ในภูมิทัศน์ที่เข้มงวดของการแปรรูปวัสดุในอุตสาหกรรม การเปลี่ยนผ่านจากม้วนหลักไปสู่แถบแคบที่เสร็จสมบูรณ์และม้วนขนาดเล็กบนเครื่องตัดแบบประสิทธิภาพสูงไม่ใช่เพียงแค่ความจำเป็นทางกลไกเท่านั้น แต่ยังเป็นปัจจัยเชิงกลยุทธ์ในห่วงโซ่คุณค่าการผลิต ซึ่งนำไปสู่ผลิตภัณฑ์สุดท้ายที่ต้องการ ในบรรดาวิธีการตัดเฉือนที่ใช้เพื่อให้บรรลุเป้าหมายนี้ในหลากหลายอุตสาหกรรม การตัดเฉือนแบบเฉือนเป็นวิธีการที่ก้าวหน้าและหลากหลายวัตถุประสงค์ที่สุดในบรรดาวิธีการต่างๆ ที่ใช้เพื่อให้บรรลุเป้าหมายนี้โดยพื้นฐานแล้ว การตัดเฉือนเป็นการประยุกต์ใช้กลศาสตร์ที่มีวัตถุประสงค์เพื่อปรับสมดุลลักษณะทางกายภาพของวัสดุหลากหลายชนิดให้สอดคล้องกับลักษณะการเคลื่อนไหวเชิงจลน์ของการหมุนด้วยความเร็วสูง การดำเนินการนี้ทำเพื่อรักษาความสมบูรณ์ของวัสดุและในขณะเดียวกันก็เพื่อให้ได้คุณภาพของขอบที่มีมาตรฐานสูงตามที่การผลิตสมัยใหม่ต้องการ
คู่มือฉบับนี้เป็นเอกสารเชิงเทคนิคที่ละเอียดเกี่ยวกับการตัดเฉือนแบบเฉือน (shear slitting process) ปัจจัยสำคัญที่กำหนดความสำเร็จของกระบวนการนี้ และการนำไปใช้ในเชิงกลยุทธ์ในเครื่องตัดและม้วนกลับแบบกำลังการผลิตสูง (high-output slitter rewinders)
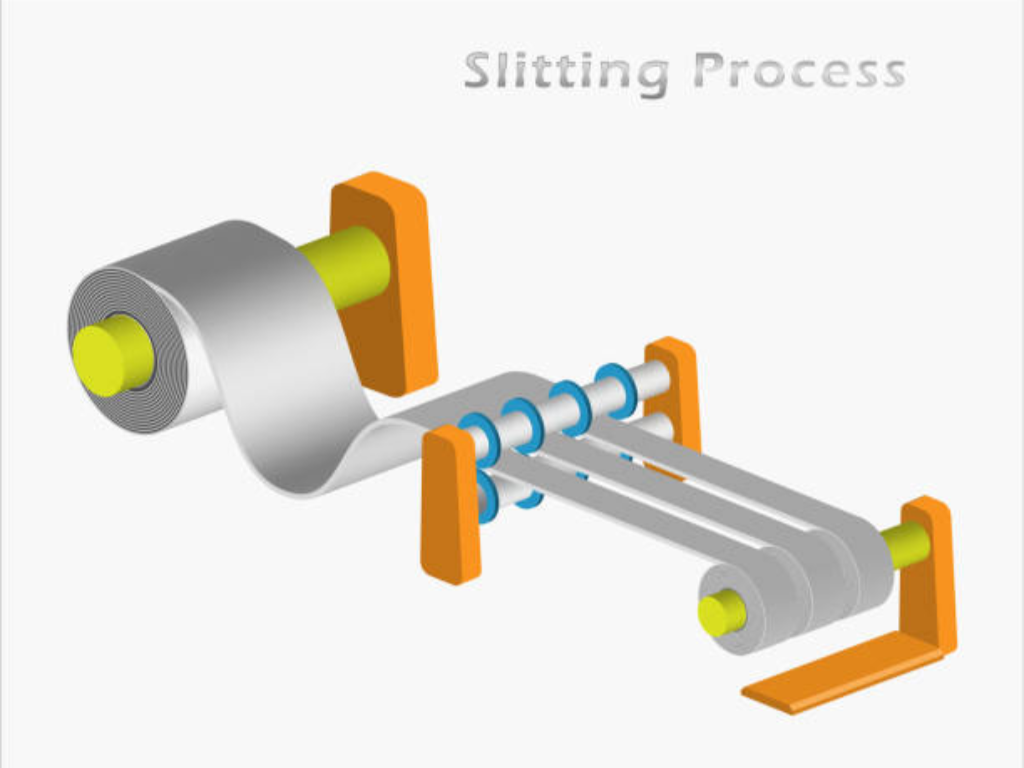
การตัดเฉือนคืออะไรและทำงานอย่างไร
ในการเรียนรู้เกี่ยวกับการตัดเฉือนแบบเฉือน (shear slitting) จำเป็นต้องเรียนรู้เกี่ยวกับสิ่งที่เรียกว่าการตัดแบบกรรไกร (scissor action) ซึ่งแตกต่างจากการตัดแบบมีดโกน (razor slitting) ที่ใช้ใบมีดคงที่แทงทะลุผ่านวัสดุที่เคลื่อนที่ หรือแบบการตัดแบบกดรอย (score slitting) ที่ใช้การกดเพื่อบีบเส้นใยให้แนบกับทั่งแข็ง การตัดเฉือนแบบเฉือนจะใช้ใบมีดเฉือนแบบหมุนสองใบ ซึ่งเรียกว่ามีดตัวผู้ (ด้านบน) และมีดตัวเมีย (ด้านล่าง) หรือแถบมีด
กระบวนการทางกลเริ่มต้นด้วยการป้อนวัสดุเป็นม้วนผ่านระหว่างใบมีดตัดวงกลมสองใบที่ตัดกัน วัสดุจะเคลื่อนที่ผ่านระหว่างใบมีดทั้งสองซึ่งสัมผัสกันในลักษณะคล้ายกรรไกรอุตสาหกรรมที่มีความแม่นยำสูงสองอันที่เคลื่อนที่ด้วยความเร็วเท่ากันกับวัสดุ เมื่อวัสดุเคลื่อนที่ผ่านบริเวณที่ถูกตัด ซึ่งเป็นจุดตัดของใบมีดทั้งสอง วัสดุจะเกิดการเสียรูปเฉพาะจุดในบริเวณนั้นใบมีดด้านบนให้แรงเฉือนลงด้านล่าง และใบมีดด้านล่างให้การสนับสนุนขึ้นด้านบนในลักษณะที่ต่อต้านกัน ซึ่งก่อให้เกิดระนาบการเฉือนแนวตั้งสำหรับการเฉือนที่สะอาดของใบมีด นี่คือการแตกหักทางศัลยกรรมของวัสดุตามระนาบนี้ เนื่องจากการตัดเกิดจากการเฉือน ไม่ใช่การบดหรือการลาก ขอบที่ได้จึงสะอาดเป็นพิเศษ ไม่มีเศษหรือฝุ่นที่สามารถพบได้ในเทคนิคที่ไม่แม่นยำเท่า
ความเร็วในการหมุนของใบมีดและความตึงของเส้นใยควบคุมฟิสิกส์ของการปฏิสัมพันธ์นี้เพื่อให้มีประสิทธิภาพ การเฉือนจะต้องมีจุดสัมผัสที่คงที่และควบคุมได้ระหว่างใบมีด ส่งผลให้ได้คุณภาพขอบที่เหนือกว่า การสัมผัสนี้ไม่ได้เป็นเพียงผลจากการจัดแนวเท่านั้น แต่เป็นการปรับเทียบแรงที่ควบคุมได้ซึ่งทำให้วัสดุถูกแยกออกจากกันในลักษณะที่สะอาดในระดับโมเลกุลหรือเส้นใย ขึ้นอยู่กับวัสดุฐาน ซึ่งทำให้การเฉือนแบบเฉือนเป็นกระบวนการที่ต้องการในวัสดุคอมโพสิตที่ซับซ้อนและวัสดุหลายชั้นซึ่งการลอกชั้นหรือการหลุดลุ่ยของขอบจะทำให้ผลิตภัณฑ์ใช้การไม่ได้
2 ประเภทของการตัดเฉือน: การตัดเฉือนแบบสัมผัสกับผิว (Tangential) กับการตัดเฉือนแบบห่อหุ้ม (Wrap Slitting)
แม้ว่าหลักการพื้นฐานของกรรไกรจะยังคงเหมือนเดิมเสมอ แต่รูปทรงเรขาคณิตของการปฏิสัมพันธ์ระหว่างเส้นทางของวัสดุกับใบมีดวงกลมและใบมีดนั้นนำมาซึ่งสองแบบที่แตกต่างกัน ประเภทของการตัดเฉือน วิธีการ: การตัดเฉียงและการตัดแบบพันรอบ การตัดสินใจเลือกใช้ระหว่างวิธีเหล่านี้ขึ้นอยู่กับการเปรียบเทียบระหว่างความง่ายในการตั้งค่าและความเสถียรของวัสดุ
การตัดเฉียง: ประสิทธิภาพและการเข้าถึง
ในการตัดแบบเฉียง วัสดุเว็บจะตรงและสัมผัสเฉพาะจุดสัมผัสระหว่างใบมีดด้านบนและด้านล่างเท่านั้น ซึ่งสัมพันธ์กับมุมตัดที่คุณเลือก เนื้อหาจะอยู่รอบนอกของเส้นโค้งของใบมีด ข้อดีหลักของการตั้งค่านี้คือติดตั้งได้ง่าย เนื่องจากเว็บไม่ได้ล้อมรอบเพลาด้านล่าง ผู้ปฏิบัติงานจึงสามารถจัดตำแหน่งใบมีดและร้อยเครื่องจักรได้โดยใช้เวลาหยุดทำงานน้อยลงมาก
อย่างไรก็ตาม การตัดเฉียงให้แนวตัดที่ให้การสนับสนุนน้อยกว่าต่อแผ่นวัสดุในช่วงจุดแตกหัก ซึ่งเหมาะสำหรับวัสดุที่มีน้ำหนักมากหรือวัสดุฐานที่หนาและมีความแข็งแรงภายในเพียงพอที่จะทนต่อการสั่นสะเทือนได้ ในวัสดุที่มีแนวโน้มที่จะสั่นสะเทือนที่ความถี่สูงหรือมีการทอของเส้นใยในแผ่นที่ถี่ การตัดเฉียง เช่นเดียวกับการตัดบด อาจประสบปัญหาในการรักษาความตรงของขอบที่แน่นอนซึ่งจำเป็นในแอปพลิเคชันระดับสูง
การตัดและม้วน: ความเสถียรสูงสุดและความแม่นยำสูง
การตัดแบบห่อคือกระบวนการที่วัสดุถูกพันรอบใบมีดด้านล่างหรือลูกกลิ้งรองรับบางส่วนในขณะตัด การจัดวางเช่นนี้จะช่วยให้วัสดุได้รับการรองรับอย่างมั่นคงจากพื้นผิวแข็งในจุดที่สัมผัสกับใบมีดด้านบนพอดี อันตรายจากการเคลื่อนที่ด้านข้างหรือแนวตั้งจะลดลงอย่างมากเนื่องจากการล็อกวัสดุไว้กับแถบด้านล่าง
นี่คือวิธีการที่นิยมใช้มากที่สุดสำหรับฟิล์มบางพิเศษ ฟอยล์ และกระดาษน้ำหนักเบา ซึ่งการสั่นสะเทือนเพียงเล็กน้อยอาจทำให้เกิดขอบหยักได้ การพันเพื่อตัดช่วยให้อัตราการผลิตเร็วขึ้นเนื่องจากแรงตึงที่คงที่บนเพลาด้านล่างต้านทานแรงเหวี่ยงของวัสดุ แม้ว่ากระบวนการร้อยด้ายจะซับซ้อนกว่าและต้องมีการจัดแนวเส้นทางของวัสดุให้แม่นยำมากขึ้น แต่ความกว้างของรอยตัดและความสม่ำเสมอของขอบที่ได้นั้นไม่มีใครเทียบได้
พารามิเตอร์สำคัญสำหรับการตัดเฉือนให้ได้คุณภาพ
ในวิศวกรรมความแม่นยำ ความแตกต่างระหว่างขอบที่สมบูรณ์แบบกับเศษวัสดุคือผลประโยชน์ส่วนเพิ่มที่ได้รับจากการปรับพารามิเตอร์ให้เหมาะสมที่สุด ซึ่งช่วยให้สามารถตัดได้อย่างแม่นยำ การตั้งค่าเหล่านี้ละเอียดอ่อนมากในการปรับแต่งให้เหมาะสม เช่นเดียวกับเครื่องดนตรีระดับสูง ความแตกต่างเพียงเล็กน้อยสามารถเปลี่ยนแปลงความกลมกลืนของระบบทั้งหมดได้

มุมเอียงและระยะซ้อนใบมีด
มุมแคนท์คือมุมเล็ก ๆ ที่ใบมีดด้านบนเอียงเมื่อเทียบกับแถบด้านล่าง โดยปกติจะกำหนดไว้ที่ 0.5 ถึง 1.0 มุมแคนท์นี้มีไว้เพื่อให้แน่ใจว่าใบมีดจะไม่เสียดสีกันด้วยพื้นผิวเรียบทั้งหมด แต่จะเสียดสีกันเพียงจุดเดียวที่เรียกว่าจุดบีบ เมื่อมุมแคนท์ต่ำเกินไป ใบมีดจะเสียดสีกันมากเกินไป ทำให้เกิดความร้อนและฝุ่นมากเกินไปเมื่อมันใหญ่เกินไป การ 'ตัด' จะรุนแรงเกินไปและใบมีดจะสึกหรอเร็วกว่าที่ควรและอาจทำให้ขอบเป็นรอยได้ โดยเฉพาะเมื่อใช้เครื่องตัดแบบใบมีดวงกลม
ระยะห่างในแนวดิ่งที่ใบมีดด้านบนตัดต่ำกว่าขอบบนของแถบด้านล่างเรียกว่า การซ้อนทับของใบมีด (Blade Overlap) การตั้งค่ามาตรฐานทั่วไปสำหรับการซ้อนทับจะอยู่ในช่วง 0.015 ถึง 0.030 (0.4 มม. ถึง 0.75 มม.)การซ้อนทับที่ถูกต้อง ควบคู่กับเทคโนโลยีล้ำสมัย ช่วยให้วัสดุถูกตัดขาดอย่างสมบูรณ์ การซ้อนทับไม่เพียงพอจะทำให้เกิดการตัดขาดไม่สมบูรณ์หรือตัดไม่ขาด ในขณะที่การซ้อนทับมากเกินไปจะทำให้เกิดการเสียดสีและอาจทำให้วัสดุถูกดันหรือจับตัวกันเป็นก้อนที่จุดตัด ซึ่งจะทำให้ทั้งวัสดุฐานและใบมีดเสียหาย
อัตราส่วนแรงดันด้านข้างและอัตราส่วนความเร็วเกิน
แรงแนวนอนที่ใช้ในการดันใบมีดตัวผู้ให้แนบกับแถบตัวเมียเรียกว่า แรงกดด้านข้าง (Side Load Pressure) แรงนี้ควรมีเพียงพอที่จะรักษาการสัมผัสแบบสปริงให้คงที่ขณะหมุนด้วยความเร็วสูง แต่ไม่ควรมากจนก่อให้เกิดแรงต้านทานที่ไม่พึงประสงค์เมื่อต้องประมวลผลฟิล์มหนา โดยทั่วไปแล้ว แรงกดด้านข้างที่เหมาะสมจะอยู่ระหว่าง 2 ถึง 5 ปอนด์ การใช้แรงกดด้านข้างที่ถูกต้องจะช่วยให้ใบมีดไม่สั่นหรือแยกออกจากกันเมื่อพบการเปลี่ยนแปลงของความหนาหรือความหนาแน่นของวัสดุ
หนึ่งในพารามิเตอร์ที่สำคัญที่สุดซึ่งมักถูกมองข้ามคือปัจจัยสำคัญ นั่นคือ อัตราส่วนความเร็วเกิน (Overspeed Ratio) เมื่อทำการตัดเฉือน (Shear Slitting) มีดล่างที่เป็นตัวเมีย (Female Knife) มักจะถูกตั้งให้ทำงานที่ความเร็วสูงกว่าความเร็วของวัสดุหลัก (Web Speed) อยู่ประมาณ 3-5 เปอร์เซ็นต์ วิธีนี้จะทำให้เกิดแรงดึงเล็กน้อยซึ่งช่วยในการดึงวัสดุให้ผ่านจุดตัดได้ดียิ่งขึ้นความเร็วเกินนี้ช่วยให้แน่ใจว่าวัสดุไม่ชะลอตัวหรือสะสม ซึ่งเป็นสิ่งจำเป็นในการรักษาความคมและสะอาดของขอบ และหลีกเลี่ยงการแตกของเส้นใยในสายการผลิตความเร็วสูง
เมื่อใดควรเลือกการตัดเฉือนเหนือการตัดด้วยใบมีดหรือการทำรอย
การเปลี่ยนมาใช้การตัดเฉือนแทนเทคนิคอื่น ๆ เป็นการคำนวณความคุ้มค่าระหว่างต้นทุน คุณภาพ และความเข้ากันได้ของวัสดุ
กรรไกรตัดกับมีดโกน: การตัดด้วยใบมีดโกนเป็นวิธีการที่มีค่าใช้จ่ายน้อยที่สุด แต่ถูกจำกัดโดยหลักฟิสิกส์ของการตัดแบบลาก เมื่อใบมีดโกนทื่อ มันจะสร้างความร้อนและฝุ่น นอกจากนี้ยังไม่สามารถใช้กับวัสดุแข็งที่จะตัดขอบใบมีดโกนได้ในเวลาไม่กี่นาที เมื่อเปรียบเทียบกัน การตัดแบบเฉือนเป็นการตัดแบบเย็น ซึ่งแทบไม่ก่อให้เกิดฝุ่น และเป็นตัวเลือกเดียวในสภาพแวดล้อมห้องสะอาดหรือบรรจุภัณฑ์เกรดทางการแพทย์
แรงเฉือน vs. การตัด การตัดแบบทำรอย (crush cut) มีประสิทธิภาพดีมากกับวัสดุไม่ทอและสิ่งทอบางประเภท แต่โดยพื้นฐานแล้วอาศัยการบดอัดวัสดุ ซึ่งจะทำให้เกิดขอบที่เป็นเม็ดหรือหนาขึ้น ซึ่งอาจรบกวนการพันหรือการพิมพ์ในขั้นตอนต่อไป การตัดแบบเฉือนสามารถรักษาความหนาเดิมของวัสดุไว้จนถึงขอบ ซึ่งเป็นสิ่งสำคัญอย่างยิ่งสำหรับวัสดุเคลือบผิวที่เปราะบางและวัสดุฐานที่ต้องการความแม่นยำสูง
แม้ว่าการตัดเฉือนแบบเฉือนจะต้องการการลงทุนเริ่มต้นที่สูงขึ้นสำหรับที่จับมีดและใบมีดที่เจียรด้วยความแม่นยำ แต่การลงทุนนี้จะได้รับคืนจากการสูญเสียที่น้อยลง ระยะเวลาการลับมีดที่ยาวนานขึ้น และความสามารถในการทำงานที่ความเร็วสูงกว่ามากโดยไม่ส่งผลกระทบต่อคุณภาพ
อุตสาหกรรมหลักและความเหมาะสมของวัสดุสำหรับการตัดเฉือน

การตัดเฉือนแบบเฉือนเป็นรากฐานของอุตสาหกรรมที่มีการเติบโตสูงหลายประเภทเนื่องจากความหลากหลายในการใช้งาน
บรรจุภัณฑ์ที่ยืดหยุ่น ฟิล์มหลายชั้นที่ใช้ในบรรจุภัณฑ์อาหารและยาต้องการการตัดที่ไม่ทำให้เกิดการลอกชั้นออก การตัดแบบเฉือนถูกนำมาใช้เพื่อให้แน่ใจว่าชั้นกั้นไม่ได้รับความเสียหาย
ผ้าไม่ทอและสิ่งทอ: ในกรณีของผลิตภัณฑ์สุขอนามัยและผ้าเช็ดทำความสะอาดทางการแพทย์ การตัดเฉือนแบบเฉือนจะปราศจากฝุ่น ดังนั้นผลิตภัณฑ์สุดท้ายจึงปลอดภัยและสะอาด
กระดาษและฉลากพิเศษ: การตัดเฉือนแบบเฉือนให้ประโยชน์ทั้งด้านความสวยงามและการใช้งานที่จำเป็นสำหรับผลิตภัณฑ์ผู้บริโภคระดับสูง ไม่ว่าจะเป็นกระดาษภาพถ่ายที่มีความเงาสูงหรือฉลากความร้อน
แบตเตอรี่รถยนต์ไฟฟ้า (EV) แบตเตอรี่ลิเธียมไอออนผลิตขึ้นโดยการตัดแผ่นฟอยล์อะลูมิเนียมและทองแดงบาง ๆ ที่เคลือบด้วยสารเคมีที่มีปฏิกิริยาทางเคมีออกมา แผ่นฟอยล์เหล่านี้อาจเกิดเศษหรือฝุ่นในระหว่างกระบวนการนี้ ซึ่งอาจทำให้เกิดการลัดวงจรในเซลล์แบตเตอรี่ได้ มาตรฐานอุตสาหกรรมในการให้ขอบที่ปราศจากเศษหรือฝุ่นคือการใช้การตัดเฉือน
คู่มือการแก้ไขปัญหา: ข้อบกพร่องทั่วไปและวิธีแก้ไขอย่างมืออาชีพ
แม้จะมีอุปกรณ์ที่ดีที่สุด ตัวแปรภายนอกก็ยังสามารถก่อให้เกิดข้อบกพร่องได้ การระบุสาเหตุที่แท้จริง โดยเฉพาะอย่างยิ่งในส่วนที่เกี่ยวข้องกับรูปทรงของใบมีด จำเป็นต้องใช้วิธีการที่เป็นระบบในการสร้างสมดุลทางกล
| ข้อบกพร่อง / อาการ | สาเหตุทางกลที่เป็นไปได้ | โซลูชัน |
| การสะสมของฝุ่นละอองมากเกินไป | มุมแคนท์ไม่ถูกต้องหรือคมใบมีดทื่อทำให้เกิดการเสียดสีแทนการตัดเฉือน | ปรับมุมเอียงใหม่เป็น 0.5° และตรวจสอบขอบใบมีดภายใต้การขยายเพื่อหาการสึกหรอ |
| ขอบคมหรือ "ขอบหยัก" | แรงดันด้านข้างไม่เพียงพอหรือสายรัดตัวเมียสึกหรอทำให้ใบมีดแยกออกจากกันชั่วคราว | ค่อยๆ เพิ่มแรงกดด้านระบบลม/สปริง; ตรวจสอบให้แน่ใจว่าแถบด้านล่างมีมุมที่คมและเป็นสี่เหลี่ยม |
| วัสดุ "การไถ" / ขอบหยัก | การซ้อนทับของใบมีดถูกตั้งค่าไว้ลึกเกินไป ทำให้วัสดุเกิดการเสียรูปก่อนที่จะถูกตัด | ยกที่วางมีดด้านบนขึ้นเพื่อลดการเจาะในแนวดิ่ง (เป้าหมาย 0.4 มม. – 0.75 มม.) |
| การขาดของเส้นใย / ความกว้างของรอยตัด | ความตึงของสายพานที่ไม่เหมาะสมหรืออัตราส่วนความเร็วเกินที่ไม่ถูกต้อง | ตรวจสอบให้แน่ใจว่าเพลาด้านล่างหมุนเร็วกว่าสายพาน 3-5% และให้แน่ใจว่ามีความตึงสม่ำเสมอทั่วทั้งความกว้างของเครื่อง |
วิศวกรรมความแม่นยำของ KETE ขจัดปัญหาการตัดเฉือนอย่างไร
การตัดเฉือนแบบเฉือนเป็นกระบวนการที่ละเอียดอ่อนซึ่งต้องการความแม่นยำในระดับที่เครื่องจักรส่วนใหญ่ไม่สามารถรักษาไว้ได้เมื่อเวลาผ่านไป ที่นี่ปรัชญาทางวิศวกรรมของ KETE เข้ามาเติมเต็มช่องว่างระหว่างทฤษฎีกับการปฏิบัติในโรงงานผลิตในอุตสาหกรรมต่างๆ มากมาย เครื่องตัดและม้วนกลับซึ่งเป็นเครื่องตัดขั้นสูง ใช้ประโยชน์จากเทคโนโลยีการตัดแบบหมุนที่ควบคุมด้วยเซอร์โว เพื่อให้ได้ความแม่นยำที่น่าประทับใจถึง ±0.1 มม. สร้างขอบที่สะอาดบนฟิล์มพลาสติก ฟอยล์ และวัสดุไม่ทอด้วยความเร็วสูงถึง 500 ม./นาที
องค์ประกอบพื้นฐานของการแสดงนี้คือการเน้นย้ำอย่างไม่ลดละต่อความแข็งแกร่งของโครงสร้าง KETE ใช้โครงที่ลดการสั่นสะเทือนและตลับลูกปืนแกนหมุนที่มีความแม่นยำสูงเพื่อยกเลิกการสั่นสะเทือนในระดับไมครอนที่มักก่อให้เกิดข้อบกพร่องที่ขอบ นอกเหนือจากพลังทางกลแล้ว เครื่องจักรของเรายังผสานการทำงานอัตโนมัติระดับสูง เช่น การควบคุมความตึงที่แม่นยำและการนับความยาวอัตโนมัติ เพื่อทำให้กระบวนการแกะและม้วนกลับของแผ่นที่พันอยู่เป็นเรื่องง่ายขึ้นKETE ช่วยประหยัดเวลาในการตั้งค่าและลดการสูญเสียวัสดุได้มากโดยการแทนที่การทดลองและข้อผิดพลาดด้วยระบบควบคุมที่สามารถทำซ้ำได้และมีคุณภาพสูง สำหรับผู้แปลงสัญญาณ หมายถึงการลดการบำรุงรักษาและเพิ่มผลตอบแทนจากการลงทุนสูงสุด ซึ่งหมายความว่าการผลิตความเร็วสูงสามารถให้คุณภาพที่เสถียรและคมชัดในทุกสภาพแวดล้อมได้เสมอ ติดต่อทีมงานของเราวันนี้!
บทสรุป
การตัดเฉือนไม่ใช่เพียงแค่กระบวนการทางกลเท่านั้น แต่เป็นจุดตัดที่สำคัญระหว่างฟิสิกส์และกลยุทธ์อุตสาหกรรม ในโลกที่ราคาวัสดุเพิ่มขึ้นและความทนทานต่อคุณภาพลดลง ความสามารถในการสร้างขอบที่สะอาด ปราศจากฝุ่น ด้วยความเร็วสูงโดยใช้มีดอัตโนมัติถือเป็นข้อได้เปรียบทางการแข่งขันที่สำคัญ ดังที่เราได้กล่าวไว้ ประสิทธิภาพของกระบวนการนี้ถูกกำหนดโดยความรู้เกี่ยวกับพารามิเตอร์ทางเทคนิคและความแม่นยำของเครื่องจักรที่อยู่เบื้องหลังผ่านการลงทุนในเทคโนโลยีที่เหมาะสมและทัศนคติที่เคร่งครัดต่อการติดตั้งและการบำรุงรักษา ผู้แปลงสามารถมั่นใจได้ว่าสายการผลิตของพวกเขามีประสิทธิภาพ ยั่งยืน และที่สำคัญที่สุดคือมีความแม่นยำ






