Giới thiệu
Chỉ cần lưỡi gạt bị mòn 0,1 mm trong môi trường sản xuất tốc độ cao cũng có thể làm hỏng 10.000 mét vật liệu đóng gói, biến lợi nhuận tiềm năng thành chất thải công nghiệp. Độ chính xác trong môi trường sản xuất hiện đại không chỉ là giấc mơ mà còn là nền tảng của sự bền vững kinh tế. Để duy trì chất lượng in vượt trội và kéo dài tuổi thọ của lưỡi gạt, việc hiểu rõ các chi tiết cơ học là vô cùng quan trọng. Trong điều kiện tốc độ cao của quy trình in flexo và in ống đồng, lưỡi dao in là điểm tiếp xúc cơ học quan trọng giữa cơ chế chất lỏng phức tạp và vật liệu nền cuối cùng. Thành phần này thường bị bỏ qua vì vẻ ngoài có vẻ đơn giản, nhưng nó là yếu tố quyết định cuối cùng đến độ dày màng mực và do đó, tính toàn vẹn về mặt thẩm mỹ và chức năng của sản phẩm in.
Với tốc độ sản xuất ngày càng tăng và yêu cầu ngày càng cao của các thương hiệu về độ nhất quán màu tuyệt đối, việc nắm vững các đặc thù kỹ thuật trong việc lựa chọn và ứng dụng lưỡi gạt mực in đã không còn chỉ là một nhiệm vụ phụ mà đã trở thành kỹ năng thiết yếu của bất kỳ doanh nghiệp in ấn nào muốn cạnh tranh. Điều này đặc biệt đúng khi xác định các yêu cầu cụ thể đối với lưỡi gạt mực in ống đồng so với lưỡi gạt mực in flexo, nhất là khi sử dụng mực in có tính mài mòn.
Lưỡi gạt mực là gì và tại sao nó lại quan trọng trong in ấn?
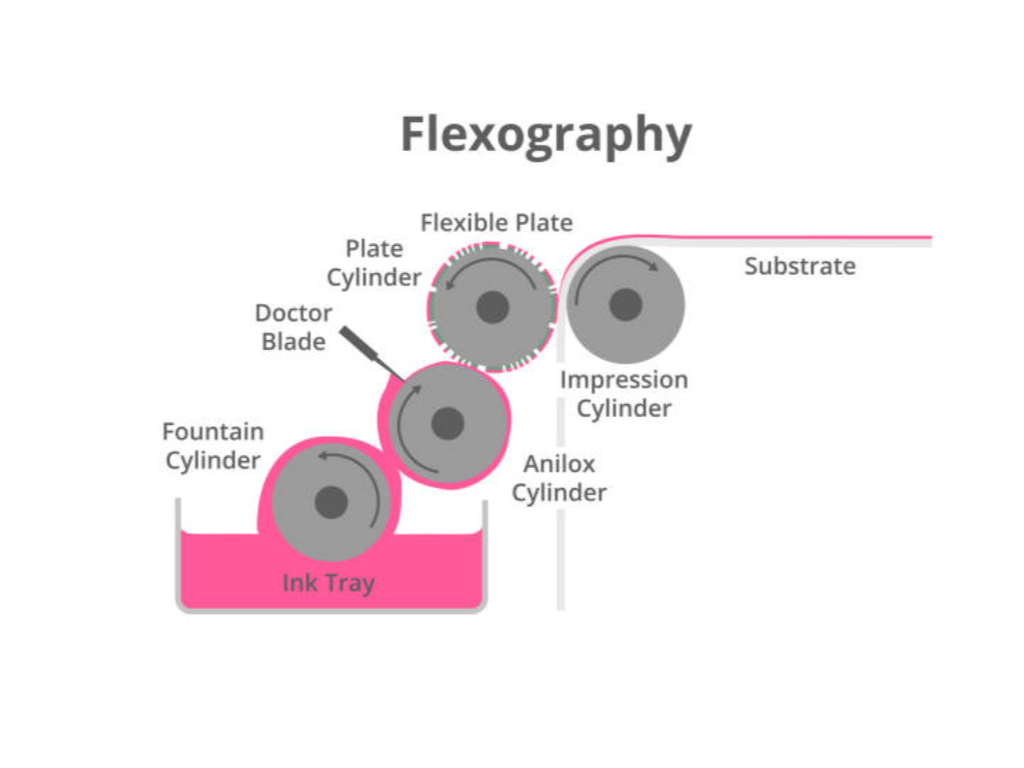
Lưỡi gạt mực là một dải kim loại có độ chính xác cao, thường được làm từ thép hoặc nhựa tổng hợp, dùng để loại bỏ lượng mực thừa trên bề mặt nhẵn của trục in hoặc các ô khắc trên trục anilox. Mục đích chính của nó là điều chỉnh lượng mực, tức là đảm bảo chỉ có một lượng mực chính xác và đã được định trước được giữ lại trong các ô khắc trước khi được chuyển sang bản in hoặc vật liệu in.
Tầm quan trọng của yếu tố này là không thể đánh giá quá cao. Lưỡi gạt trong hệ thống in flexo đóng vai trò là bộ điều khiển thể tích. Nếu thiếu lưỡi gạt, quá trình truyền mực sẽ trở nên mất kiểm soát, dẫn đến hiện tượng tràn mực, độ đậm nhạt không đồng đều và mất hoàn toàn dải tông màu. Về mặt kinh tế, lưỡi gạt là một trong những công cụ kiểm soát chi phí chính. Việc đo lường chính xác sẽ giúp tiết kiệm mực in và hạn chế số lượng sản phẩm bị loại, vốn là những yếu tố âm thầm làm giảm lợi nhuận trong ngành công nghiệp bao bì. Ngoài ra, lưỡi dao còn bảo vệ bộ phận đắt tiền nhất của máy in: trục lăn anilox bằng gốm hoặc trục in ống đồng khắc. Việc lựa chọn lưỡi dao không phù hợp hoặc bảo dưỡng không đúng cách có thể dẫn đến các vết xước vĩnh viễn do các hạt cứng gây ra trên các bề mặt này, dẫn đến sự cố thiết bị nghiêm trọng và chi phí vốn khổng lồ để thay thế chúng.

Nguyên lý hoạt động: Cách lưỡi gạt đảm bảo độ chính xác
Hiệu quả hoạt động của lưỡi gạt mực dựa trên nguyên lý gạt cơ học và lực cắt của chất lỏng. Do trục in quay với tốc độ cao, nó sẽ đưa lượng mực thừa từ bể mực lên bản in. Để loại bỏ lượng mực thừa này, lưỡi gạt mực được điều chỉnh ở một góc tiếp xúc nhất định, thường là từ 30 đến 35 độ.
Đây là một sự cân bằng tinh tế giữa các lực tác động. Một mặt, có áp lực khí nén hoặc cơ học tác động lên lưỡi gạt để cố định nó trên trục lăn. Mặt khác, có lực nâng thủy động học của chính lớp mực. Lưỡi gạt đóng vai trò như một người canh gác cẩn trọng tại điểm tiếp xúc tốc độ cao, và chỉ một lượng mực cực kỳ chính xác mới được phép đi qua khe hở vi mô của nó để đảm bảo quá trình chuyển mực diễn ra đồng đều. Khi áp lực không đủ, lưỡi dao sẽ nổi trên màng mực, và hiện tượng này được gọi là bắn mực hoặc mờ mực. Áp lực quá mức dẫn đến tỷ lệ ma sát cao hơn, từ đó dẫn đến sự mài mòn sớm của lưỡi dao và trục lăn, đồng thời có thể tạo ra nhiệt đủ để thay đổi độ nhớt hóa học của mực. Độ chính xác được đảm bảo nhờ sự ổn định của giá đỡ lưỡi dao và tính đồng nhất của diện tích tiếp xúc của lưỡi dao, hay diện tích tiếp xúc thực tế với trục lăn.
Hiểu về các loại dao gạt mực phổ biến trong ngành in ấn
Các lưỡi gạt không phải là một loại đồng nhất; chúng có thể được phân loại dựa trên hình dạng vật lý và hệ thống cơ khí mà chúng được lắp đặt.
Phân loại theo hình dạng cạnh
Hình dạng của đầu hoặc mép lưỡi dao quyết định sự tương tác của nó với mực và bề mặt trục lăn theo thời gian.
Loại lamella
Đầu lưỡi lamella được đặc trưng bởi độ dày mỏng hơn tại mép tiếp xúc. Ví dụ, một lưỡi dao mới có thể có độ dày phần gốc là 0,20 mm và đầu lưỡi lamella là 0,075 mm. Lợi ích chính của thiết kế này là diện tích tiếp xúc không thay đổi theo mức độ mòn của lưỡi dao. Trong in ấn độ phân giải cao, nơi tính nhất quán về tông màu là yếu tố quan trọng hàng đầu, lưỡi dao lamella được sử dụng để đảm bảo rằng diện tích in không bị mở rộng và mật độ mực không bị lệch khỏi vị trí trong quá trình sản xuất kéo dài.
Loại góc vát
Mép vát là phần đầu nghiêng, thường được mài ở góc từ 2 đến 15 độ. Diện tích tiếp xúc của lưỡi dao vát, không giống như lamella, tăng lên theo mức độ mòn. Tuy nhiên, cấu trúc vát chắc chắn hơn nhiều và hoạt động hiệu quả khi kết hợp với trục anilox quay. Nó được sử dụng trong các ứng dụng cần lượng mực lớn, yêu cầu sử dụng bột màu mài mòn (mực trắng hoặc mực kim loại), và khi cần in các vùng màu đồng nhất mà các chấm màu không cần phải siêu nhỏ mà chỉ cần ở mức cơ học.
Loại bo tròn/bán kính
Mép vát là phần đầu nghiêng, thường được mài ở góc từ 2 đến 15 độ. Diện tích tiếp xúc của lưỡi dao vát, khác với lưỡi dao lamella, sẽ tăng lên theo mức độ mòn. Tuy nhiên, cấu trúc vát lại chắc chắn hơn nhiều. Nó được sử dụng trong các ứng dụng cần lượng mực lớn, yêu cầu sử dụng các loại bột màu mài mòn (mực trắng hoặc mực kim loại), và trong các trường hợp cần in các vùng màu đồng nhất mà không yêu cầu các chấm màu phải có kích thước vi mô mà thay vào đó là các chấm cơ học.
Phân loại theo hệ thống cánh quạt
Hiệu quả của lưỡi dao cũng phụ thuộc vào hệ thống buồng hoặc giá đỡ mà nó được lắp vào.
Hệ thống lưỡi đơn
Trong các hệ thống bể mực mở truyền thống, người ta sử dụng một lưỡi gạt mực, thường được đặt ở vị trí phía sau hoặc ở vị trí gạt, để điều chỉnh lượng mực chuyển từ trục anilox. Hệ thống một lưỡi gạt mực có chi phí thấp và dễ lắp đặt, nhưng dễ dẫn đến hiện tượng bay hơi mực và gây ô nhiễm môi trường. Các cấu hình phức tạp hơn đang dần thay thế chúng trong các ứng dụng công nghiệp tốc độ cao.
Hệ thống lưỡi gạt có khoang
Tiêu chuẩn vàng hiện nay là hệ thống buồng kín, đặc biệt trong lĩnh vực in flexo. Hệ thống này bao gồm hai lưỡi dao, một lưỡi là lưỡi định lượng và lưỡi còn lại là lưỡi giữ mực, được đặt trong một buồng kín. Cấu trúc này đảm bảo dòng mực chảy liên tục dưới áp suất, ngăn chặn sự bay hơi của mực gốc dung môi (và do đó duy trì độ pH và độ nhớt), đồng thời giảm thiểu đáng kể lượng mực bị lãng phí cũng như thời gian ngừng máy. Hệ thống buồng kín cung cấp độ ổn định thủy lực cần thiết để loại bỏ hiện tượng bắn mực trong các hoạt động tốc độ cao.
Khám phá các vật liệu làm lưỡi gạt mực: Thép so với vật liệu tổng hợp
Việc lựa chọn vật liệu là sự cân bằng giữa độ chính xác, độ bền và tính an toàn.
Thép cacbon là tiêu chuẩn trong ngành. Đây là loại thép cứng nhất và có thể được mài với độ chính xác rất cao. Thép cacbon mang lại độ sắc nét tối ưu khi được sử dụng trong in ống đồng tốc độ cao hoặc in flexo lưới mịn. Tuy nhiên, nó dễ bị ăn mòn khi sử dụng với mực gốc nước.
Thép không gỉ giải quyết vấn đề ăn mòn và do đó trở thành tiêu chuẩn trong in flexo sử dụng nước. Mặc dù mềm hơn thép carbon một chút, nhưng nó không cho phép rỉ sét hình thành, thứ mà nếu không sẽ trở thành chất mài mòn và làm hỏng trục anilox.
Lưỡi dao bằng nhựa/chất liệu tổng hợp (Polyester hoặc UHMW) đã trở nên rất phổ biến. Điểm mạnh chính của chúng là tính an toàn, không tạo ra các cạnh sắc như dao cạo như lưỡi thép đã mòn, và người vận hành ít có nguy cơ bị thương hơn. Hơn nữa, chúng ít gây mài mòn hơn cho trục anilox. Mặc dù không thể sánh được với độ chính xác cao trong việc điều chỉnh lượng mực của thép ở các công việc có mật độ đường in cao (lpi), nhưng chúng lại rất phù hợp cho in trên giấy sóng, phủ mực và in các vùng màu đồng nhất khổ lớn.
Phủ gốm Các lưỡi dao có chất lượng cao nhất. Các nhà sản xuất chế tạo lưỡi dao bằng cách phủ một lớp gốm siêu mỏng lên nền thép, kết hợp giữa độ chính xác của thép và tuổi thọ có thể cao gấp 3 đến 5 lần. Đây là một khoản đầu tư nhằm giảm thiểu thời gian ngừng hoạt động, bởi vì càng ít phải thay lưỡi dao thì thời gian sản xuất thực tế càng nhiều.
Lựa chọn chiến lược: Lựa chọn lưỡi gạt phù hợp với quy trình của bạn
Sự lựa chọn này không mang tính chủ quan, mà là một bài toán tối ưu hóa đa biến, trong đó các đặc tính cơ học của lưỡi dao và loại mực phải phù hợp với năng lượng động học của máy in, đặc biệt là trong các ứng dụng in flexo. Cần xem xét bốn yếu tố kỹ thuật chính để đạt được sự cân bằng trong xưởng in:
Loại máy in: Flexo, in ống đồng và in offset
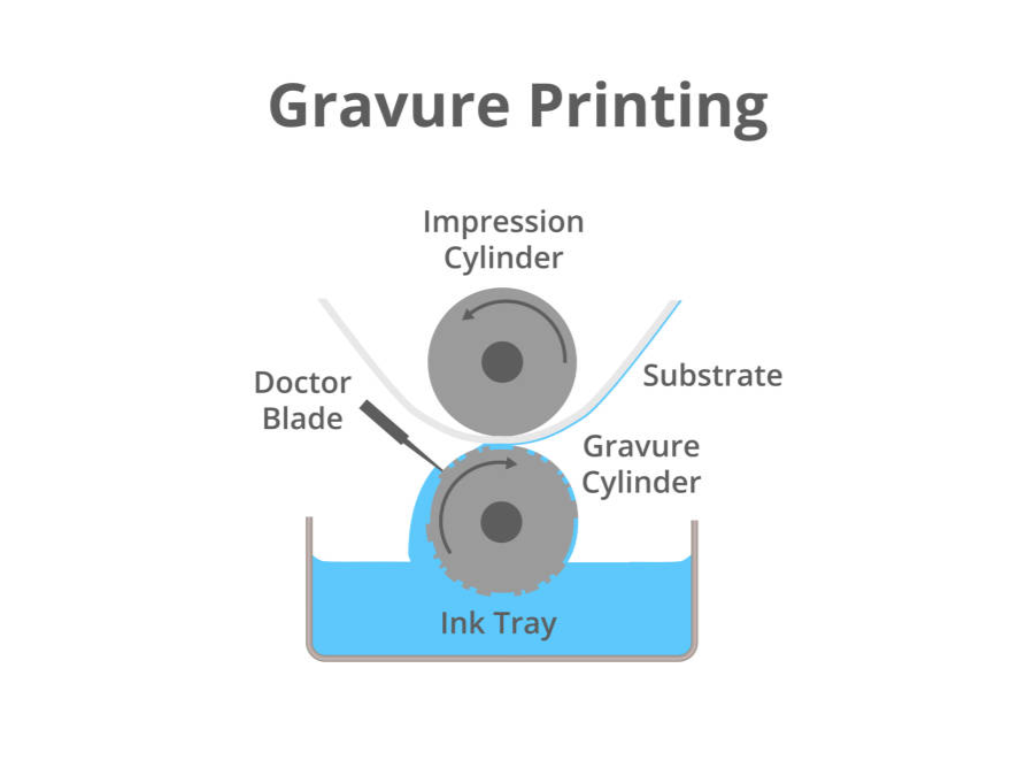
Yêu cầu về độ đàn hồi của lưỡi dao, bao gồm cả độ dày lưỡi dao, được xác định bởi giao diện cơ học. Trong in Flexo, trọng tâm được đặt vào việc bảo vệ trục anilox gốm; lưỡi dao có phần đế dày 0,15mm và phần lưỡi mỏng 0,075mm là tiêu chuẩn trong các công việc có mật độ điểm cao (lpi) để tránh hiện tượng xước. Trong in ống đồng, người ta chú ý đến diện tích bề mặt của trục crom; một lưỡi dao nặng hơn 0,20 mm được sử dụng để tạo độ cứng cần thiết nhằm tránh hiện tượng mờ trên các cuộn giấy rộng. Trong các bộ phận phủ hoặc đo lường ống dẫn mực, in offset cần những lưỡi dao có độ ổn định kích thước cao để duy trì tính đồng nhất của lớp sơn bóng mà không bị biến dạng do giãn nở nhiệt.
Hóa học mực in và khả năng chống oxy hóa
Mực là một chất hóa học có tính phản ứng. Các loại mực gốc nước cần ít nhất 13% hàm lượng crom trong thép không gỉ để tránh hiện tượng oxy hóa vi mô dọc theo mép định lượng. Mực UV, vốn dễ bị hiện tượng bắn mực, có độ bám dính và độ nhớt cao, dẫn đến ma sát lớn. Để giải quyết vấn đề này, nên sử dụng lớp phủ cứng có tuổi thọ cao nhằm giảm sự tích tụ nhiệt và duy trì tính toàn vẹn của mép, giúp chống lại tác động mạnh mẽ của các loại nhựa trong công thức mực UV hiện đại.
Tốc độ sản xuất và lực thủy động học
Tốc độ biến mực thành một lực cấu trúc. Ở tốc độ trên 300 m/phút, mực tạo thành một hình nêm thủy động lực học và cố gắng nâng lưỡi dao lên khỏi trục lăn – một hiệu ứng tương tự như hiện tượng trượt nước. Lưỡi dao phải rất cứng ở đầu để vượt qua lực nâng thủy lực này nhằm đảm bảo việc lau sạch ở tốc độ cao. Lưỡi dao phải giống như một thân tàu sắc bén, giữ vững hướng đi trong sóng lớn và không bị ảnh hưởng bởi áp lực, nếu không sẽ gây ra hiện tượng bắn mực hoặc gây nguy hiểm.
Tỷ lệ Anilox/đầu in
Mối tương quan giữa độ dày của lưỡi dao và độ phân giải của trục Anilox (LPI) là tiêu chí thực tiễn nhất để áp dụng trong quá trình lựa chọn. Đối với trục Anilox có độ phân giải 1000 LPI, thành các ô có hình dạng cạnh là cực kỳ nhỏ. Nếu đầu lưỡi dao quá mỏng, nó có thể lún vào các ô, dẫn đến hiện tượng tăng điểm hoặc mất cân bằng màu. Quy tắc kinh nghiệm chuyên nghiệp: độ dày của đầu lưỡi dao phải gấp khoảng hai lần chiều rộng của thành ô Anilox để đảm bảo rằng nó không gây cản trở cơ học đối với các ô.
Để có một tài liệu tham khảo kỹ thuật nhanh chóng, bảng dưới đây tóm tắt các tiêu chuẩn kỹ thuật cần thiết nhằm đảm bảo sự đồng bộ tối ưu giữa lưỡi gạt mực và hệ thống máy in, từ đó giúp tránh lãng phí nguyên liệu:
| Biến đổi | Tiêu chuẩn kỹ thuật | Mục tiêu kỹ thuật | Tác động của sự sai lệch |
| Góc tiếp xúc Flexo | 30° – 35° | Đảm bảo hình học cắt chính xác | Hiện tượng tạo vân Anilox hoặc hiện tượng bắn mực |
| Áp suất tuyến tính trong in ống đồng | 1,5 – 3,0 kg/cm | Loại bỏ mực khỏi các vùng không có hình ảnh | Hazing hoặc mài mòn lưỡi dao quá mức |
| Hóa học mực in gốc nước | pH 8,5 – 9,5 | Ngăn ngừa sự mất ổn định do hóa chất | Các vết rỗ nhỏ và sự ăn mòn |
| Độ nhớt của mực UV | Độ nhớt cao / Chất lỏng phi Newton | Cắt xuyên qua các loại nhựa có độ bám dính cao | Sự trôi nổi của lưỡi dao và sự thay đổi mật độ |
| Ngưỡng tốc độ cao | > 300 m/phút | Khắc phục lực nâng thủy động lực học | Trượt nước và rò rỉ mực |
| Tỷ lệ giữa thành và đầu của trục Anilox | 4 – 6 μm (tại 1200 LPI) / Quy tắc 2:1 | Bảo vệ tính toàn vẹn của thành tế bào | Sự nứt vỡ đỉnh Anilox |
Khắc phục sự cố và bảo trì: Giải quyết các lỗi in ấn thường gặp
Dù là lưỡi gạt tốt nhất cũng sẽ không hoạt động hiệu quả nếu không được bảo dưỡng.
Các khuyết tật phổ biến nhất là Các vệt và đường kẻ. Nguyên nhân chủ yếu là do các mảnh vụn mực khô hoặc mảnh vụn vật liệu nền (gọi là “hanger”) bị kẹt giữa lưỡi dao và trục lăn. Các biện pháp phòng ngừa chính là vệ sinh buồng in thường xuyên và sử dụng bộ lọc mực.
Phun mực là hiện tượng thường gặp trong in flexo sử dụng mực UV. Hiện tượng này xảy ra khi mực tích tụ phía sau lưỡi dao và bị văng ra bề mặt vật liệu do lực ly tâm. Giải pháp thường là chuyển sang sử dụng lưỡi dao lamella có cấu trúc cứng hơn hoặc bổ sung hệ thống giảm chấn cho buồng in.
Dấu vết trầy xước là những vệt ngang có màu sắc không đều trên bề mặt vải. Hiện tượng này là do sự rung động của các lưỡi dao. Có thể khắc phục bằng cách điều chỉnh góc tiếp xúc, giảm áp lực của lưỡi dao hoặc kiểm tra các ổ trục của máy.
Việc bảo trì phải tuân thủ theo Quy trình vận hành nghiêm ngặt (SOP). Trước khi lắp đặt, cần kiểm tra lưỡi dao để phát hiện các vết gờ. Giá đỡ lưỡi dao phải hoàn toàn song song với trục lăn; chỉ cần sai lệch dù chỉ 0,1 mm cũng sẽ dẫn đến mòn không đều và thay đổi màu sắc. Một bác sĩ phẫu thuật cần một con dao mổ đã được tiệt trùng, cũng như người vận hành máy cần phải đối xử với lưỡi dao như một con dao mổ sạch, bởi vì ngay cả một vết xước nhỏ đến mức vi mô cũng có thể được coi là một khuyết tật rõ ràng trên hàng nghìn mét vật liệu nền.
Tại sao nên chọn máy in KETE
Đối với các tổ chức mong muốn thu hẹp khoảng cách giữa tính chính xác lý thuyết và sản xuất thực tiễn, triết lý kỹ thuật của nhà sản xuất thiết bị chính là yếu tố quyết định. KETE không coi việc tích hợp lưỡi gạt mực là một yếu tố phụ, mà xem đó là một thành phần cốt lõi của hệ thống.
Trong dòng máy in flexo tốc độ cao KTFP-S200P, chúng tôi áp dụng hệ thống lưỡi gạt mực kiểu kín hai mặt. Thiết kế này không chỉ đơn thuần giữ lưỡi gạt mực mà còn tạo ra môi trường áp suất giúp ổn định dòng chảy của mực và loại bỏ hiện tượng “trôi mực” thường gặp trong quá trình sản xuất tốc độ cao. Bằng cách kết hợp hệ thống này với các trục Anilox gốm cao cấp, KETE đảm bảo quá trình định lượng diễn ra mượt mà nhất có thể, từ đó kéo dài tuổi thọ của cả vật tư tiêu hao lẫn các trục Anilox.
Trong lĩnh vực in ống đồng, dòng sản phẩm KTMS-C của KETE được trang bị thiết kế kiểu khí nén cho cụm lưỡi gạt mực tối ưu. Khác với các hệ thống điều chỉnh thủ công, hệ thống điều khiển khí nén của chúng tôi đảm bảo áp lực hoàn toàn đồng đều trên toàn bộ chiều rộng của trục lăn, tự động bù đắp các sai lệch vi mô. Hơn nữa, các lưỡi dao của chúng tôi được điều khiển bởi các động cơ riêng biệt cho chuyển động dao động. Chuyển động độc lập này đảm bảo lưỡi dao luôn di chuyển liên tục, ngăn chặn cặn bẩn bám dính và gần như loại bỏ hoàn toàn các “vệt” thường gặp trên các máy in chất lượng thấp.
Khi lựa chọn KETE, bạn đang đầu tư vào một máy in mà độ ổn định của khung máy và độ chính xác của hệ thống dao cắt kết hợp với nhau một cách hoàn hảo về mặt kỹ thuật.
Phần kết luận
Lưỡi gạt mực là một kiệt tác của sự thỏa hiệp trong công nghiệp, đạt được sự cân bằng giữa độ cứng và độ dẻo dai, cũng như giữa chi phí và hiệu suất. Đối với các nhà in hiện đại, chìa khóa để nâng cao chất lượng nằm ở việc lựa chọn cẩn thận các kiểu dáng lưỡi gạt, cấu trúc đầu lưỡi và vật liệu, phù hợp với thành phần hóa học của mực in và tốc độ của máy in. Tuy nhiên, như chúng ta đã thấy, lưỡi gạt tốt nhất cũng chỉ phát huy hết tác dụng khi được lắp đặt trên một chiếc máy in phù hợp.
Với sự hiểu biết về mối quan hệ tương hỗ giữa thiết bị định lượng và tốc độ máy in, các nhà sản xuất có thể đạt được mục tiêu tối thượng trong sản xuất: chất lượng cao ở tốc độ nhanh với lượng phế phẩm tối thiểu. Tại KETE, chúng tôi cam kết mang đến sự ổn định cơ học và thiết kế sáng tạo để biến độ chính xác đó thành hiện thực trong cuộc sống hàng ngày.






