Introducción
Un desgaste de 0,1 mm de la rasqueta en un entorno de producción de alta velocidad puede cortar 10.000 metros de sustrato de envasado, transformando un beneficio potencial en un desperdicio industrial. La precisión en el entorno moderno de la fabricación no es sólo un sueño, sino la base de la sostenibilidad económica. Para mantener una calidad de impresión superior y prolongar la vida útil de las cuchillas, es vital comprender los matices mecánicos. En las condiciones de alta velocidad del proceso de impresión flexográfica y huecograbado, la rasqueta de impresión es el punto de contacto mecánico clave entre la complicada mecánica de fluidos y el sustrato final. A menudo se ignora este componente por su aspecto aparentemente sencillo, pero es el juez final del grosor de la película de tinta y, por tanto, de la integridad estética y funcional del producto impreso.
Con el creciente ritmo de producción y las crecientes exigencias de las marcas en cuanto a la absoluta consistencia del color, el dominio de las peculiaridades técnicas de la elección y aplicación de las rasquetas de impresión se ha convertido no sólo en una tarea marginal, sino también en una habilidad necesaria de cualquier empresa de impresión competitiva. Esto es especialmente cierto a la hora de identificar los requisitos específicos de las rasquetas de huecograbado frente a una rasqueta para impresión flexográfica, sobre todo cuando se trata de tintas abrasivas.
¿Qué es una rasqueta y por qué es importante en la impresión?
Una racleta es una banda de alta precisión, generalmente de acero o de polímeros sintéticos, que se utiliza para limpiar el exceso de tinta en la superficie lisa de un cilindro de impresión o en las celdas grabadas de un rodillo anilox. Su finalidad principal es la dosificación, o el proceso de asegurarse de que sólo quede una cantidad precisa y preestablecida de tinta en los grabados antes de transferirla a la plancha o al sustrato.
No se puede sobrestimar la importancia de este elemento. La rasqueta en un sistema flexográfico es un controlador volumétrico. En su ausencia, la transferencia de tinta sería incontrolable, dando lugar a inundaciones, densidades irregulares y pérdida total de la gama tonal. Económicamente, una de las principales palancas de control de costes es la rasqueta. Una dosificación adecuada ahorrará tinta y también limitará el número de rechazos, que son los asesinos silenciosos de los beneficios en la industria del envasado. Además, la racleta protege la parte más costosa de la máquina: el rodillo anilox cerámico o el cilindro de huecograbado grabado. Una cuchilla seleccionada o mal mantenida puede provocar estrías permanentes causadas por partículas duras en estas superficies, lo que se traduce en una avería desastrosa del equipo y en enormes costes de capital para sustituirlas.

El principio de funcionamiento: cómo Doctor Blades garantiza la precisión
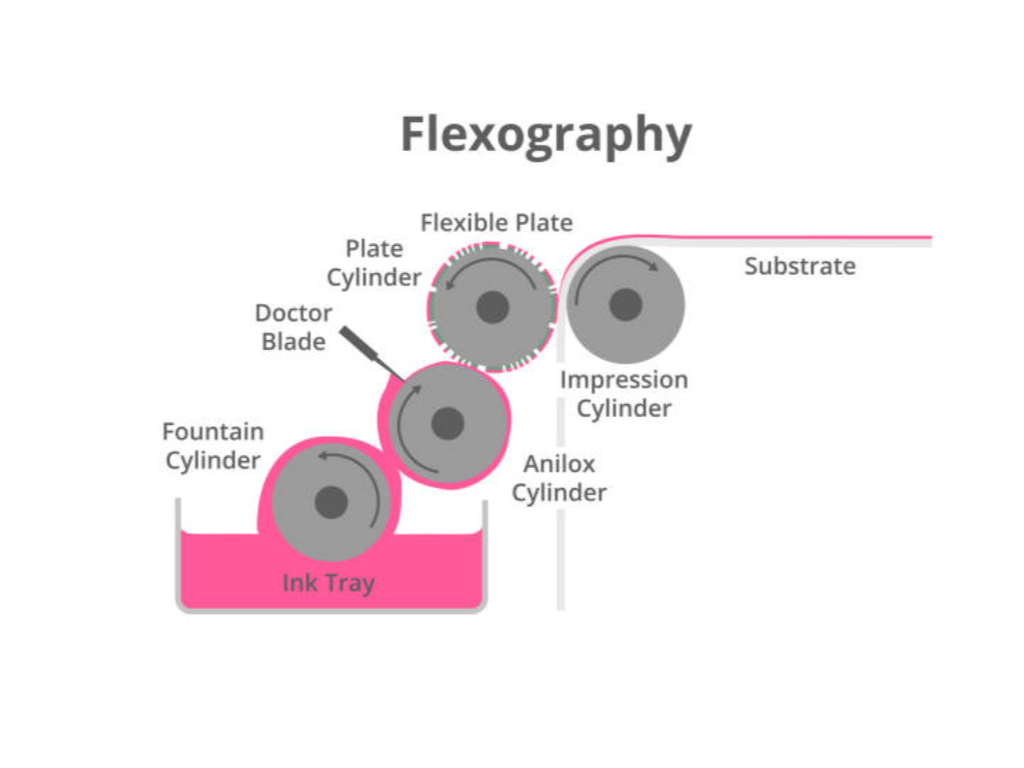
La eficacia de trabajo de una rasqueta se basa en el concepto de limpieza mecánica y cizallamiento de fluidos. Como el cilindro de impresión gira a gran velocidad, transporta el exceso de tinta de la fuente a la plancha de impresión. Para cizallar este exceso, la rasqueta se ajusta a un ángulo de contacto determinado, normalmente de 30 a 35 grados.
Se trata de un delicado equilibrio de fuerzas. Por un lado, está la presión neumática o mecánica sobre la cuchilla para fijarla en el cilindro. Por otro lado, está la elevación hidrodinámica de la propia película de tinta. La racleta es un guardián vigilante en un cruce rápido, y sólo se permite que pase una cantidad muy precisa de tinta a través de su microscópica compuerta para garantizar una transferencia de tinta uniforme. Cuando la presión es insuficiente, la cuchilla flota sobre la película de tinta, y el efecto se denomina salpicadura o hazing. Una presión excesiva provoca una mayor tasa de fricción, lo que a su vez provoca un desgaste prematuro de la cuchilla y el cilindro, y puede producir calor suficiente para cambiar la viscosidad química de la tinta. La precisión está garantizada por la estabilidad del soporte de la cuchilla y la uniformidad de la huella de la cuchilla, o el área real de contacto con el cilindro.
Tipos comunes de rasquetas en la impresión
Las rasquetas no son homogéneas; pueden clasificarse por su geometría física y los sistemas mecánicos en los que están contenidas.
Clasificación por perfiles de borde
El perfil de la punta o filo de la cuchilla define su interacción con la tinta y la superficie del cilindro a medida que pasa el tiempo.
Tipo de laminilla
La punta de la laminilla se define por un grosor inferior en el borde de contacto. Por ejemplo, una cuchilla nueva puede tener un grosor base de 0,20 mm y una punta laminar de 0,075 mm. La principal ventaja de este diseño es que el área de contacto no cambia con el desgaste de la cuchilla. En la impresión de alta definición, en la que la consistencia tonal es de suma importancia, la cuchilla laminar se utiliza para garantizar que la huella no se expanda y que la densidad de la tinta no se desplace de su sitio durante las tiradas de producción largas.
Tipo de bisel
Un filo biselado es una punta inclinada, normalmente afilada en un ángulo de 2 a 15 grados. El área de contacto de una cuchilla biselada, a diferencia de la laminilla, crece con el desgaste. Sin embargo, el perfil biselado es mucho más robusto y funciona eficazmente junto con un rodillo anilox giratorio. Se utiliza en aplicaciones en las que se necesitan grandes cargas de tinta, pigmentos abrasivos (tintas blancas o metálicas) y en las que se van a imprimir áreas de color sólido en las que no se requiere que los puntos tonales sean microscópicos, sino más bien mecánicos.
Tipo redondeado/radial
Un filo biselado es una punta inclinada, normalmente afilada en un ángulo de 2 a 15 grados. El área de contacto de una hoja biselada, a diferencia de la laminilla, crece con el desgaste. Sin embargo, el perfil biselado es mucho más robusto. Se utiliza en aplicaciones en las que se necesitan grandes cargas de tinta, pigmentos abrasivos (tintas blancas o metálicas) y en las que se van a imprimir áreas de color sólido en las que no se requiere que los puntos tonales sean microscópicos, sino más bien mecánicos.
Clasificación por sistemas de aspas
La eficacia de la cuchilla también viene dictada por la cámara o el sistema de soporte en el que reside.
Sistemas de una sola hoja
En los sistemas convencionales de fuente abierta, se emplea una rasqueta, normalmente en posición de arrastre o de barrido, para controlar la transferencia de tinta desde un rodillo anilox. Los sistemas de cuchilla única son baratos y fáciles de instalar, pero son propensos a la evaporación de la tinta y a la contaminación ambiental. Las configuraciones más complejas los están sustituyendo en las aplicaciones industriales de alta velocidad.
Sistemas de cuchillas con cámara
El estándar de oro contemporáneo es el sistema de cámara, especialmente en flexografía. Se compone de dos cuchillas, una de ellas dosificadora y la otra de contención, que están encerradas en una cámara cerrada. Esta disposición permite el flujo presurizado constante de la tinta, elimina la evaporación de las tintas con base de disolvente (y, por tanto, preserva el pH y la viscosidad) y minimiza en gran medida la cantidad de tinta desperdiciada, al tiempo que reduce el tiempo de inactividad de la prensa. El sistema de cámaras proporciona la estabilidad hidráulica necesaria para eliminar las salpicaduras de tinta en las operaciones de alta velocidad.
Explorando los materiales de las hojas de bisturí: Acero vs. Sintético
La selección del material es un compromiso entre precisión, durabilidad y seguridad.
Acero al carbono es el estándar en la industria. Es el más duro y puede rectificarse con tolerancias muy finas. El acero al carbono ofrece el acabado más nítido cuando se utiliza en huecograbado de alta velocidad o flexografía de pantalla fina. Sin embargo, puede corroerse fácilmente cuando se utiliza con tintas al agua.
Acero inoxidable resuelve el problema de la corrosión y por eso es el estándar de la impresión flexográfica con agua. Aunque es un poco más blando que el acero al carbono, no permite el desarrollo de óxido, que de otro modo se convertiría en un abrasivo y destruiría el rodillo anilox.
Cuchillas de plástico/sintético (poliéster o UHMW) se han hecho muy populares. Su principal propuesta de valor es que son seguras, no forman los bordes afilados que forman las cuchillas de acero desgastadas y el operario tiene menos probabilidades de lesionarse. Además, son mucho menos agresivas con el rodillo reticulado. Aunque no pueden igualar la precisión de dosificación del acero en trabajos con muchas lpp (líneas por pulgada), son buenas en la impresión de cartón ondulado, revestimientos y sólidos de gran formato.
Revestimiento cerámico Las cuchillas son de la máxima calidad. Los fabricantes producen una cuchilla colocando una capa microscópica de cerámica sobre una base de acero, lo que supone una combinación de la precisión del acero y una vida útil que puede ser de 3 a 5 veces mayor. Se trata de una inversión para reducir el tiempo de inactividad, ya que cuanto menos cambie la cuchilla, más horas de producción activa habrá.
Selección estratégica: Adaptar las hojas de bisturí a su proceso
La elección no es subjetiva, sino un problema de optimización multivariante en el que las características mecánicas de la cuchilla y el tipo de tinta tienen que coincidir con la energía cinética de la rotativa, especialmente en aplicaciones de impresión flexográfica. Para alcanzar el equilibrio en la sala de impresión hay que tener en cuenta cuatro vectores técnicos principales:
Tipo de prensa: Flexografía, huecograbado y offset
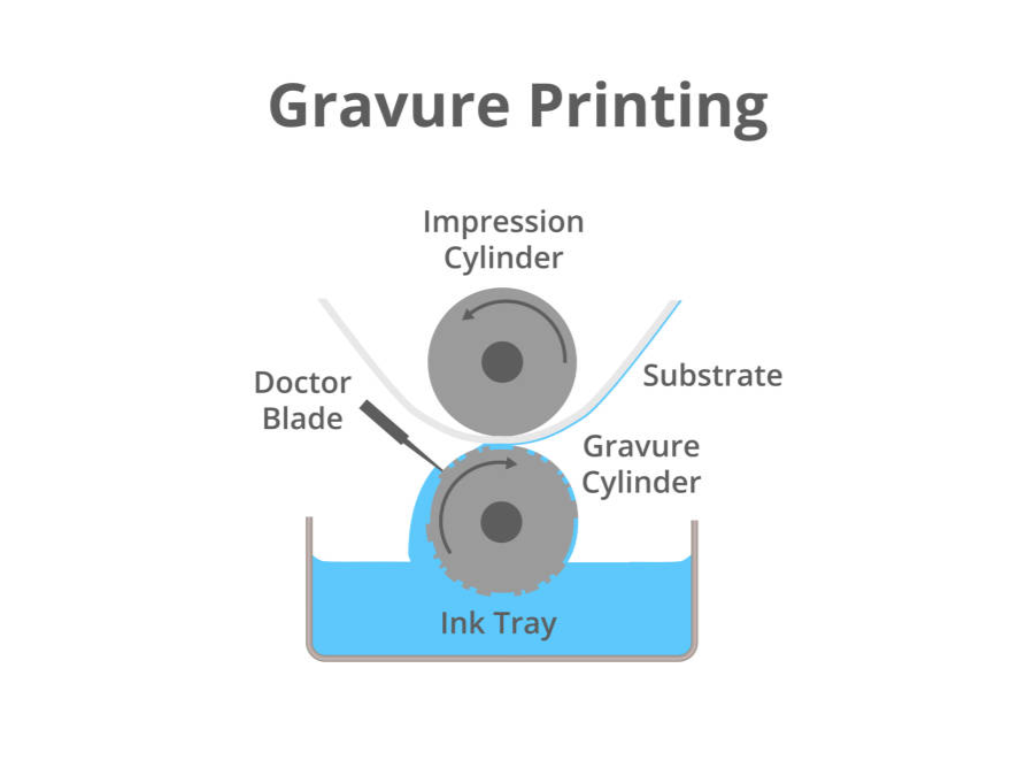
El requisito de elasticidad de la cuchilla, incluido su grosor, viene determinado por la interfaz mecánica. En flexografía, se hace hincapié en la seguridad del anilox cerámico; una cuchilla con una base de 0,15 mm y una laminilla de 0,075 mm es la norma en trabajos de alto lpi para evitar el rayado. En huecograbado, se presta atención a la superficie del cilindro cromado; se utiliza una cuchilla más pesada de 0,20 mm para dar la rigidez necesaria y evitar la formación de bruma en bandas anchas. En las unidades de barnizado o dosificación de conductos de tinta, la impresión offset necesita cuchillas con gran estabilidad dimensional para mantener la uniformidad del barniz sin que el perfil se deforme por la dilatación térmica.
Química de la tinta y resistencia a la oxidación
La tinta es una sustancia química reactiva. Las tintas basadas en agua necesitan al menos un 13% de cromo en acero inoxidable para evitar la oxidación microscópica a lo largo del borde dosificador. Las tintas UV, que son propensas a escupir tinta uv, tienen una gran pegajosidad y viscosidad, lo que crea mucha fricción. En respuesta a esto, se sugiere un revestimiento endurecido de larga duración para reducir la acumulación de calor y mantener la integridad del borde frente a las resinas agresivas de las formulaciones UV modernas.
Velocidad de producción y fuerza hidrodinámica
La velocidad convierte a la tinta en una fuerza estructural. La tinta forma una cuña hidrodinámica a velocidades superiores a > 300 m/min e intenta levantar la cuchilla del rodillo, un efecto similar al aquaplaning. La cuchilla debe ser muy rígida en la punta para superar esta elevación hidráulica con el fin de obtener un barrido limpio a altas velocidades. La cuchilla debe ser un casco afilado que mantenga el rumbo en caso de fuerte oleaje y no se vea afectado por la presión que, de lo contrario, haría que escupiera tinta o peligro.
La relación anilox/punta
La correlación entre el grosor de la laminilla y la trama de la línea anilox (LPI) es la medida más práctica para la selección. En el caso de un rodillo de 1000 LPI, las paredes de la celda con forma de borde son microscópicas. Si la punta de la cuchilla es excesivamente fina, puede sumergirse en las celdas, lo que provocaría una ganancia de punto o un desequilibrio del color. Regla profesional: el grosor de la punta de la cuchilla debe ser aproximadamente el doble de la anchura de la pared de la celda anilox para asegurarse de que no interfiere mecánicamente con las celdas.
Para tener una referencia técnica rápida, la siguiente tabla es un resumen de las normas de ingeniería necesarias para garantizar la mejor sincronización de su rasqueta y el sistema de prensado, evitando así el desperdicio de material:
| Variable | Ingeniería de referencia | Objetivo técnico | Impacto de la desviación |
| Ángulo de contacto flexo | 30° - 35° | Garantizar una geometría de corte limpia | Rayado del anilox o salpicadura de tinta |
| Huecograbado Presión lineal | 1,5 - 3,0 kg/cm | Borra la tinta de las zonas que no son de imagen | Desgaste excesivo de las cuchillas |
| Química de la tinta al agua | pH 8,5 - 9,5 | Evitar la desestabilización química | Micro-pitting y corrosión |
| Viscosidad de la tinta UV | Alta / No newtoniana | Corte a través de resinas de alta adherencia | Flotación de las palas y deriva de la densidad |
| Umbral de alta velocidad | > 300 m/min | Contrarrestar la elevación hidrodinámica | Aquaplaning y fugas de tinta |
| Relación anilox pared-punta | 4 - 6 μm (@ 1200 LPI) / Regla 2:1 | Protegen la integridad de la pared celular | Fractura del pico anilox |
Solución de problemas y mantenimiento: Solución de los defectos de impresión más comunes
La cuchilla más fina no funcionará bien si no se mantiene.
Los defectos más frecuentes son Rayas y líneas. Suelen producirse por colgajos -pequeños trozos de tinta seca o restos de sustrato que se atascan entre la cuchilla y el cilindro-. Las principales defensas son la limpieza periódica de la cámara y el uso de filtros de tinta.
Escupir tinta es un fenómeno frecuente en flexografía con tintas UV. Ocurre cuando la tinta se acumula detrás de la cuchilla y es lanzada centrífugamente sobre la banda. El remedio suele ser cambiar a una cuchilla de láminas de perfil más rígido o añadir amortiguación al sistema de cámara.
Marcas de charla son barras horizontales de color irregular en la banda. Esto se debe a la vibración de las cuchillas. Puede corregirse cambiando el ángulo de contacto, disminuyendo la presión de la cuchilla o inspeccionando los rodamientos de la máquina.
El mantenimiento debe realizarse de acuerdo con un Procedimiento Operativo Estricto (POE). Antes de la instalación, debe comprobarse que las cuchillas no tengan rebabas. El soporte de la cuchilla debe estar exactamente paralelo al cilindro; la más mínima desalineación de 0,1 mm provocará un desgaste desigual y cambios de color. Un cirujano necesita un bisturí esterilizado, del mismo modo que un maquinista debe tratar la rasqueta como un bisturí limpio, porque incluso una mella microscópica puede verse como un defecto visible en miles de metros de sustrato.
Por qué elegir las máquinas de impresión KETE
Para las organizaciones que buscan salvar la distancia entre la precisión teórica y la producción práctica, la filosofía de ingeniería del fabricante del equipo es el factor decisivo. KETE aborda la integración de las rasquetas no como una ocurrencia tardía, sino como un componente central del sistema.
En nuestras prensas flexográficas de alta velocidad de la serie KTFP-S200P, implementamos un sistema Doctor Blade de tipo cerrado de doble cara. Este diseño hace algo más que sujetar una cuchilla; crea un entorno presurizado que estabiliza el flujo de tinta y elimina la "flotación" asociada a la producción a alta velocidad. Al combinarlo con rodillos anilox cerámicos de alta calidad, KETE garantiza que el proceso de dosificación sea lo menos friccionado posible, prolongando la vida útil tanto de los consumibles como de los rodillos.
En el ámbito del huecograbado, la Serie KTMS-C de KETE presenta un diseño de tipo neumático para el montaje óptimo de la rasqueta. A diferencia de los sistemas de ajuste manual, nuestros controles neumáticos proporcionan una presión perfectamente uniforme en toda la anchura del cilindro, compensando automáticamente las variaciones microscópicas. Además, nuestras cuchillas están controladas por motores independientes para el movimiento de oscilación. Este movimiento independiente garantiza que la cuchilla se desplace constantemente, evitando que se asienten los residuos y eliminando prácticamente las "rayas" que plagan las máquinas de calidad inferior.
Cuando elige KETE, invierte en una máquina de impresión en la que la estabilidad del bastidor y la precisión del sistema de cuchillas trabajan en perfecta sinergia de ingeniería.
Conclusión
La rasqueta es una obra maestra de compromiso industrial, que establece un equilibrio entre dureza y flexibilidad y coste y rendimiento. Para el impresor contemporáneo, el camino hacia una mejor calidad está en la cuidadosa elección de los perfiles de las cuchillas y las configuraciones y materiales de las puntas, específicos para la química de sus tintas y la velocidad de sus prensas. Pero como hemos visto, la mejor cuchilla sólo es tan buena como la máquina que la lleva.
Con el conocimiento de la relación simbiótica entre la herramienta de dosificación y la velocidad de la máquina de impresión, los fabricantes pueden alcanzar el santo grial de la producción: calidad a alta velocidad con el mínimo desperdicio. En KETE, nos comprometemos a ofrecer la estabilidad mecánica y el diseño innovador para que esa precisión sea una realidad en el día a día.






