The Fundamental Challenge of Printing on Plastic Substrates
When transitioning from traditional paper-based printing to flexible polymer packaging, production managers immediately encounter a profound physical barrier: plastic natively rejects liquid ink. Understanding this phenomenon requires looking beyond the mechanical press and examining the microscopic properties of polymer substrates. While niche rigid applications might utilize In-Mold Labeling (IML) or short-run thermal transfer, high-volume flexible packaging relies almost exclusively on continuous web printing. In this continuous roll-to-roll domain, the physical barrier is absolute.
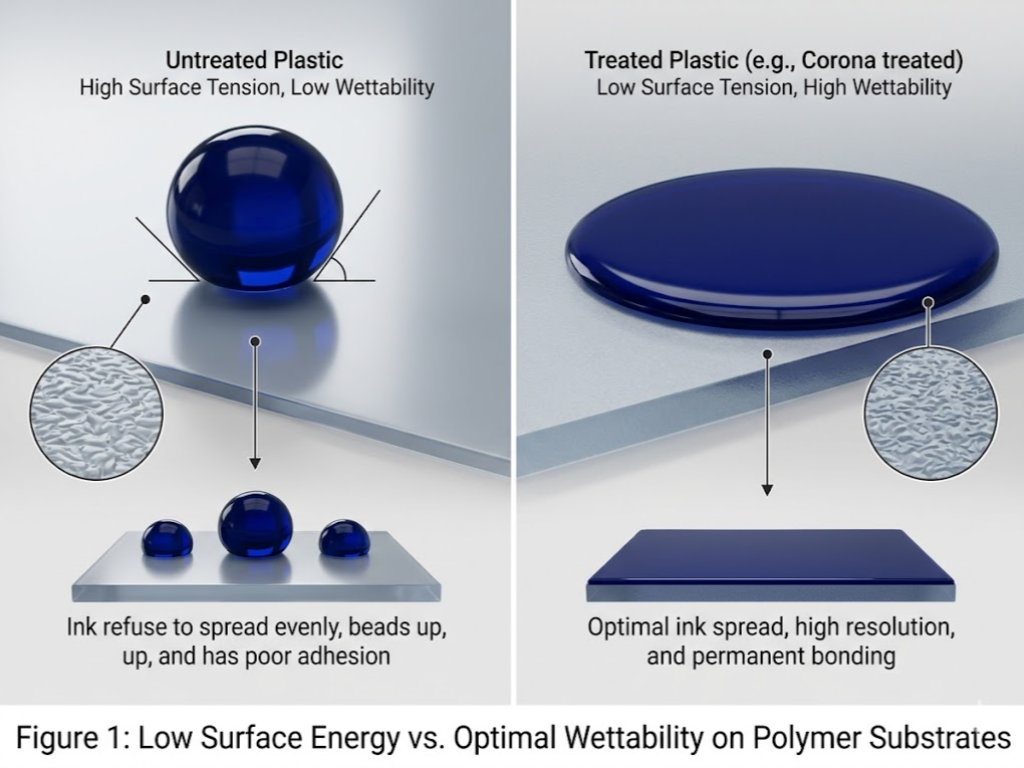
Unlike paper, which is inherently porous and allows liquid to seep into its cellulose fibers through capillary action, plastic films are entirely non-porous. This means ink must sit entirely on top of the surface rather than absorbing into it. Furthermore, most raw poly materials—specifically untreated polyethylene and polypropylene—possess critically low surface energy. In the realm of physics and printing mechanics, surface energy determines how a liquid interacts with a solid substrate.
If the surface energy of the substrate is lower than the surface tension of the liquid ink, the ink will refuse to spread evenly. You can visualize this by imagining water droplets falling onto a freshly waxed car hood or a non-stick Teflon frying pan; the liquid instantly beads up due to the lotus effect. Without chemical or physical intervention, standard industrial inks applied to a raw plastic film will similarly bead up, shrink, streak, or slide off completely. This lack of “wettability” results in disastrous print resolution, massive production waste, and total adhesion failure.
The Unspoken Rule: Why Surface Pre-Treatment is Non-Negotiable
Recognizing the low surface energy of polymers is only the first step; the critical engineering solution lies in altering that physical state before the film ever makes contact with the printing cylinder. Skipping surface pre-treatment is the leading cause of catastrophic ink flaking and subsequent client rejections. Regardless of how sophisticated your printing equipment is, bypassing this foundational step guarantees mechanical failure.
The industry standard for solving this physical barrier is Corona Treatment. Think of a corona treater as a controlled, microscopic lightning storm operating inline with the printing press. As the plastic web feeds toward the print stations, it passes beneath a high-voltage electrode that bombards the polymer surface with ionized air. This aggressive electrical discharge shatters the molecular bonds on the surface of the plastic, creating microscopic oxidation and introducing polar groups. Suddenly, the slick, highly resistant surface of the plastic is transformed into a microscopic Velcro, eagerly ready to grip and permanently bond with the ink resins.
To ensure this process is successful, operators must rely on stringent Dyne Level testing. A Dyne is the standard unit of measurement for surface tension. For ink to adhere flawlessly to flexible packaging without peeling or cracking under friction, the treated film must typically register between 38 and 42 Dynes/cm. Attempting a commercial run on a film testing below 36 Dynes/cm is a massive operational risk. Furthermore, engineers must account for “aging”—the corona treatment effect degrades over time. If a roll of film is treated at an extrusion facility and sits in a warehouse for six months, its Dyne level will plummet, requiring it to be “bump treated” inline directly on the printing press before ink application.
Core Variables: Recognizing Your Poly Substrate Materials
A fundamental engineering principle in flexible packaging is that the physical limits of the substrate dictate the entire downstream process. You must define the material before formulating the ink or selecting the machinery. Different polymers react drastically differently to tension, heat, and chemical solvents.
Polyethylene Variants
Polyethylene is ubiquitous, but its density variants behave like entirely different materials under press pressure. Low-Density Polyethylene (LDPE) is prized for its soft, stretchable nature, requiring highly elastic inks. In contrast, High-Density Polyethylene (HDPE)—used for rigid retail bags—has high tensile strength but lower elongation, demanding inks optimized for heavy scuff resistance.
High-Barrier & Laminated
For demanding goods like coffee or liquids, surface printing is inadequate. Designs use “Reverse Printing” onto the inner side of a clear outer layer (BOPP/PET). This printed layer is then laminated to an inner barrier (foil or PE). The result ensures the ink is permanently trapped in a polymer sandwich, making it 100% immune to scratching during global transit.
Compostable & Bio-Plastics
Bio-plastics like PLA and PBAT present extreme manufacturing limits. PLA possesses critically low thermal resistance and will melt under intense drying ovens. Additionally, certified compostable inks often suffer from a restricted color gamut. Brands pivoting to bio-plastics must practice rigorous design minimalism—utilizing negative space rather than heavy solid ink coverage.
Matching Ink Chemistry to the Polymer Substrate
Once the substrate is defined and properly treated to the correct Dyne level, the focus shifts to ink chemistry. Choosing the wrong ink formulation not only causes aesthetic failures but can violate strict environmental compliance laws, rendering entire shipments unsellable across international borders.
Solvent-Based and Water-Based Formulations
For decades, solvent-based inks dominated the flexible packaging sector. Their aggressive chemical composition allows them to bite into polymer structures, drying almost instantly as the solvents evaporate into the atmosphere. This rapid drying leads to incredibly durable, scratch-resistant prints capable of running at extreme machine speeds. However, the evaporation of Volatile Organic Compounds (VOCs) poses severe environmental and occupational health hazards, prompting global regulatory crackdowns.
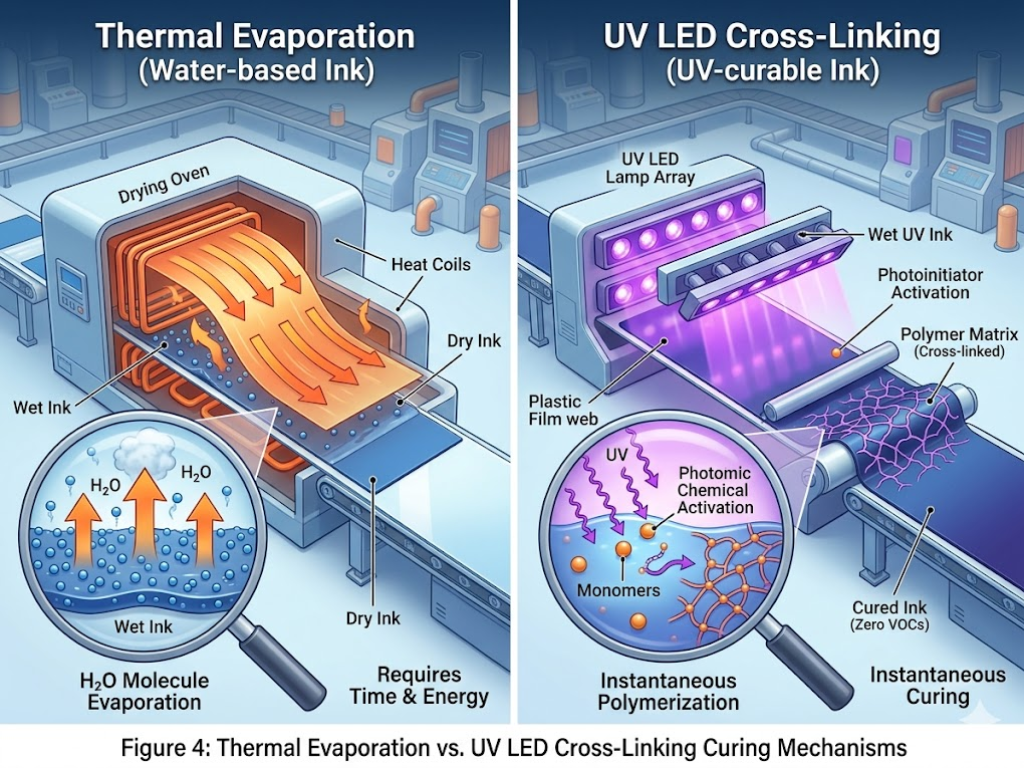
In response, water-based inks have surged as the sustainable standard. While highly eco-friendly and non-toxic—making them essential for direct food-contact packaging—water-based inks present unique thermodynamic hurdles. Water evaporates significantly slower than chemical solvents, particularly on non-porous plastics. Consequently, running water-based inks at commercial speeds requires highly advanced, energy-intensive drying ovens integrated directly into the press. Without adequate thermal extraction, the wet ink will “offset” onto the back of the web as it rewinds into a finished roll.
UV-Curable Technologies
UV-curable inks offer a brilliant technological compromise between durability and environmental compliance. Rather than drying through thermal evaporation, these inks remain completely liquid until exposed to intense ultraviolet (UV) light or UV LED lamp arrays. The light activates chemical photoinitiators within the ink, triggering a near-instantaneous cross-linking reaction. In a fraction of a second, the liquid ink polymerizes, transforming into a solid film physically bonded to the substrate. Because there is no evaporation process, UV inks release virtually zero VOCs, offering an exceptionally clean production cycle.
Mechanical Execution: Industrial Printing Technologies
With the material physics and ink chemistry established, the final variable is the mechanical delivery system. Selecting the correct printing technology dictates your output capacity, setup costs, and ultimate profitability.
Pencetakan Fleksografik
Flexography is the undisputed workhorse of the flexible packaging industry. Operating on a rotary principle, this technique utilizes flexible photopolymer plates. The beating heart of a flexo press is the anilox roller—a highly engineered cylinder engraved with millions of microscopic cells that acts as an ultra-precise metering system, transferring exact volumes of ink to the raised image areas of the photopolymer plate.
A critical, often overlooked engineering requirement in flexography is pre-press distortion calculation. When a flat, flexible photopolymer plate is wrapped and mounted around a cylindrical print sleeve, its outer surface inherently stretches (elongation). Without precise mathematical distortion compensation applied to the artwork during the pre-press stage, the final printed image will appear warped and stretched on the plastic bag. Once distortion is accurately calculated, modern flexo technology becomes devastatingly efficient. Advanced servo-driven architectures, such as those engineered by KETE, maintain operational speeds up to 500m/min while holding perfect microscopic registration, allowing facilities to absorb massive export orders with unparalleled efficiency.
Pencetakan Rotogravure
When the design demands uncompromising, continuous-tone photographic reproduction, rotogravure printing takes precedence. Unlike the raised rubber plates of flexo, gravure relies on heavy metal cylinders with the design laser-engraved directly into their surface. Ink floods the cylinder, a doctor blade scrapes the excess from the non-image areas, and the ink inside the microscopic cells transfers directly to the plastic via intense pressure. While gravure delivers unmatched color saturation over millions of impressions, the economic barrier to entry is immense due to the exorbitant cost of machining heavy metal cylinders for every single color station.
Digital Printing (LEP & Advanced Technologies)
It is a common misconception to equate industrial digital flexible packaging with standard “inkjet” technology. In reality, the dominant force in high-end commercial digital packaging is Liquid Electrophotography (LEP), pioneered by systems like HP Indigo. Utilizing specialized electrically charged liquid inks (ElectroInk), this technology eliminates physical plates entirely, allowing for Variable Data Printing (VDP) where every single pouch can feature unique serialized artwork.
However, digital printing introduces highly specific physical limitations. The primary challenge lies in lamination bond strength. Because digital inks form a distinct polymer layer on the surface, they can sometimes interfere with the adhesive used when bonding the printed layer to the inner sealant web. Engineers must utilize highly specific primers and optimized adhesives to prevent the laminated layers from delaminating or peeling apart under stress.
Hidden Costs and TCO Break-Even Points
When evaluating production strategies, analyzing the pure per-unit cost is a fatal miscalculation. Total Cost of Ownership (TCO) in industrial printing is dictated by hidden setup fees, calibration waste, and the mathematical reality of Minimum Order Quantities (MOQ).
Before a single usable bag rolls off a conventional press, the facility incurs massive capital preparation. Producing photopolymer plates or engraving metal cylinders requires significant upfront expenditure. Furthermore, every time a new design is mounted, operators must run hundreds of meters of expensive raw plastic film and ink through the machine simply to calibrate color registration and web tension. This “make-ready” waste is an inescapable physical cost.
TCO Break-Even: Digital vs. Flexo vs. Gravure
To make informed procurement decisions, you must respect the quantitative break-even thresholds. For micro-runs of under 10,000 units, digital printing holds an absolute TCO advantage. The higher per-unit cost of digital ink is completely offset by the zero-dollar plate and setup fees. However, this equation violently flips as volume scales. Once an order volume breaches the 50,000-unit threshold, the mathematics heavily favor flexography. At this scale, the heavy initial plate costs and calibration waste are diluted across a massive volume, causing the per-unit cost of a flexo-printed bag to experience a steep, cliff-like drop. Furthermore, for massive commercial runs exceeding 150,000 units, the unparalleled efficiency and durability of Rotogravure finally offset its exorbitant initial cylinder costs, making it the absolute most economical choice at the highest tiers of global production.
Quality Assurance: Guaranteeing Zero-Defect Printing Production
Theoretical knowledge regarding web tension and dyne levels is useless if the final product peels apart in the consumer’s hands. To protect brand equity and prevent massive international container rejections, facilities must implement uncompromising, empirically measurable quality control standards on the factory floor.

The ultimate diagnostic tool for any packaging engineer is the ASTM D3359 Cross-Hatch Tape Test. This is the definitive global industrial standard for evaluating ink adhesion on polymer substrates. The procedure leaves no room for subjective interpretation: a technician uses a specialized cutting tool to carve a precise grid pattern directly through the cured ink and into the plastic film. A highly standardized pressure-sensitive tape is firmly applied over the grid, smoothed to remove air bubbles, and then rapidly ripped off at a 180-degree angle. The grid is then inspected under magnification. If the ink detaches from the plastic and adheres to the tape beyond a strict fractional allowance (typically anything over 5% removal, classified under ASTM scoring), the batch fails instantly. It is a ruthless, unarguable metric.
Conclusion: Securing a High-Yield, Profitable Production Line
Mastering the complexities of polymer printing requires navigating a gauntlet of material physics, precise chemical formulations, and high-level mechanical engineering. A highly profitable, zero-defect production line is built upon a foundation of non-negotiable variables:
- Surface Physics: Verifying precise Corona Treatment and Dyne levels to permanently eliminate ink flaking.
- Pre-Press Mechanics: Calculating accurate pre-press distortion to account for photopolymer elongation on flexo cylinders.
- Cost Economics: Respecting the strict TCO break-even thresholds to optimize plate costs against production volume.
- Quality Control: Demanding hardcore, empirical ASTM adhesion testing before mass deployment.
Discovering an adhesion failure or mechanical limitation after capital equipment has been shipped to your overseas facility is a logistical nightmare. The most profound strategy for guaranteeing output is partnering with a manufacturer that absorbs this engineering risk on your behalf. Before any production machinery is crated and shipped across the globe, it must prove its capability using your actual daily materials.
Eliminate Deployment Risk with Pre-Shipment Proofing
Do not let your multi-million dollar packaging strategy rely on trial and error. KETE guarantees performance by running your proprietary film substrates and specific ink formulations through the assembled machine on our factory floor. We conduct rigorous registration and adhesion testing, providing full video verification before the machine ever leaves our facility.
Talk to a KETE Engineer for a Custom Machine Configuration