Введение
Износ шаберного лезвия на 0,1 мм в условиях высокоскоростного производства может разрезать 10 000 метров упаковочной подложки, превращая потенциальную прибыль в промышленные отходы. Точность в современных условиях производства - это не только мечта, но и основа экономической устойчивости. Чтобы сохранить превосходное качество печати и продлить срок службы ножей, понимание механических нюансов жизненно необходимо. В высокоскоростных условиях флексографской и глубокой печати ракель печатного станка является ключевой механической точкой контакта между сложной механической жидкостью и конечной подложкой. Этот компонент часто игнорируют из-за его кажущейся простоты, но именно от него зависит толщина красочной пленки и, следовательно, эстетическая и функциональная целостность печатной продукции.
С ростом темпов производства и повышением требований брендов к абсолютной насыщенности цвета владение техническими особенностями выбора и применения печатных ракельных ножей стало не только второстепенной задачей, но и необходимым навыком любого конкурентоспособного полиграфического предприятия. Это особенно актуально при определении специфических требований к ракельным ножам для глубокой печати в сравнении с ракельными ножами для флексографской печати, особенно при работе с абразивными красками.
Что такое лезвие доктора и почему оно имеет значение в полиграфии
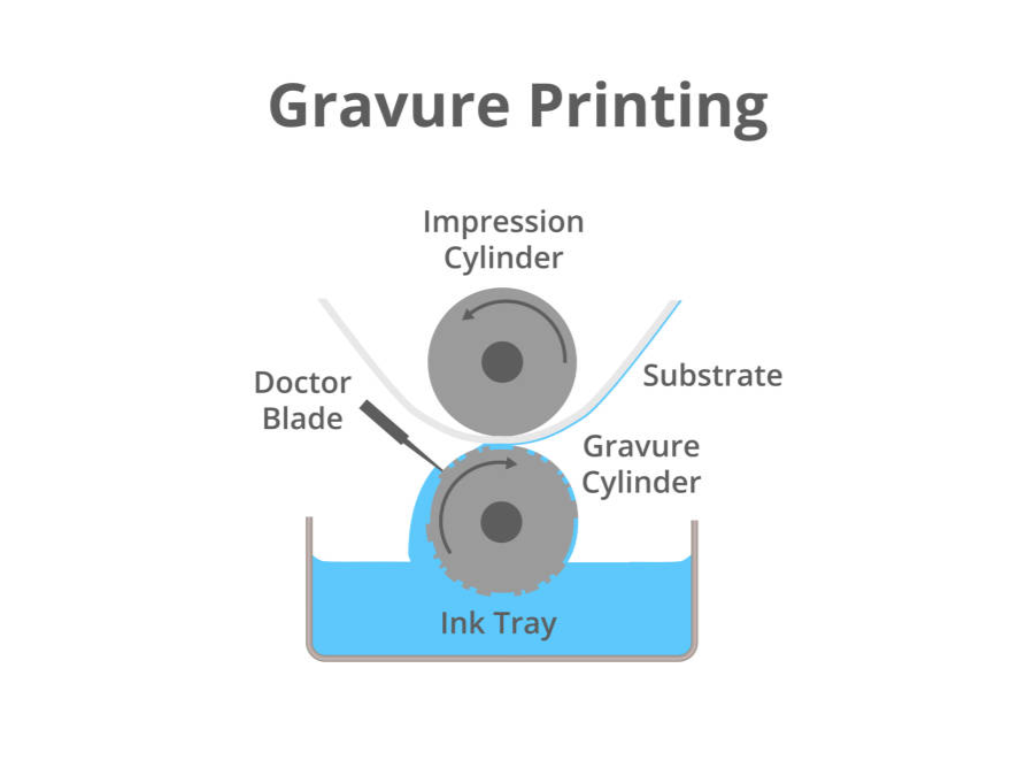
Ракельное лезвие - это высокоточная полоса, обычно изготовленная из стали или синтетических полимеров, которая используется для очистки излишков краски на гладкой поверхности печатного цилиндра или гравированных ячеек анилоксового вала. Ее основное назначение - дозирование, или процесс обеспечения того, чтобы в гравюре оставалось только заранее установленное, точное количество краски перед ее переносом на пластину или подложку.
Значение этого элемента невозможно переоценить. Ракельный нож во флексографической системе - это регулятор объема. В его отсутствие перенос краски был бы неконтролируемым, что привело бы к заливанию, неравномерной плотности и полной потере тонального диапазона. С экономической точки зрения одним из основных рычагов контроля затрат является ракельный нож. Правильная дозировка позволит сэкономить на растрате чернил, а также ограничить количество брака, который является тихим убийцей прибыли в упаковочной промышленности. Кроме того, лезвие защищает самую дорогостоящую часть печатной машины: керамический анилоксовый вал или гравированный цилиндр глубокой печати. Выбранное или неправильно обслуживаемое лезвие может привести к образованию постоянных задиров, вызванных твердыми частицами на этих поверхностях, что приведет к катастрофической поломке оборудования и огромным капитальным затратам на его замену.

Принцип работы: как Doctor Blades обеспечивает точность
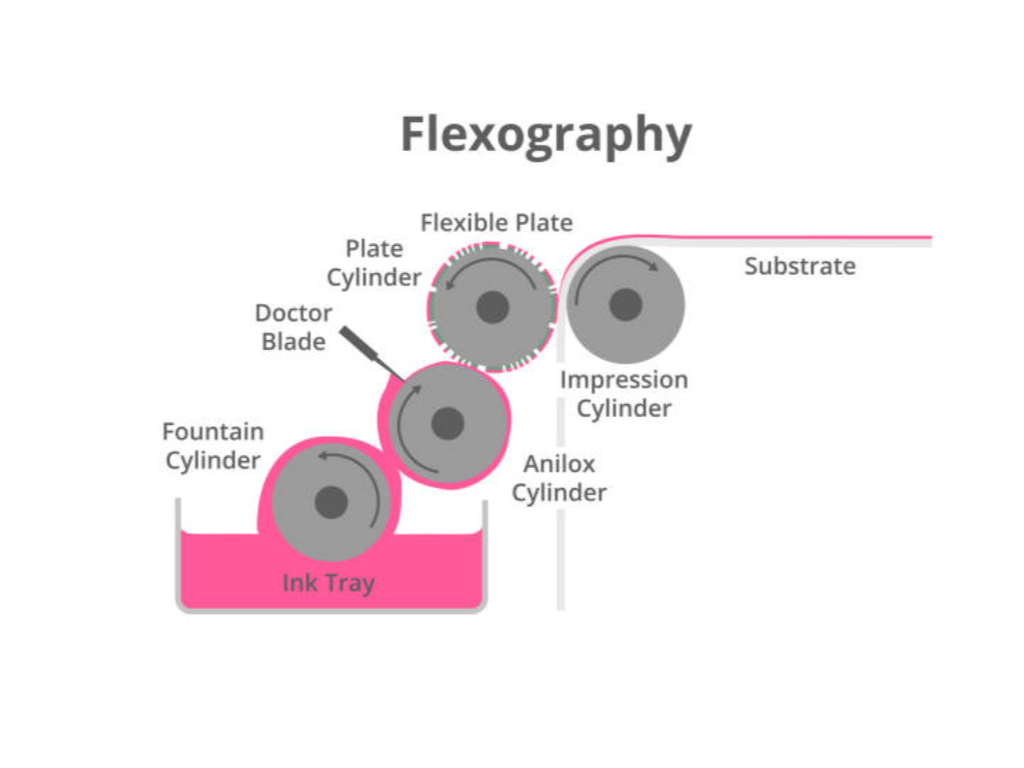
Эффективность работы ракельного ножа основана на концепции механического стирания и сдвига жидкости. Поскольку печатный цилиндр вращается с высокой скоростью, он переносит излишки краски из фонтана на печатную форму. Чтобы срезать эти излишки, ракельный нож устанавливается под определенным углом контакта, обычно 30-35 градусов.
Это тонкая балансировка сил. С одной стороны, на лезвие оказывается пневматическое или механическое давление, чтобы закрепить его на цилиндре. С другой стороны, гидродинамический подъем самой чернильной пленки. Ракельное лезвие - это бдительный страж на быстром перекрестке, и только очень точное количество чернил пропускается через его микроскопические ворота, чтобы обеспечить равномерный перенос чернил. При недостаточном давлении лезвие будет плавать на чернильной пленке, и этот эффект называется "плевок" или "помутнение". Чрезмерное давление приводит к увеличению коэффициента трения, что, в свою очередь, приводит к преждевременному износу лезвия и цилиндра, а также может выделять достаточно тепла для изменения химической вязкости чернил. Точность обеспечивается устойчивостью держателя лезвия и равномерностью следа лезвия, или реальной площади контакта с цилиндром.
Понятие о распространенных типах докторских ножей в полиграфии
Врачебные ножи неоднородны; их можно классифицировать по их физической геометрии и механическим системам, в которых они находятся.
Классификация по профилям кромок
Профиль кончика или края лезвия определяет его взаимодействие с чернилами и поверхностью цилиндра с течением времени.
Тип ламели
Кончик ламели имеет меньшую толщину у контактной кромки. Например, толщина основания нового лезвия может составлять 0,20 мм, а толщина кончика ламели - 0,075 мм. Основное преимущество такой конструкции заключается в том, что площадь контакта не меняется по мере износа лезвия. При печати высокой четкости, где очень важна равномерность тона, ламельное лезвие используется для того, чтобы не расширять площадь контакта и не нарушать плотность краски при длительных тиражах.
Тип скоса
Коническая кромка - это наклонный кончик, обычно заточенный под углом от 2 до 15 градусов. Площадь контакта конического лезвия, в отличие от ламели, увеличивается по мере износа. Однако конический профиль гораздо прочнее и эффективно работает в сочетании с вращающимся анилоксовым валом. Он используется в тех случаях, когда требуется большая нагрузка краски, абразивные пигменты (белые или металлические краски), а также при печати одноцветных областей, где тональные точки должны быть не микроскопическими, а механическими.
Закругленный/радиусный тип
Коническая кромка - это наклонный кончик, обычно заточенный под углом от 2 до 15 градусов. Площадь контакта конического лезвия, в отличие от ламели, увеличивается по мере износа. Однако конический профиль гораздо прочнее. Он используется в тех случаях, когда требуется большая нагрузка на краску, абразивные пигменты (белые или металлические краски), а также при печати одноцветных областей, где тональные точки должны быть не микроскопическими, а механическими.
Классификация по системам лопастей
Эффективность лезвия также зависит от камеры или системы держателей, в которых оно находится.
Однолезвийные системы
В традиционных системах с открытым фонтаном для управления переносом краски с анилоксового вала используется одно ракельное лезвие, обычно находящееся в положении слежения или протирки. Системы с одним ракелем дешевы и просты в установке, но они подвержены испарению краски и загрязнению окружающей среды. Более сложные конфигурации заменяют их в высокоскоростных промышленных приложениях.
Камерные системы лезвий Doctor
Современный золотой стандарт - это камерная система, особенно во флексографии. Она состоит из двух лезвий, одно из которых является дозирующим, а другое - сдерживающим, которые заключены в закрытую камеру. Такое расположение обеспечивает постоянный поток краски под давлением, исключает испарение красок на основе растворителей (и тем самым сохраняет pH и вязкость), а также значительно минимизирует количество краски, расходуемой впустую, и сокращает время простоя печатной машины. Гидравлическая стабильность, необходимая для устранения разбрызгивания краски при высокоскоростных операциях, обеспечивается камерной системой.
Исследование материалов для лезвий доктора: Сталь против синтетики
Выбор материала - это компромисс между точностью, долговечностью и безопасностью.
Углеродистая сталь является стандартом в отрасли. Она самая твердая и может быть отшлифована с очень точными допусками. Углеродистая сталь обеспечивает наиболее четкое стирание при использовании в высокоскоростной глубокой печати или тонкотрафаретной флексографии. Тем не менее, она легко подвергается коррозии при использовании красок на водной основе.
Нержавеющая сталь решает проблему коррозии и поэтому является стандартом флексографической печати с использованием воды. Хотя она немного мягче углеродистой стали, она не позволяет развиваться ржавчине, которая в противном случае стала бы абразивом и разрушила бы анилоксовый вал.
Пластиковые/синтетические лезвия (полиэстер или UHMW) стали очень популярны. Их основное преимущество заключается в том, что они безопасны, не образуют острых краев, которые образуют изношенные стальные лезвия, и у оператора меньше шансов получить травму. Кроме того, они гораздо бережнее относятся к анилоксовому валу. Хотя они не могут сравниться со стальными по точности дозирования при работе с большим количеством линий на дюйм, они хорошо подходят для гофрированной печати, нанесения покрытий и широкоформатных твердых материалов.
Керамическое покрытие Лезвия высочайшего качества. Производители изготавливают лезвия, нанося микроскопический слой керамики на стальную основу, что позволяет сочетать точность стали и срок службы, который может быть в 3-5 раз дольше. Это инвестиция в сокращение времени простоя, ведь чем реже меняется лезвие, тем больше часов активного производства.
Стратегический выбор: Подбор лезвий доктора к вашему процессу
Выбор - это не субъективная, а многовариантная оптимизационная задача, в которой механические характеристики лезвия и тип краски должны соответствовать кинетической энергии печатной машины, особенно при флексопечати. Для достижения баланса в печатном цехе необходимо учитывать четыре основных технических вектора:
Тип печати: Флексография, глубокая печать и офсетная печать
Требования к пружине лезвия, включая толщину лезвия, определяются механическим интерфейсом. Во флексографии особое внимание уделяется безопасности керамического анилокса; лезвие с основанием 0,15 мм и ламелью 0,075 мм является нормой для работ с высоким содержанием лака, чтобы избежать задиров. В глубокой печати внимание уделяется площади поверхности хромированного цилиндра; используется более тяжелое лезвие 0,20 мм для обеспечения необходимой жесткости, чтобы избежать помутнения на широких полотнах. Для офсетной печати в лакировальных установках или дозаторах красок требуются лезвия с высокой стабильностью размеров для поддержания однородности лака без деформации профиля под действием теплового расширения.
Химический состав чернил и стойкость к окислению
Чернила - это химически активное вещество. Чернилам на водной основе требуется не менее 13 процентов хрома в нержавеющей стали, чтобы избежать микроскопического окисления вдоль дозирующей кромки. УФ-чернила, склонные к выплескиванию, обладают высокой липкостью и вязкостью, что создает большое трение. В связи с этим предлагается использовать упрочненное покрытие с длительным сроком службы для снижения накопления тепла и сохранения целостности кромки при воздействии агрессивных смол, входящих в состав современных УФ-красок.
Производственная скорость и гидродинамическая сила
Скорость превращает чернила в структурную силу. Чернила образуют гидродинамический клин на скоростях более 300 м/мин и пытаются поднять лезвие с валика - эффект, схожий с аквапланированием. Лезвие должно быть очень жестким на кончике, чтобы преодолеть этот гидравлический подъем и обеспечить чистое протирание на высоких скоростях. Лезвие должно иметь острый корпус, который сохраняет курс при сильном волнении и не подвержен давлению, которое в противном случае заставило бы его выплевывать чернила или создавать опасность.
Соотношение анилокса и наконечника
Соотношение между толщиной ламели и растром анилоксовой линии (LPI) является наиболее практичным показателем, который можно использовать при выборе. В случае вала 1000 LPI стенки ячеек с краями микроскопические. Если кончик лезвия слишком тонкий, он может погрузиться в ячейки, что приведет к увеличению количества точек или нарушению цветового баланса. Профессиональное правило: толщина кончика лезвия должна быть примерно в два раза больше ширины стенки анилоксовой ячейки, чтобы оно механически не мешало ячейкам.
Для быстрого получения технической справки в следующей таблице приведены инженерные стандарты, необходимые для обеспечения наилучшей синхронизации ракельного ножа и системы прессования, что позволяет избежать потерь материала:
| Переменная | Инженерный ориентир | Техническая задача | Влияние отклонений |
| Угол контакта при флексографии | 30° - 35° | Обеспечение чистой геометрии среза | Задиры на анилоксе или разбрызгивание краски |
| Линейный прижим для глубокой печати | 1,5 - 3,0 кг/см | Очистите чернила от неизображаемых участков | Нагар или чрезмерный износ лезвия |
| Химия чернил на водной основе | pH 8,5 - 9,5 | Предотвращение химической дестабилизации | Микроточечная коррозия |
| Вязкость УФ-чернил | Высокая / неньютоновская | Проникновение через высокопрочные смолы | Плавание лопастей и дрейф плотности |
| Высокоскоростной порог | > 300 м/мин | Противодействие гидродинамической подъемной силе | Аквапланирование и вытекание чернил |
| Соотношение стенки и кончика анилокса | 4 - 6 мкм (@ 1200 LPI) / Правило 2:1 | Защищают целостность клеточной стенки | Анилоксовый пиковый разрыв |
Устранение неполадок и техническое обслуживание: Устранение распространенных дефектов печати
Самое лучшее шаберное лезвие не будет работать хорошо, если за ним не ухаживать.
Наиболее распространенными дефектами являются Полосы и линии. Как правило, они возникают из-за навески - небольших кусочков засохших чернил или остатков подложки, которые застревают между лезвием и цилиндром. Основными средствами защиты являются регулярная очистка камеры и использование чернильных фильтров.
Плевок чернилами часто встречается во флексографии с использованием УФ-красок. Это происходит, когда краска скапливается за лезвием и центробежно выбрасывается на полотно. Устранение проблемы обычно заключается в замене ламельного лезвия с более жестким профилем или добавлении демпфирования в систему камеры.
Болтливые знаки горизонтальные полосы неравномерного цвета на полотне. Это происходит из-за вибрации лезвий. Ее можно устранить, изменив угол контакта, уменьшив давление на лезвие или проверив подшипники машины.
Техническое обслуживание должно проводиться в соответствии со строгой процедурой эксплуатации (SOP). Перед установкой лезвия необходимо проверить на наличие заусенцев. Держатель лезвия должен быть точно параллелен цилиндру; малейшее смещение на 0,1 мм приведет к неравномерному износу и изменению цвета. Хирургу необходим стерильный скальпель, так же как и оператору станка необходимо относиться к ракельному лезвию как к чистому скальпелю, потому что даже микроскопическая зазубрина может стать видимым дефектом на тысячах метров подложки.
Почему стоит выбрать печатные машины KETE
Для организаций, стремящихся преодолеть разрыв между теоретической точностью и практическим производством, решающим фактором является инженерная философия производителя оборудования. Компания KETE подходит к интеграции шаберных лезвий не как к чему-то второстепенному, а как к основному компоненту системы.
В наших высокоскоростных флексографских печатных машинах серии KTFP-S200P мы используем систему ракельного ножа с двухсторонним закрытием. Эта конструкция не просто удерживает лезвие, она создает среду под давлением, которая стабилизирует поток краски и устраняет "плавание", связанное с высокоскоростным производством. В сочетании с высококачественными керамическими анилоксовыми валиками KETE обеспечивает максимально возможное отсутствие трения в процессе дозирования, продлевая срок службы как расходных материалов, так и валиков.
В области глубокой печати серия KTMS-C компании KETE имеет пневматический тип конструкции для оптимальной сборки ракельного ножа. В отличие от систем ручной регулировки, наши пневматические регуляторы обеспечивают идеально равномерное давление по всей ширине цилиндра, автоматически компенсируя микроскопические отклонения. Кроме того, наши лезвия управляются отдельными двигателями для колебательного движения. Это независимое движение обеспечивает постоянное смещение лезвия, предотвращая оседание мусора и практически устраняя "полосы", которые характерны для некачественных машин.
Выбирая KETE, вы инвестируете в печатную машину, в которой стабильность рамы и точность системы лезвий работают в идеальной инженерной синергии.
Заключение
Ракельное лезвие - это промышленный компромиссный шедевр, в котором соблюдается баланс между твердостью и гибкостью, стоимостью и производительностью. Для современного печатника путь к лучшему качеству лежит через тщательный выбор профиля лезвия, конфигурации наконечника и материалов, соответствующих химическому составу красок и скорости печатной машины. Но, как мы уже убедились, лучшее лезвие хорошо только в том случае, если на нем работает машина.
Зная о симбиотической связи между дозирующим инструментом и скоростью печатной машины, производители могут достичь святого Грааля производства: высокоскоростного качества при минимальных отходах. Компания KETE стремится обеспечить механическую стабильность и инновационный дизайн, чтобы сделать эту точность реальностью в повседневной жизни.