Giriş
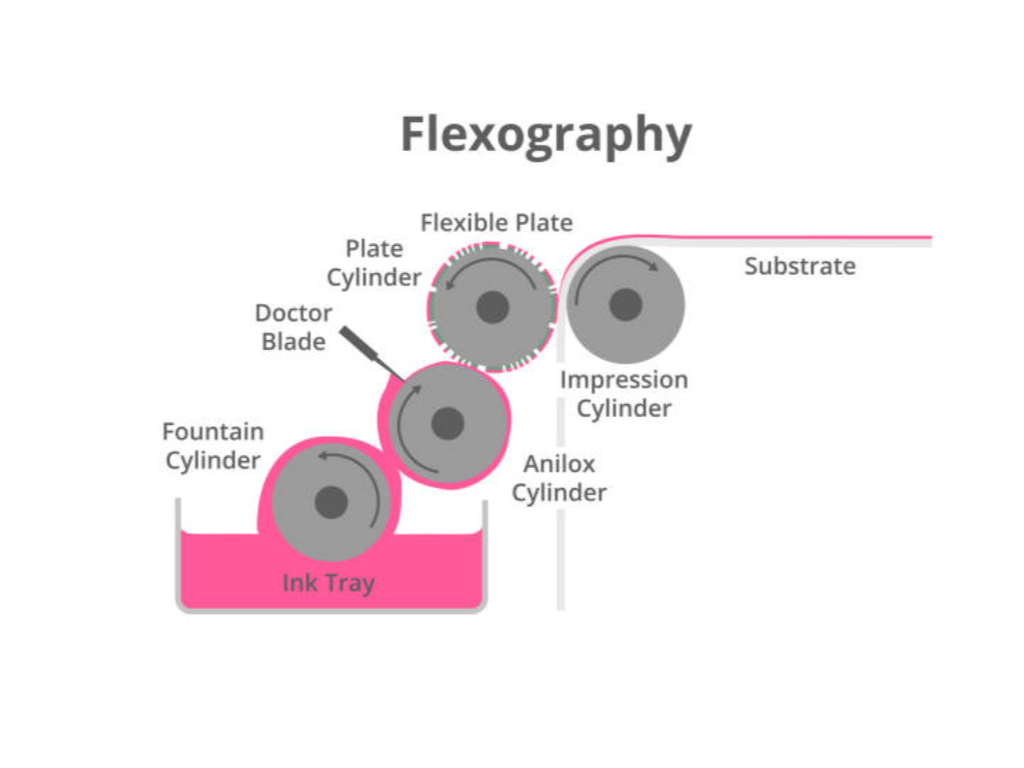
Yüksek hızlı bir üretim ortamında 0,1 mm'lik bir sıyırma bıçağı aşınması, 10.000 metre ambalaj alt tabakasını keserek potansiyel kârı endüstriyel atığa dönüştürebilir. Modern üretim ortamında hassasiyet sadece bir hayal değil, ekonomik sürdürülebilirliğin de temelidir. Üstün baskı kalitesini korumak ve bıçak ömrünü uzatmak için mekanik nüansları anlamak hayati önem taşır. Flekso baskı işleminin ve gravür baskının yüksek hız koşullarında, baskı sıyırma bıçağı karmaşık akışkan mekaniği ile son alt tabaka arasındaki kilit mekanik temas noktasıdır. Bu bileşen, görünüşte basit olması nedeniyle genellikle göz ardı edilir, ancak mürekkep filmi kalınlığının ve dolayısıyla basılı ürünün estetik ve işlevsel bütünlüğünün nihai yargıcıdır.
Üretimin artan hızı ve markaların mutlak renk tutarlılığı konusundaki artan talepleri ile birlikte, baskı sıyırma bıçaklarının seçimi ve uygulanmasının teknik özelliklerine hakim olmak sadece marjinal bir görev değil, aynı zamanda rekabetçi herhangi bir baskı işletmesi için gerekli bir beceri haline gelmiştir. Bu durum, özellikle aşındırıcı mürekkeplerle çalışırken, flekso baskı için bir sıyırma bıçağına karşı gravür sıyırma bıçakları için özel gereksinimleri belirlerken özellikle doğrudur.
Doktor Bıçağı Nedir ve Baskıda Neden Önemlidir?
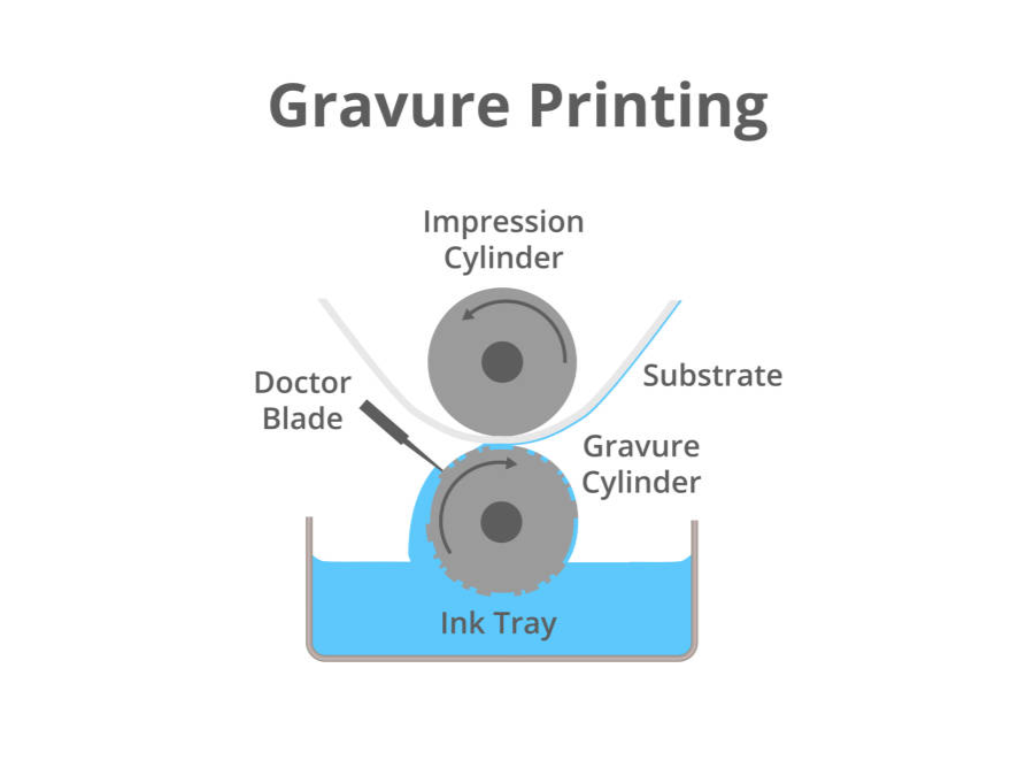
Sıyırma bıçağı, bir baskı silindirinin pürüzsüz yüzeyindeki veya bir aniloks silindirinin kazınmış hücrelerindeki fazla mürekkebi temizlemek için kullanılan, genellikle çelikten veya plastik bir bıçak sentetik polimerlerden yapılmış yüksek hassasiyetli bir şerittir. Ana amacı, ölçme veya klişeye veya alt tabakaya aktarılmadan önce gravürlerde yalnızca önceden belirlenmiş, doğru miktarda mürekkep kaldığından emin olma işlemidir.
Bu unsurun önemi göz ardı edilemez. Fleksografik sistemdeki sıyırma bıçağı hacimsel bir kontrolördür. Yokluğunda, mürekkep transferi kontrol edilemez, taşma, düzensiz yoğunluklar ve ton aralığının tamamen kaybolmasına neden olur. Ekonomik olarak, ana maliyet kontrol kollarından biri sıyırma bıçağıdır. Doğru ölçüm mürekkep israfını önleyecek ve ambalaj endüstrisinde sessiz kâr katilleri olan ıskarta sayısını sınırlayacaktır. Ayrıca bıçak, presin en maliyetli parçası olan seramik aniloks silindiri veya gravür silindirini de korur. Seçilen veya uygun şekilde bakımı yapılmayan bıçak, bu yüzeylerde sert parçacıkların neden olduğu kalıcı çiziklere yol açabilir, bu da ekipmanın feci şekilde bozulmasına ve bunların değiştirilmesi için büyük sermaye maliyetlerine neden olur.

Çalışma Prensibi: Doktor Bıçakları Hassasiyeti Nasıl Sağlar?
Sıyırma bıçağının çalışma verimliliği, mekanik silme ve sıvı kesme konseptine dayanır. Baskı silindiri yüksek hızlarda döndüğünden, fazla mürekkebi fıskiyeden baskı kalıbına taşır. Bu fazlalığı kesmek için sıyırma bıçağı, genellikle 30 ila 35 derece olmak üzere belirli bir temas açısına ayarlanır.
Bu, güçlerin ince bir dengeleme hareketidir. Bir tarafta, bıçağı silindire sabitlemek için bıçak üzerinde pnömatik veya mekanik basınç vardır. Diğer tarafta ise mürekkep filminin hidrodinamik kaldırma kuvveti vardır. Sıyırma bıçağı hızlı bir geçişte dikkatli bir bekçidir ve tutarlı mürekkep transferini sağlamak için mikroskobik kapısından yalnızca çok hassas miktarda mürekkebin geçmesine izin verilir. Basınç yetersiz olduğunda, bıçak mürekkep filmi üzerinde yüzer ve bu etkiye tükürme veya puslanma denir. Aşırı basınç daha yüksek bir sürtünme oranına yol açar, bu da bıçağın ve silindirin erken aşınmasına neden olur ve mürekkebin kimyasal viskozitesini değiştirmek için yeterli ısı üretebilir. Doğruluk, bıçak tutucunun stabilitesi ve bıçak ayak izinin veya silindirle gerçek temas alanının homojenliği ile sağlanır.
Baskıda Yaygın Doktor Bıçağı Türlerini Anlama
Doktor bıçakları homojen değildir; fiziksel geometrilerine ve içinde bulundukları mekanik sistemlere göre sınıflandırılabilirler.
Kenar Profillerine Göre Sınıflandırma
Bıçağın ucunun veya kenarının profili, zaman geçtikçe mürekkep ve silindirin yüzeyi ile etkileşimini tanımlar.
Lamella Tipi
Lamel ucu, temas kenarındaki daha düşük bir kalınlıkla tanımlanır. Örnek olarak, yeni bir bıçağın taban kalınlığı 0,20 mm ve lamel ucu 0,075 mm olabilir. Bu tasarımın ana faydası, temas alanının bıçağın aşınmasıyla değişmemesidir. Ton tutarlılığının son derece önemli olduğu yüksek çözünürlüklü baskıda lamel bıçak, ayak izinin genişlememesini ve uzun üretim çalışmaları sırasında mürekkep yoğunluğunun yerinden oynamamasını sağlamak için kullanılır.
Konik Tip
Eğimli kenar, tipik olarak 2 ila 15 derecelik bir açıyla taşlanmış eğimli bir uçtur. Eğimli bıçağın temas alanı, lamelden farklı olarak aşınma ile büyür. Ancak konik profil çok daha sağlamdır ve dönen bir aniloks silindiri ile birlikte etkili bir şekilde çalışır. Ağır mürekkep yüklerinin gerekli olduğu, aşındırıcı pigmentlerin (beyaz veya metalik mürekkepler) gerekli olduğu ve tonal noktaların mikroskobik değil, daha ziyade mekanik olması gereken düz renkli alanların basılacağı uygulamalarda kullanılır.
Yuvarlak/Yarıçaplı Tip
Eğimli kenar, tipik olarak 2 ila 15 derecelik bir açıyla taşlanmış eğimli bir uçtur. Eğimli bıçağın temas alanı, lamelin aksine aşınmayla birlikte büyür. Ancak konik profil çok daha sağlamdır. Ağır mürekkep yüklerinin gerekli olduğu, aşındırıcı pigmentlerin (beyaz veya metalik mürekkepler) gerekli olduğu ve tonal noktaların mikroskobik değil, daha ziyade mekanik olması gereken düz renkli alanların basılacağı uygulamalarda kullanılır.
Blade Sistemlerine Göre Sınıflandırma
Bıçağın etkinliği, içinde bulunduğu hazne veya tutucu sistemi tarafından da belirlenir.
Tek Kanatlı Sistemler
Geleneksel açık fıskiye sistemlerinde, bir aniloks rulosundan mürekkep transferini kontrol etmek için genellikle takip eden veya silme konumunda bir sıyırma bıçağı kullanılır. Tek bıçaklı sistemler ucuz ve kurulumu kolaydır, ancak mürekkep buharlaşmasına ve çevre kirliliğine eğilimlidirler. Yüksek hızlı endüstriyel uygulamalarda bunların yerini daha karmaşık konfigürasyonlar almaktadır.
Hazneli Doktor Bıçak Sistemleri
Çağdaş altın standart, özellikle fleksografide hazneli sistemdir. Biri ölçüm bıçağı, diğeri de muhafaza bıçağı olmak üzere iki bıçaktan oluşur ve bunlar kapalı bir hazne içine yerleştirilmiştir. Bu düzenleme mürekkebin sürekli basınçlı akışını sağlar, solvent bazlı mürekkeplerin buharlaşmasını ortadan kaldırır (ve böylece pH ve viskoziteyi korur) ve israf edilen mürekkep miktarını büyük ölçüde en aza indirirken baskı duruş süresini de azaltır. Yüksek hızlı operasyonlarda mürekkep sıçramasını ortadan kaldırmak için gereken hidrolik stabilite, hazneli sistem tarafından sağlanır.
Doktor Bıçağı Malzemelerini Keşfetmek: Çelik vs Sentetik
Malzeme seçimi doğruluk, dayanıklılık ve güvenlik arasında bir uzlaşmadır.
Karbon Çelik sektörde standarttır. En sert olanıdır ve çok ince toleranslara kadar taşlanabilir. Karbon çeliği, yüksek hızlı gravür veya ince ekran fleksoda kullanıldığında en keskin silmeyi verir. Bununla birlikte, su bazlı mürekkeplerle kullanıldığında kolayca korozyona uğrayabilir.
Paslanmaz Çelik korozyon sorununu çözer ve bu nedenle su kullanılarak yapılan fleksografik baskının standardıdır. Karbon çeliğinden biraz daha yumuşak olmasına rağmen, aksi takdirde bir aşındırıcıya dönüşecek ve aniloks silindirini tahrip edecek olan pasın gelişmesine izin vermez.
Plastik/Sentetik Bıçaklar (Polyester veya UHMW) çok popüler hale gelmiştir. Ana değer önerileri, güvenli olmaları, aşınmış çelik bıçakların oluşturduğu jilet keskinliğinde kenarlar oluşturmamaları ve operatörün yaralanma olasılığının daha düşük olmasıdır. Dahası, aniloks silindiri üzerinde çok daha yumuşaktırlar. Yüksek lpi (inç başına satır) çalışmalarında çeliğin ince ölçüm hassasiyetini yakalayamasalar da, oluklu baskı, kaplama ve geniş formatlı katı maddelerde iyidirler.
Seramik Kaplamalı Bıçaklar en yüksek kalitededir. Üreticiler, çelik bir taban üzerine mikroskobik bir seramik tabakası yerleştirerek bir bıçak üretir, bu da çeliğin doğruluğunun ve 3 ila 5 kat daha uzun olabilecek bir ömrün birleşimidir. Bıçak ne kadar az değişirse aktif üretim saati de o kadar artacağından bu, arıza süresini azaltmaya yönelik bir yatırımdır.
Stratejik Seçim: Doktor Bıçaklarını Sürecinizle Eşleştirme
Bu seçim öznel bir seçim değil, özellikle flekso baskı uygulamalarında bıçağın mekanik özelliklerinin ve mürekkep türünün baskının kinetik enerjisiyle eşleşmesi gereken çok değişkenli bir optimizasyon problemidir. Baskı odasında dengeye ulaşmak için dört ana teknik vektör dikkate alınmalıdır:
Baskı Tipi: Flekso, Gravür ve Ofset
Bıçak kalınlığı da dahil olmak üzere bıçağın yay gereksinimi mekanik arayüz tarafından belirlenir. Fleksoda, seramik aniloksun güvenliği üzerinde durulur; 0,15 mm tabanlı ve 0,075 mm lamelli bir bıçak, çizilmeyi önlemek için yüksek lpi çalışmalarında normdur. Gravürde, krom silindirin yüzey alanına dikkat edilir; geniş ağlar üzerinde puslanmayı önlemek için gerekli sertliği sağlamak üzere daha ağır bir 0,20 mm bıçak kullanılır. Kaplama ünitelerinde veya mürekkep kanalı ölçümünde, ofset baskı, profil termal genleşme nedeniyle eğrilmeden verniğin homojenliğini korumak için yüksek boyutsal kararlılığa sahip bıçaklara ihtiyaç duyar.
Mürekkep Kimyası ve Oksidasyon Direnci
Mürekkep reaktif bir kimyasal maddedir. Su bazlı mürekkepler, ölçüm kenarı boyunca mikroskobik oksidasyonu önlemek için paslanmaz çelikte en az yüzde 13 krom gerektirir. UV mürekkep sıçramasına eğilimli olan UV mürekkepler, çok fazla sürtünme yaratan yüksek yapışkanlık ve viskoziteye sahiptir. Buna yanıt olarak, ısı birikimini azaltmak ve modern UV formülasyonlarının agresif reçinelerine karşı kenar bütünlüğünü korumak için sertleştirilmiş uzun ömürlü kaplama önerilmektedir.
Üretim Hızı ve Hidrodinamik Kuvvet
Hız, mürekkebi yapısal bir güç haline getirir. Mürekkep, 300 m/dak'dan daha yüksek hızlarda hidrodinamik bir kama oluşturur ve bıçağı silindirden kaldırmaya çalışır - suda kızaklamaya benzer bir etki. Yüksek hızlarda temiz bir silme elde etmek amacıyla bu hidrolik kaldırmanın üstesinden gelmek için bıçağın uç kısmı çok sert olmalıdır. Bıçak, ağır bir kabarmada rotasında kalan ve aksi takdirde mürekkep kusmasına veya tehlikeye neden olacak basınçtan etkilenmeyen keskin bir gövde olmalıdır.
Aniloks-Up Oranı
Lamella kalınlığı ile Anilox Çizgi Ekranı (LPI) arasındaki korelasyon, seçimde kullanılacak en pratik ölçüdür. 1000 LPI'lık bir silindir söz konusu olduğunda, kenar şekilli hücrenin duvarları mikroskobiktir. Bıçağınızın ucu aşırı ince olduğunda, hücrelerin içine dalabilir ve bu da nokta kazancı veya renk dengesizliği ile sonuçlanabilir. Profesyonel temel kural: Bıçak ucunun kalınlığı, hücrelere mekanik olarak müdahale etmediğinden emin olmak için aniloks hücre duvarının genişliğinin yaklaşık iki katı olmalıdır.
Hızlı bir teknik referans olması açısından aşağıdaki tablo, sıyırma bıçağınızın ve pres sisteminin en iyi şekilde senkronize edilmesini sağlamak ve böylece malzeme israfını önlemek için gereken mühendislik standartlarının bir özetidir:
| Değişken | Mühendislik Ölçütü | Teknik Amaç | Sapmanın Etkisi |
| Flekso Temas Açısı | 30° - 35° | Temiz kesme geometrisi sağlayın | Aniloks çizme veya mürekkep tükürme |
| Gravür Doğrusal Basınç | 1,5 - 3,0 kg/cm | Görüntü olmayan alanlardaki mürekkebi temizleyin | Puslanma veya aşırı bıçak aşınması |
| Su Bazlı Mürekkep Kimyası | pH 8,5 - 9,5 | Kimyasal dengesizleşmeyi önleyin | Mikro çukurlaşma ve korozyon |
| UV Mürekkep Viskozitesi | Yüksek / Newtonyen Olmayan | Yüksek tutunma özelliğine sahip reçinelerde kesme | Bıçak yüzmesi ve yoğunluk kayması |
| Yüksek Hızlı Eşik | > 300 m/dak | Hidrodinamik kaldırmaya karşı koyma | Suda kızaklama ve mürekkep sızıntısı |
| Aniloks Duvar-Uç Oranı | 4 - 6 μm (@ 1200 LPI) / 2:1 Kuralı | Hücre duvarı bütünlüğünü korur | Anilox tepe kırılması |
Sorun Giderme ve Bakım: Yaygın Yazdırma Hatalarını Çözme
En iyi doktor bıçağı, bakımı yapılmadığında iyi çalışmayacaktır.
En yaygın kusurlar şunlardır Çizgiler ve Hatlar. Tipik olarak askıdan kaynaklanırlar - bıçak ve silindir arasına sıkışan küçük kurumuş mürekkep parçaları veya alt tabaka kalıntıları. Başlıca savunma yöntemleri haznenin düzenli olarak temizlenmesi ve mürekkep filtrelerinin kullanılmasıdır.
Mürekkep Tükürme UV mürekkeplerin kullanıldığı fleksografide yaygın bir durumdur. Mürekkep bıçağın arkasında biriktiğinde ve santrifüjle tülbent üzerine fırlatıldığında meydana gelir. Çözüm genellikle daha sert profilli bir lamel bıçağa geçmek veya hazne sistemine sönümleme eklemektir.
Gevezelik İşaretleri ağ üzerinde düzensiz renkte yatay çubuklardır. Bunun nedeni bıçakların titreşimidir. Temas açısını değiştirerek, bıçağın basıncını azaltarak veya makinenin yataklarını kontrol ederek düzeltilebilir.
Bakım, Sıkı Çalışma Prosedürüne (SOP) uygun olarak yapılmalıdır. Montajdan önce bıçaklarda çapak olup olmadığı kontrol edilmelidir. Bıçak tutucu silindire tam olarak paralel olmalıdır; 0,1 mm'lik en ufak bir yanlış hizalama düzensiz aşınma ve renk değişikliklerine neden olacaktır. Bir cerrahın sterilize edilmiş bir neştere ihtiyacı olduğu gibi, bir makine operatörünün de doktor bıçağına temiz bir neşter gibi davranması gerekir, çünkü mikroskobik bir çentik bile binlerce metre alt tabaka üzerinde görünür bir kusur olarak görülebilir.
Neden KETE Baskı Makinelerini Seçmelisiniz?
Teorik hassasiyet ile pratik üretim arasındaki boşluğu doldurmak isteyen kuruluşlar için ekipman üreticisinin mühendislik felsefesi belirleyici faktördür. KETE, doktor bıçağı entegrasyonuna sonradan düşünülmüş bir şey olarak değil, temel bir sistem bileşeni olarak yaklaşır.
KTFP-S200P Serisi yüksek hızlı flekso baskı makinelerimizde Çift Taraflı Kapalı Tip Doktor Bıçağı sistemi uyguluyoruz. Bu tasarım, bir bıçağı tutmaktan daha fazlasını yapar; mürekkep akışını stabilize eden ve yüksek hızlı üretimle ilişkili "dalgalanmayı" ortadan kaldıran basınçlı bir ortam yaratır. Bunu yüksek kaliteli Seramik Aniloks Silindirlerle eşleştiren KETE, ölçüm sürecinin mümkün olduğunca sürtünmesiz olmasını sağlayarak hem sarf malzemelerinin hem de silindirlerin ömrünü uzatır.
Gravür alanında KETE'nin KTMS-C Serisi, optimum sıyırma bıçağı montajı için bir Pnömatik Tip Tasarımına sahiptir. Manuel ayar sistemlerinin aksine, pnömatik kontrollerimiz, mikroskobik varyasyonları otomatik olarak telafi ederek silindirin tüm genişliği boyunca mükemmel bir eşit basınç sağlar. Ayrıca, bıçaklarımız salınım hareketi için Ayrı Motorlar tarafından kontrol edilir. Bu bağımsız hareket, bıçağın sürekli olarak yer değiştirmesini sağlayarak döküntülerin yerleşmesini önler ve düşük kaliteli makinelerin başına bela olan "çizgileri" neredeyse tamamen ortadan kaldırır.
KETE'yi seçtiğinizde, çerçevenin sağlamlığı ve bıçak sisteminin hassasiyetinin mükemmel bir mühendislik sinerjisi içinde çalıştığı bir baskı makinesine yatırım yapmış olursunuz.
Sonuç
Sıyırma bıçağı, sertlik ve esneklik ile maliyet ve performans arasında bir denge kuran endüstriyel bir uzlaşma şaheseridir. Çağdaş matbaacılar için daha iyi kaliteye giden yol, mürekkeplerinin kimyasına ve baskı makinelerinin hızına göre bıçak profillerinin, uç konfigürasyonlarının ve malzemelerinin dikkatli bir şekilde seçilmesinden geçmektedir. Ancak gördüğümüz gibi, en iyi bıçak ancak onu taşıyan makine kadar iyidir.
Ölçüm aleti ve baskı makinesi hızı arasındaki simbiyotik ilişkinin bilinmesiyle, üreticiler üretimin kutsal kasesine ulaşabilir: minimum atıkla yüksek hızlı kalite. KETE olarak, bu hassasiyeti günlük yaşamda gerçeğe dönüştürmek için mekanik stabilite ve yenilikçi tasarım sunmaya kararlıyız.






