Introdução
Um desgaste de 0,1 mm da lâmina raspadora num ambiente de produção de alta velocidade pode cortar 10.000 metros de substrato de embalagem, transformando o lucro potencial em desperdício industrial. A precisão no ambiente moderno de produção não é apenas um sonho, mas a base da sustentabilidade económica. Para manter uma qualidade de impressão superior e prolongar a vida útil da lâmina, é vital compreender as nuances mecânicas. Nas condições de alta velocidade do processo de impressão flexográfica e de rotogravura, a lâmina raspadora de impressão é o principal ponto de contacto mecânico entre a complicada mecânica de fluidos e o substrato final. Este componente é frequentemente ignorado devido ao seu aspeto aparentemente simples, mas é o juiz final da espessura da película de tinta e, por conseguinte, da integridade estética e funcional do produto impresso.
Com o ritmo crescente da produção e as exigências cada vez maiores das marcas relativamente à consistência absoluta da cor, o domínio das peculiaridades técnicas da escolha e implementação de lâminas raspadoras de impressão tornou-se não só uma tarefa marginal, mas também uma competência necessária de qualquer empresa de impressão competitiva. Isto é particularmente verdade quando se identificam os requisitos específicos para as lâminas raspadoras de gravura versus uma lâmina raspadora para impressão flexográfica, especialmente quando se lida com tintas abrasivas.
O que é uma Doctor Blade e qual a sua importância na impressão
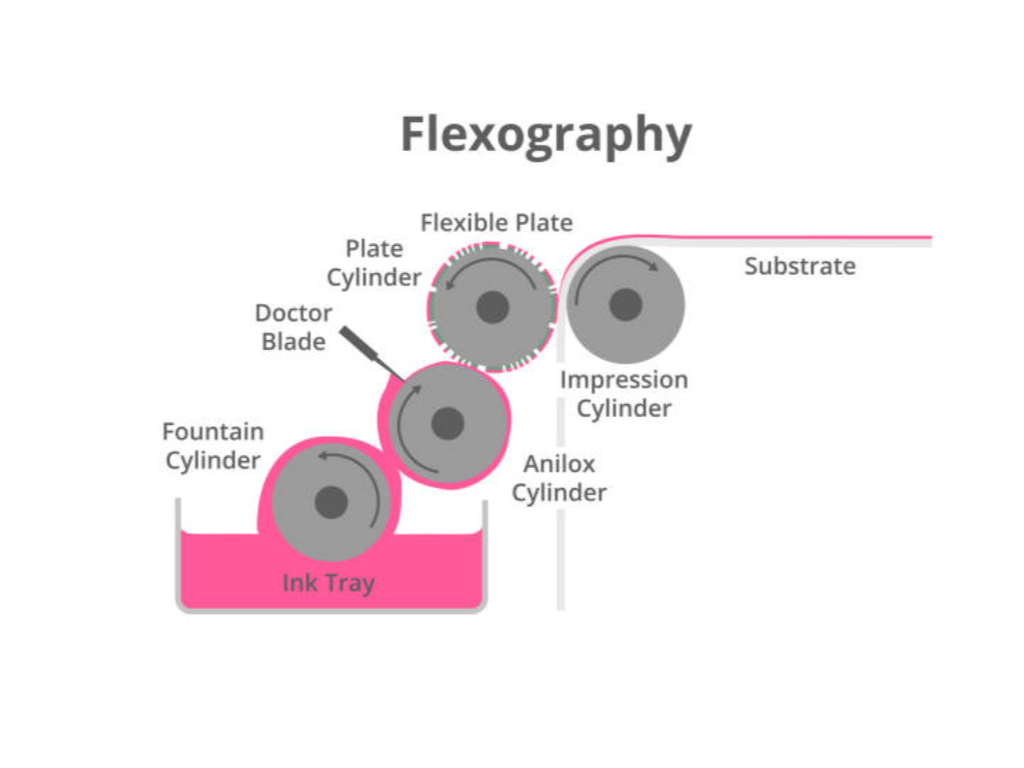
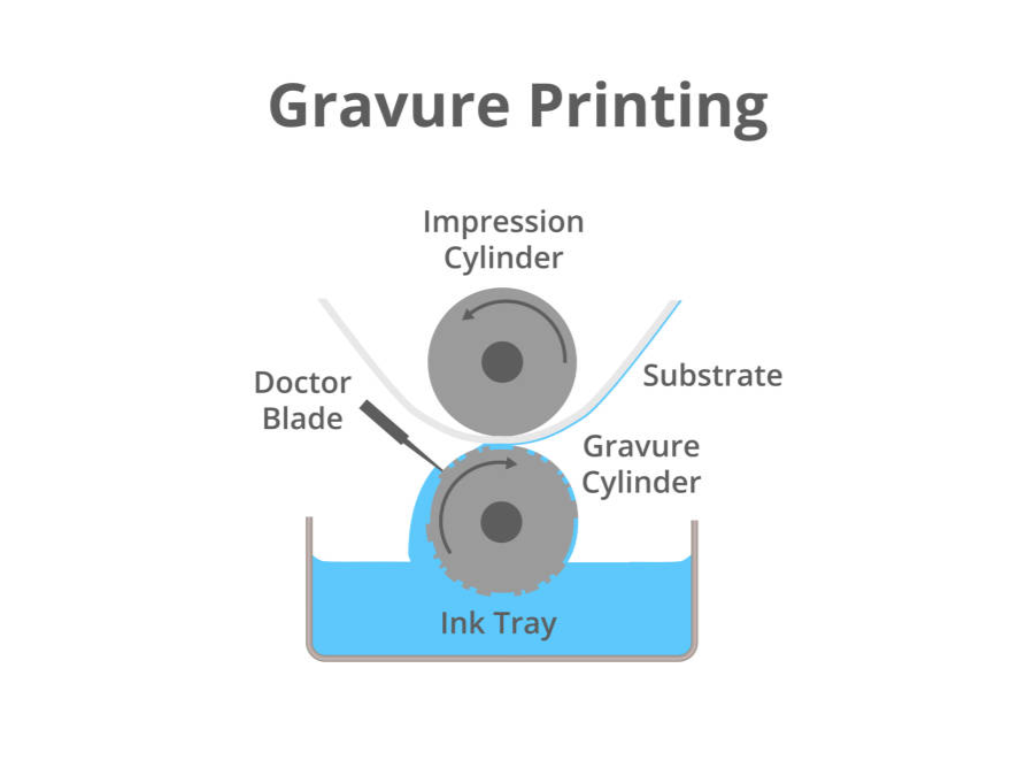
Uma lâmina raspadora é uma tira de alta precisão, normalmente feita de aço ou de polímeros sintéticos, que é utilizada para limpar o excesso de tinta na superfície lisa de um cilindro de impressão ou nas células gravadas de um rolo anilox. O seu principal objetivo é a dosagem, ou seja, o processo de garantir que apenas uma quantidade pré-estabelecida e precisa de tinta é deixada nas gravações antes de ser transferida para a chapa ou substrato.
A importância deste elemento não pode ser sobrestimada. A lâmina raspadora num sistema flexográfico é um controlador volumétrico. Na sua ausência, a transferência de tinta seria incontrolável, resultando em inundações, densidades irregulares e perda total da gama tonal. Do ponto de vista económico, uma das principais alavancas de controlo de custos é a lâmina raspadora. Uma dosagem correta evitará o desperdício de tinta e limitará também o número de rejeições, que são os assassinos silenciosos dos lucros na indústria da embalagem. Além disso, a lâmina protege a parte mais dispendiosa da prensa: o rolo anilox de cerâmica ou o cilindro de gravura. Uma lâmina selecionada ou uma manutenção incorrecta pode provocar marcas permanentes causadas por partículas duras nestas superfícies, o que resulta numa avaria desastrosa do equipamento e em enormes custos de capital para a sua substituição.

O princípio de funcionamento: como as lâminas do médico garantem a precisão
A eficácia de funcionamento de uma lâmina raspadora baseia-se no conceito de limpeza mecânica e de cisalhamento do fluido. Uma vez que o cilindro de impressão gira a alta velocidade, transporta o excesso de tinta da fonte para a chapa de impressão. Para cortar este excesso, a lâmina raspadora é colocada num determinado ângulo de contacto, normalmente 30 a 35 graus.
Trata-se de um equilíbrio de forças. Por um lado, existe a pressão pneumática ou mecânica sobre a lâmina para a fixar no cilindro. Por outro lado, existe a elevação hidrodinâmica da própria película de tinta. A lâmina raspadora é um guardião atento num cruzamento rápido, e apenas uma quantidade muito precisa de tinta é permitida passar pela sua porta microscópica para garantir uma transferência de tinta consistente. Quando a pressão é insuficiente, a lâmina flutua sobre a película de tinta, e o efeito é designado por "spitting" ou "hazing". Uma pressão excessiva conduz a uma taxa de fricção mais elevada, que por sua vez conduz a um desgaste prematuro da lâmina e do cilindro, e pode produzir calor suficiente para alterar a viscosidade química da tinta. A precisão é garantida pela estabilidade do suporte da lâmina e pela uniformidade da pegada da lâmina, ou seja, a área real de contacto com o cilindro.
Compreender os tipos mais comuns de lâminas de médico na impressão
As lâminas não são homogéneas; podem ser classificadas pela sua geometria física e pelos sistemas mecânicos em que se inserem.
Classificação por perfis de borda
O perfil da ponta ou do bordo da lâmina define a sua interação com a tinta e a superfície do cilindro ao longo do tempo.
Tipo de lamela
A ponta da lamela é definida por uma espessura menor na borda de contacto. Como exemplo, uma nova lâmina pode ter uma espessura de base de 0,20 mm e uma ponta de lamela de 0,075 mm. A principal vantagem deste design é que a área de contacto não se altera com o desgaste da lâmina. Na impressão de alta definição, em que a consistência tonal é da maior importância, a lâmina de lamelas é utilizada para garantir que a pegada não se expande e que a densidade da tinta não sai do lugar durante longos ciclos de produção.
Tipo de bisel
Uma lâmina biselada é uma ponta inclinada, normalmente rectificada num ângulo de 2 a 15 graus. A área de contacto de uma lâmina biselada, ao contrário da lamela, aumenta com o desgaste. O perfil biselado é, no entanto, muito mais resistente e funciona eficazmente em conjunto com um rolo anilox rotativo. É utilizado em aplicações onde são necessárias cargas pesadas de tinta, onde são necessários pigmentos abrasivos (tintas brancas ou metálicas) e onde são impressas áreas de cor sólida onde os pontos tonais não precisam de ser microscópicos mas sim mecânicos.
Tipo arredondado/raio
Uma lâmina biselada é uma ponta inclinada, normalmente rectificada num ângulo de 2 a 15 graus. A área de contacto de uma lâmina biselada, ao contrário da lamela, aumenta com o desgaste. No entanto, o perfil biselado é muito mais resistente. É utilizada em aplicações em que são necessárias grandes cargas de tinta, em que são necessários pigmentos abrasivos (tintas brancas ou metálicas) e em que são impressas áreas de cor sólida em que os pontos tonais não precisam de ser microscópicos, mas sim mecânicos.
Classificação por sistemas de lâminas
A eficácia da lâmina é também ditada pela câmara ou sistema de suporte em que se encontra.
Sistemas de lâmina única
Nos sistemas convencionais de fonte aberta, é utilizada uma lâmina raspadora, normalmente numa posição de arrasto ou de limpeza, para controlar a transferência de tinta de um rolo anilox. Os sistemas de lâmina única são baratos e fáceis de instalar, mas são propensos à evaporação da tinta e à poluição ambiental. Configurações mais complexas estão a substituí-los em aplicações industriais de alta velocidade.
Sistemas de lâminas com câmara
O padrão de ouro atual é o sistema com câmara, especialmente na flexografia. É constituído por duas lâminas, sendo uma delas uma lâmina de dosagem e a outra uma lâmina de contenção, que se encontram encerradas numa câmara fechada. Esta disposição permite um fluxo pressurizado constante de tinta, elimina a evaporação de tintas à base de solvente (e preserva assim o pH e a viscosidade) e minimiza consideravelmente a quantidade de tinta desperdiçada, reduzindo também o tempo de paragem da prensa. A estabilidade hidráulica necessária para eliminar os salpicos de tinta em operações de alta velocidade é fornecida pelo sistema de câmaras.
Explorando os materiais das lâminas dos médicos: Aço vs. Sintético
A seleção do material é um compromisso entre precisão, durabilidade e segurança.
Aço carbono é o padrão na indústria. É o mais duro e pode ser rectificado com tolerâncias muito finas. O aço-carbono proporciona a limpeza mais nítida quando utilizado em gravura de alta velocidade ou flexografia de ecrã fino. No entanto, pode ser facilmente corroído quando é utilizado com tintas à base de água.
Aço inoxidável resolve o problema da corrosão e, por isso, é o padrão da impressão flexográfica com água. Embora um pouco mais macio do que o aço-carbono, não permite o desenvolvimento de ferrugem, que de outra forma se tornaria um abrasivo e destruiria o rolo anilox.
Lâminas de plástico/sintético (poliéster ou UHMW) tornaram-se muito populares. A sua principal proposta de valor é o facto de serem seguras, de não formarem as arestas afiadas que as lâminas de aço desgastadas formam e de o operador ter menos probabilidades de se ferir. Além disso, são muito mais brandas com o rolo anilox. Embora não consigam igualar a precisão de medição fina do aço em trabalhos de alto LPI (linhas por polegada), são boas em impressão de cartão canelado, revestimentos e sólidos de grande formato.
Revestimento cerâmico As lâminas são da mais alta qualidade. Os fabricantes produzem uma lâmina colocando uma camada microscópica de cerâmica sobre uma base de aço, o que combina a precisão do aço com uma vida útil que pode ser 3 a 5 vezes superior. Trata-se de um investimento na redução do tempo de paragem, uma vez que quanto menos a lâmina mudar, mais horas de produção ativa.
Seleção estratégica: Adequar as lâminas do médico ao seu processo
A escolha não é subjectiva, mas sim um problema de otimização multi-variante em que as caraterísticas mecânicas da lâmina e o tipo de tinta têm de corresponder à energia cinética da prensa, especialmente em aplicações de impressão flexográfica. Quatro vectores técnicos principais devem ser considerados para alcançar o equilíbrio na sala de impressão:
Tipo de prensa: Flexo, Gravura e Offset
O requisito de mola da lâmina, incluindo a espessura da lâmina, é determinado pela interface mecânica. Em Flexo, a tónica é colocada na segurança do anilox cerâmico; uma lâmina com uma base de 0,15 mm e uma lamela de 0,075 mm é a norma em trabalhos com alto teor de lipo para evitar riscos. Na rotogravura, é dada atenção à área de superfície do cilindro cromado; é utilizada uma lâmina mais pesada de 0,20 mm para dar a rigidez necessária para evitar a formação de borbotos em bandas largas. Nas unidades de revestimento ou de dosagem de tintas, a impressão offset necessita de lâminas com elevada estabilidade dimensional para manter a uniformidade do verniz sem que o perfil seja deformado pela expansão térmica.
Química da tinta e resistência à oxidação
A tinta é uma substância química reactiva. As tintas à base de água necessitam de pelo menos 13% de crómio em aço inoxidável para evitar a oxidação microscópica ao longo do bordo de medição. As tintas UV, que são propensas a salpicos de tinta UV, têm uma elevada aderência e viscosidade, o que cria muita fricção. Em resposta a este facto, sugere-se um revestimento endurecido de longa duração para reduzir a acumulação de calor e manter a integridade do bordo contra as resinas agressivas das formulações UV modernas.
Velocidade de produção e força hidrodinâmica
A velocidade faz da tinta uma força estrutural. A tinta forma uma cunha hidrodinâmica a velocidades superiores a > 300 m/min e tenta levantar a lâmina do rolo - um efeito semelhante à aquaplanagem. A lâmina deve ser muito rígida na ponta para ultrapassar esta elevação hidráulica, de modo a obter uma limpeza limpa a altas velocidades. A lâmina deve ser um casco afiado que se mantém no seu curso numa ondulação forte e não é afetada pela pressão que, de outra forma, a faria cuspir tinta ou apresentar riscos.
A relação anilox/ponta
A correlação entre a espessura da lamela e o Anilox Line Screen (LPI) é a medida mais prática a utilizar na seleção. No caso de um rolo de 1000 LPI, as paredes da célula com forma de aresta são microscópicas. Quando a ponta da sua lâmina é excessivamente fina, pode mergulhar nas células, resultando em ganho de pontos ou desequilíbrio de cor. Regra prática profissional: a espessura da ponta da lâmina deve ser cerca de duas vezes a largura da parede da célula anilox para garantir que não interfere mecanicamente com as células.
Para ter uma referência técnica rápida, a tabela seguinte é um resumo das normas de engenharia necessárias para garantir a melhor sincronização da sua lâmina raspadora e do sistema de prensagem, evitando assim o desperdício de material:
| Variável | Referência de Engenharia | Objetivo técnico | Impacto do desvio |
| Ângulo de contacto flexográfico | 30° - 35° | Assegurar uma geometria de corte limpa | Ranhuras no anilox ou salpicos de tinta |
| Pressão linear de rotogravura | 1,5 - 3,0 kg/cm | Limpar a tinta das áreas sem imagem | Embaçamento ou desgaste excessivo da lâmina |
| Química da tinta à base de água | pH 8,5 - 9,5 | Evitar a desestabilização química | Micro-pitting e corrosão |
| Viscosidade da tinta UV | Alto / Não-Newtoniano | Cisalhamento através de resinas de alta aderência | Flutuação da lâmina e desvio de densidade |
| Limiar de alta velocidade | > 300 m/min | Contrariar a elevação hidrodinâmica | Aquaplanagem e fuga de tinta |
| Relação parede/ponta Anilox | 4 - 6 μm (@ 1200 LPI) / Regra 2:1 | Proteger a integridade da parede celular | Fracturação de picos de anilox |
Resolução de problemas e manutenção: Resolução de defeitos de impressão comuns
A mais fina lâmina de médico não funcionará bem se não for objeto de manutenção.
Os defeitos mais frequentes são Riscas e linhas. Normalmente, são provocados por cabides - pequenos pedaços de tinta seca ou detritos do substrato que ficam presos entre a lâmina e o cilindro. As principais defesas são a limpeza regular da câmara e a utilização de filtros de tinta.
Cuspir tinta é uma ocorrência comum na flexografia que utiliza tintas UV. Acontece quando a tinta se acumula atrás da lâmina e é projectada centrifugamente para a banda. A solução é geralmente mudar para uma lâmina de lamelas de perfil mais rígido ou adicionar amortecimento ao sistema de câmara.
Marcas de conversa são barras horizontais de cor irregular na teia. Isto deve-se à vibração das lâminas. Pode ser corrigido alterando o ângulo de contacto, diminuindo a pressão da lâmina ou inspeccionando os rolamentos da máquina.
A manutenção deve ser efectuada de acordo com um procedimento operacional rigoroso (SOP). Antes da instalação, as lâminas devem ser verificadas quanto à presença de rebarbas. O suporte da lâmina deve estar exatamente paralelo ao cilindro; o mais pequeno desalinhamento de 0,1 mm resultará num desgaste irregular e em alterações de cor. Um cirurgião precisa de um bisturi esterilizado, tal como um operador de máquina precisa de tratar a lâmina raspadora como um bisturi limpo, porque mesmo um corte microscópico pode ser visto como um defeito visível em milhares de metros de substrato.
Porquê escolher as máquinas de impressão KETE
Para as organizações que procuram colmatar a lacuna entre a precisão teórica e a produção prática, a filosofia de engenharia do fabricante do equipamento é o fator decisivo. A KETE aborda a integração da lâmina raspadora não como uma reflexão tardia, mas como um componente central do sistema.
Nas nossas prensas flexográficas de alta velocidade da série KTFP-S200P, implementamos um sistema de lâmina dupla fechada do tipo Doctor Blade. Este design faz mais do que apenas segurar uma lâmina; cria um ambiente pressurizado que estabiliza o fluxo de tinta e elimina a "flutuação" associada à produção a alta velocidade. Ao associar este sistema a Rolos Anilox Cerâmicos de alta qualidade, a KETE assegura que o processo de dosagem é tão isento de fricção quanto possível, prolongando a vida útil tanto dos consumíveis como dos rolos.
No domínio da Gravura, a Série KTMS-C da KETE apresenta um Design de Tipo Pneumático para a montagem ideal da lâmina raspadora. Ao contrário dos sistemas de ajuste manual, os nossos controlos pneumáticos fornecem uma pressão perfeitamente uniforme em toda a largura do cilindro, compensando automaticamente as variações microscópicas. Além disso, as nossas lâminas são controladas por motores separados para o movimento de oscilação. Este movimento independente assegura que a lâmina está constantemente a mudar, evitando que os detritos se depositem e eliminando virtualmente as "estrias" que afectam as máquinas inferiores.
Quando se escolhe a KETE, investe-se numa máquina de impressão em que a estabilidade da estrutura e a precisão do sistema de lâminas funcionam em perfeita sinergia de engenharia.
Conclusão
A lâmina raspadora é uma obra-prima de compromisso industrial, que estabelece um equilíbrio entre dureza e flexibilidade, custo e desempenho. Para o impressor contemporâneo, o caminho para uma melhor qualidade está na escolha cuidadosa dos perfis das lâminas, das configurações das pontas e dos materiais, específicos para a química das suas tintas e para a velocidade das suas prensas. Mas, como já vimos, a melhor lâmina é tão boa quanto a máquina que a transporta.
Com o conhecimento da relação simbiótica entre a ferramenta de dosagem e a velocidade da prensa de impressão, os fabricantes podem alcançar o Santo Graal da produção: qualidade a alta velocidade com o mínimo de desperdício. Na KETE, estamos empenhados em fornecer a estabilidade mecânica e o design inovador para tornar essa precisão uma realidade na vida quotidiana.






