la máquina y el tramado digital de la plancha.
Rigor diagnóstico: Identificación y rectificación de defectos de semitono
La búsqueda de la perfección de los medios tonos se ve a menudo obstaculizada por las aberraciones físicas que surgen durante la transferencia de tinta, especialmente cuando se intenta replicar diferentes tonos de color. La capacidad de diagnosticar estos defectos en poco tiempo es fundamental en un entorno industrial de alta velocidad para reducir el desperdicio de materiales. Uno de los problemas más extendidos es el "slurring", en el que los puntos de semitono no son circulares sino alargados. No se trata de un error digital, sino de una manifestación mecánica de una diferencia de velocidad entre el sustrato y el cilindro portaplanchas. El punto se arrastra por el sustrato cuando las velocidades de las superficies no están perfectamente sincronizadas, y esto destruye la resolución visual de la imagen.
El otro defecto crítico es el llamado Bridging, en el que la tinta rellena los huecos entre los puntos individuales, formando una masa sólida de color donde se supone que debería haber un degradado. Esto suele producirse por una mezcla de alta presión de nip y colores de tinta de baja viscosidad. Del mismo modo, el "efecto halo" o anillo oscuro de tinta alrededor de la periferia de los puntos es un signo de una condición de sobreimpresión en la que la presión mecánica está empujando la tinta hacia los bordes del relieve. Mediante un modelo de diagnóstico sistemático, los impresores pueden determinar si el defecto radica en la composición química de la tinta, el montaje de la plancha o la calibración mecánica.
| Defecto de semitono | Síntoma visual en Sustrato | Principal Causa mecánica/técnica | Acción correctiva recomendada |
| Slurring | Los puntos aparecen alargados u ovalados | Desajuste de la velocidad superficial entre la placa y la banda | Calibrar la sincronización del servoaccionamiento |
| Efectos visualesTendiendo puentes | Los puntos se funden/conectan en las zonas de tonos medios | Presión excesiva de la boquilla o baja viscosidad de la tinta | Reducir la impresión; optimizar la adherencia de la tinta |
| Efecto Halo | Anillo de tinta oscura alrededor del perímetro del punto | Sobreimpresión (Apretón mecánico) | Volver a calibrar a la presión "Sweet Spot |
| Moiré | Patrones geométricos/interferencias que distraen | Ángulos de pantalla o Anilox LPI incompatibles | Recalcular ángulos; comprobar geometría Anilox |
| Ghosting | Imágenes de sombras tenues en zonas sólidas | Mala distribución de la tinta o vibración mecánica | Comprobar la estabilidad de la rasqueta y el LPI del anilox |
Por qué la consistencia de los medios tonos es la referencia de la calidad en la imprenta
En la fabricación de grandes volúmenes, una sola impresión con éxito no cuenta. El verdadero valor económico es la consistencia, la capacidad de preservar la misma calidad del medio tono a lo largo de una tirada de producción de 50.000 metros y a través de varios lotes a lo largo de varios meses.
La última prueba de resistencia de una imprenta es la consistencia de los medios tonos. Los puntos de semitono son los primeros en mostrar cualquier inestabilidad en el sistema, ya que son muy pequeños. Cuando varía el control de tensión de la máquina, los puntos se mueven y se produce una desviación del color. Cuando el sistema de secado no es uniforme, la tinta no se extenderá uniformemente y la ganancia de punto variará. Así pues, cuando un experto en envasado se plantea una máquina de imprimir, no sólo tiene en cuenta la velocidad, sino también la capacidad de la máquina para servir de laboratorio estable en la reproducción de puntos microscópicos. La seriedad que une a todo el ecosistema de producción es la consistencia, para que el color de la marca en un estante de Nueva York sea el mismo que el de un estante de Tokio.
La métrica de la perfección: Control de calidad y medición estandarizada
El paso de la evaluación visual subjetiva a la medición objetiva y empírica es la marca de la madurez profesional en las duras condiciones de la fabricación industrial. Una imprenta no sólo debe hacer de la sala de impresión una planta de producción, sino un laboratorio de física óptica para producir un medio tono de alta definición. El Punto Perfecto no es una opinión; es una condición mensurable que se determina mediante mediciones técnicas específicas.
El papel de la densitometría y la ecuación de Murray-Davies
El densitómetro es el principal instrumento de este arsenal analítico. Dos variables importantes que podíamos utilizar en la impresión de medios tonos eran la densidad de tinta sólida (SID) y el área de punto. La primera se utiliza para controlar el grosor de la película de tinta hasta un nivel que proporcione la saturación de color deseada, y la segunda para medir el desarrollo físico de los puntos de semitono. Los ingenieros utilizan la ecuación de Murray-Davies para calcular la salud técnica de una tirada, en la que el área efectiva de puntos se calcula dividiendo la densidad integrada del tinte de semitono por la densidad de la tinta sólida.
Cuando un impresor observa una variación en el área de punto, como un tinte 50% que se lee 68%, observa un fallo medible en el control de la presión o la viscosidad de la tinta. Una instalación puede crear un sistema de bucle cerrado en el que los ajustes mecánicos se realicen en función de los datos y no de la intuición estableciendo una línea de base de la ganancia de punto objetivo.
Espectrofotometría y patrón Delta E
Mientras que la densitometría se utiliza para determinar la cantidad de luz reflejada, la espectrofotometría se utiliza para determinar la calidad de la luz en el espectro visible. La precisión del color en el complicado mundo de los medios tonos CMYK y de gama extendida (ECG), donde los colores se producen por sobreimpresión óptica de puntos transparentes, se cuantifica mediante Delta E. Esta medida es la diferencia matemática entre un color deseado y la salida impresa en el L*a*b* espacio de color. En el caso de las marcas mundiales, un Delta E inferior a 2,0 suele ser el punto de aceptación no negociable. Este grado de precisión exige una prensa de impresión perfectamente estable en el registro; cualquier movimiento de los puntos de semitono de una fracción de milímetro alterará la composición espectral del color, y se detectará un pico en Delta E y se rechazará el lote de producción.
Normas mundiales: ISO 12647-6 y Calibración G7
El sector sigue estrictas normas internacionales para hacer posible un lenguaje universal de la calidad. La norma ISO 12647-6 define los requisitos de la impresión flexográfica, que da una pauta para las curvas de ganancia de punto y las latitudes de tinta. Asimismo, el enfoque G7 se ocupa del equilibrio de grises y la coherencia visual de los tonos medios, de forma que una imagen de medios tonos tenga el mismo aspecto independientemente del sustrato o la prensa que se utilice. Las métricas estandarizadas son la cuenta inalterable de la sala de impresión, lo que da una cuenta abierta del rendimiento que genera confianza entre el fabricante y el propietario de la marca. En el caso de KETE, el mínimo de nuestra filosofía de diseño mecánico es diseñar máquinas que siempre puedan alcanzar y superar estas normas ISO.
Lograr la excelencia en la impresión con KETE Precision Engineering
Con casi 40 años de experiencia especializada en el sector de la impresión de envases, KETE opera en la intersección crítica de la teoría reprográfica y el rigor mecánico. Entendemos que el "Punto Perfecto" es el resultado de una ingeniería disciplinada, no una variable del azar. Nuestra alta velocidad prensas flexográficas utilizan tecnología avanzada de servoaccionamiento en cada estación, lo que permite un control independiente, a nivel de micras, del cilindro portaplanchas y del rodillo anilox. Esta precisión neutraliza eficazmente las vibraciones mecánicas que provocan puntos borrosos o imágenes fantasma en las tiradas de alta resolución.
rotograPara el profesional que busca ampliar sus operaciones, KETE ofrece una asociación estratégica en lugar de una mera transacción. Nuestro equipo de expertos alinea maquinaria sofisticada -desde grandes volúmenes huecograbado a la flexografía ágil y de rápida configuración, en función de sus objetivos operativos específicos. Con una presencia global en más de 80 países y una garantía completa de un año, le aseguramos que su inversión se basa en la fiabilidad. No nos limitamos a fabricar equipos, sino que proporcionamos la plataforma estable necesaria para que la ciencia del tramado funcione sin problemas, garantizando que su producción se mantenga constante desde el primer metro hasta el último.

Adaptación de las estrategias de medios tonos a distintos sustratos de envasado
El entorno de un punto tramado es lo que determina su comportamiento. Los sustratos utilizados en los envases profesionales son de una enorme variedad, y cada uno tiene una energía superficial y una topografía variables.
Papel y Kraft: Son materiales porosos y sedientos. Son más propensos a arrastrar la tinta hasta lo más profundo de las fibras, lo que se traduce en una elevada ganancia de punto. Para compensar, los profesionales tienden a emplear LPI más bajos (85110) y formas de punto más nítidas para preservar la claridad.
Films de BOPP y PE: Se trata de materiales no absorbentes utilizados en las etiquetas de aperitivos y bebidas. La tinta se deposita sobre la superficie. En este caso, el problema es la adherencia de la tinta y el pinholing. Se pueden utilizar LPI altos (150+), pero se necesita una prensa que tenga un mejor control de la tensión para evitar que la película se estire y distorsione la cuadrícula de puntos.
Papel de aluminio y películas metalizadas: Se trata de superficies muy reflectantes que realzan cualquier defecto en el semitono. Cualquier discrepancia en la estructura de puntos provocará un banding aparente.
El conocimiento de estas interacciones permite al impresor elegir el volumen Anilox y la dureza de plancha adecuados, y la estrategia de medios tonos se optimiza para el material en cuestión.
Tendencias futuras: Sostenibilidad y medios tonos de alta resolución
El sector del envasado está en proceso de transformación estructural hacia la sostenibilidad. Esta tendencia afecta directamente a la tecnología de medios tonos de dos formas principales.
En primer lugar, hay un impulso a la impresión de gama extendida (EGP). Las impresoras pueden reproducir el 90% de los colores Pantone con sólo superposiciones de medios tonos utilizando un conjunto estandarizado de 7 colores (CMYK + naranja, verde y violeta). Esto ahorra tinta, elimina la necesidad de lavados entre trabajos y depende únicamente de la precisión del punto de semitono para producir colores planos.
En segundo lugar, el cambio hacia películas monomateriales más finas y reciclables y barreras basadas en papel exige un control de la presión aún más sensible. Cuanto más ecológico es el material, más difícil es imprimir sobre él. La nueva era del envasado ecológico son los métodos de medios tonos de alta resolución, que cuentan con el respaldo del curado LED-UV de bajo consumo y las tintas al agua. La capacidad de producir aspectos de alta gama utilizando menos tinta y papeles más finos ya no es un lujo, sino un requisito competitivo.
Conclusión
Aprender el arte de la impresión tramada, la geometría de los ángulos de trama y la física de la ganancia de punto es lo que marca la diferencia entre un proveedor de envases corriente y un fabricante mundial. Es una ciencia en la que la precisión microscópica se traduce en el éxito macroscópico de la marca. Con el conocimiento de las variables presentadas en esta guía y el hardware diseñado para ser estable, los profesionales del envasado pueden ampliar los límites de lo que se puede hacer en la estantería.
Nuestra misión en KETE es dar la base mecánica a esta excelencia. Puede que esté en proceso de cambiar a envases flexibles de alto LPI, o puede que esté intentando estabilizar su producción a largo plazo. Nuestra experiencia en ingeniería flexográfica y de huecograbado está a su disposición. La calidad del detalle determina el futuro del envasado y el punto determina la calidad del detalle. Nos gustaría que se uniera a nosotros en la búsqueda de la impresión ideal.
FAQS
P: ¿Cómo se hace una impresión tramada?
Para crear una impresión de medios tonos, debes convertir una imagen de tonos continuos (como una fotografía) en un patrón de puntos discretos de distintos tamaños o espaciados.
Digitalmente: En programas como Adobe Photoshop, puede convertir una imagen a "Escala de grises" y, a continuación, al modo "Mapa de bits", seleccionando Trama de semitonos para definir la frecuencia (LPI) y el ángulo.
Físicamente: El patrón de puntos resultante se transfiere a un soporte de impresión, como una plancha de fotopolímero para flexografía, un cilindro metálico para huecograbado o una pantalla de malla para serigrafía.
P: ¿Se utilizan los medios tonos en la impresión moderna?
Absolutamente. Sigue siendo la columna vertebral de la industria mundial de la impresión comercial. Aunque la tecnología digital ha cambiado la forma de generar los puntos, el proceso de medios tonos sigue siendo necesario para:
Embalaje comercial: Las prensas flexográficas y de huecograbado utilizan medios tonos para imprimir gráficos de alta definición en películas de plástico y cartón.
Publicaciones: Las revistas y los periódicos utilizan puntos de semitono CMYK para producir imágenes a todo color.
Impresoras digitales: Su impresora láser o de inyección de tinta de oficina utiliza una variante del tramado (a menudo llamada difuminado) para simular degradados utilizando pequeñas gotas de tinta.






