परिचय
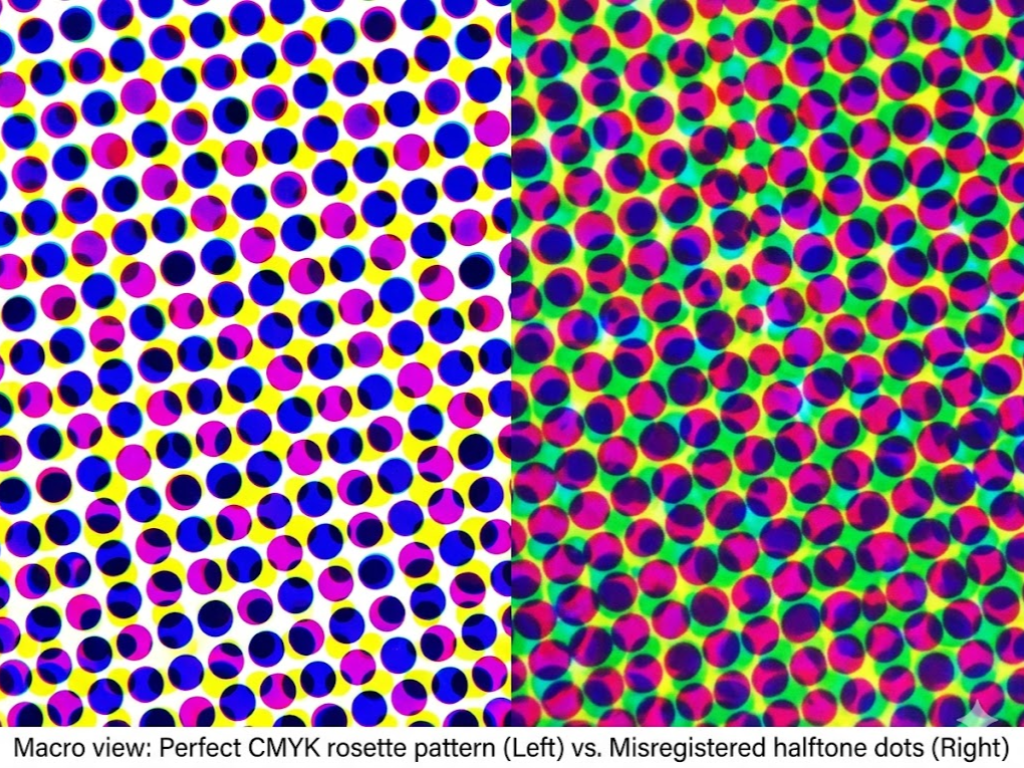
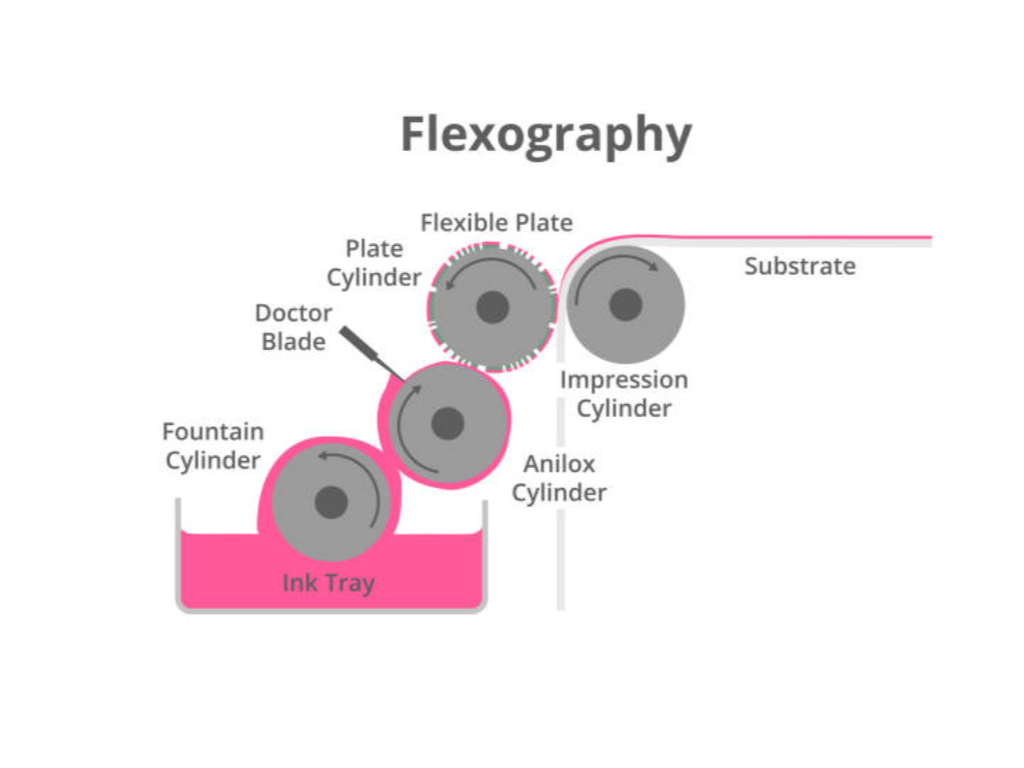
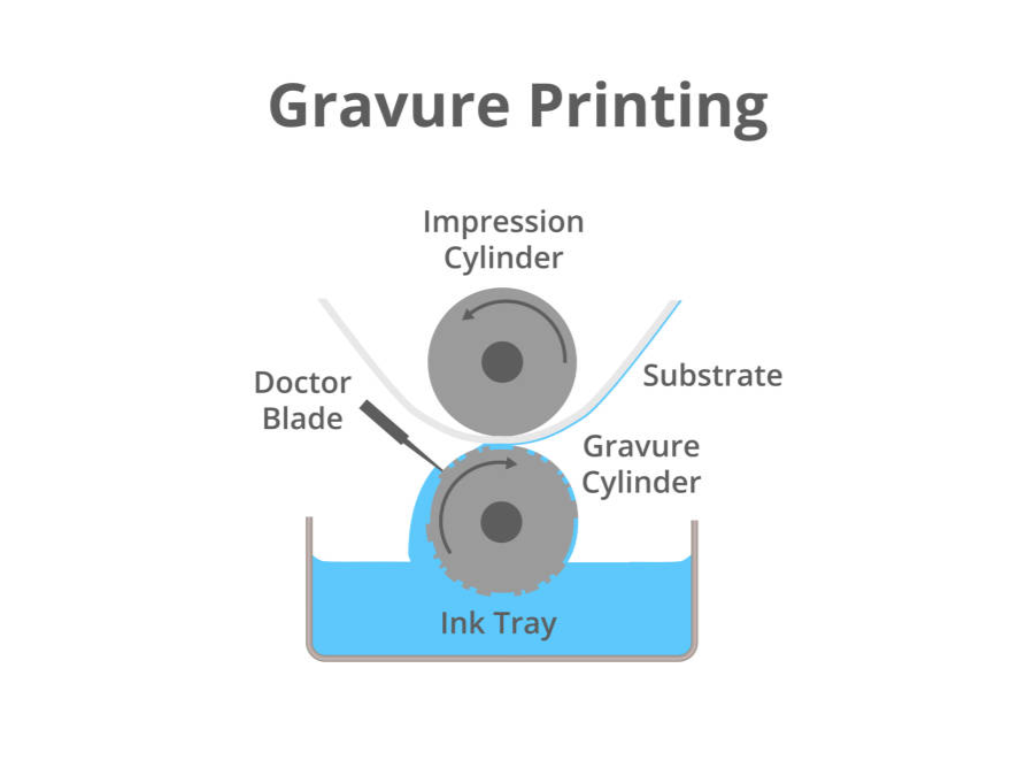
उच्च-गति उत्पादन सेटिंग में डॉक्टर ब्लेड के 0.1 मिमी घिसाव से 10,000 मीटर पैकेजिंग सब्सट्रेट का नुकसान हो सकता है, जिससे संभावित लाभ औद्योगिक अपशिष्ट में बदल जाता है। आधुनिक विनिर्माण परिवेश में सटीकता केवल एक सपना नहीं बल्कि आर्थिक स्थिरता की नींव है। उत्कृष्ट मुद्रण गुणवत्ता बनाए रखने और ब्लेड का जीवन बढ़ाने के लिए यांत्रिक बारीकियों को समझना महत्वपूर्ण है। फ्लेक्सोग्राफिक प्रिंटिंग प्रक्रिया और ग्रेवुर प्रिंटिंग की उच्च-गति की परिस्थितियों में, प्रिंटिंग डॉक्टर ब्लेड जटिल द्रव यांत्रिकी और अंतिम सब्सट्रेट के बीच का प्रमुख यांत्रिक संपर्क बिंदु है। इस घटक को अक्सर इसकी सरल दिखने वाली बनावट के कारण अनदेखा कर दिया जाता है, लेकिन यह स्याही की फिल्म की मोटाई और इसलिए मुद्रित उत्पाद की सौंदर्य और कार्यात्मक अखंडता का अंतिम निर्णायक है।
उत्पादन की बढ़ती गति और ब्रांडों द्वारा पूर्ण रंग एकरूपता पर बढ़ती मांगों के साथ, प्रिंटिंग डॉक्टर ब्लेड के चयन और कार्यान्वयन की तकनीकी विशेषताओं में महारत हासिल करना किसी भी प्रतिस्पर्धी मुद्रण उद्यम के लिए न केवल एक गौण कार्य रह गया है, बल्कि एक अनिवार्य कौशल भी बन गया है। यह विशेष रूप से तब और भी अधिक सत्य होता है जब ग्रेवुर डॉक्टर ब्लेड की विशिष्ट आवश्यकताओं की पहचान फ्लेक्सो प्रिंटिंग के डॉक्टर ब्लेड से की जाती है, खासकर घर्षक स्याही के साथ काम करते समय।
डॉक्टर ब्लेड क्या है और प्रिंटिंग में इसकी क्या अहमियत है?
डॉक्टर ब्लेड एक उच्च-सटीक पट्टी होती है, जो आमतौर पर स्टील या प्लास्टिक ब्लेड सिंथेटिक पॉलिमर से बनी होती है, और इसका उपयोग प्रिंटिंग सिलेंडर की चिकनी सतह या एनिलोक्स रोलर की उकेरी गई कोशिकाओं से अतिरिक्त स्याही को साफ करने के लिए किया जाता है। इसका मुख्य उद्देश्य मीटरिंग करना है, यानी यह सुनिश्चित करना कि प्लेट या सब्सट्रेट पर स्थानांतरित होने से पहले उकेरन में केवल पूर्व-निर्धारित, सटीक मात्रा में स्याही ही बची रहे।
इस तत्व के महत्व को जितना भी बढ़ा-चढ़ाकर बताया जाए, कम है। फ्लेक्सोग्राफिक सिस्टम में डॉक्टर ब्लेड एक आयतन नियंत्रक है। इसके अभाव में, स्याही का स्थानांतरण अनियंत्रित हो जाएगा, जिसके परिणामस्वरूप अतिप्रवाह, अनियमित घनताएं, और टोनल रेंज का पूर्ण नुकसान होगा। आर्थिक रूप से, लागत नियंत्रण के मुख्य लीवरों में से एक डॉक्टर ब्लेड है। उचित मीटरिंग से स्याही की बर्बादी में बचत होगी और अस्वीकृतियों की संख्या भी सीमित होगी, जो पैकेजिंग उद्योग में चुपचाप लाभ को खत्म करने वाले हैं। इसके अलावा, ब्लेड प्रेस के सबसे महंगे हिस्से: सिरेमिक एनिलोक्स रोलर या उत्कीर्णित ग्रेवुर सिलेंडर की रक्षा करता है। चुने गए या ठीक से रखरखाव न किए गए ब्लेड के कारण इन सतहों पर कठोर कणों से स्थायी स्कोरिंग हो सकती है, जिसके परिणामस्वरूप उपकरण का विनाशकारी टूट-फूट और उन्हें बदलने के लिए भारी पूंजीगत लागत होती है।

कार्य सिद्धांत: डॉक्टर ब्लेड्स सटीकता कैसे सुनिश्चित करता है
डॉक्टर ब्लेड की कार्यक्षमता यांत्रिक पोंछने और द्रव कातरण की अवधारणा पर आधारित है। चूंकि प्रिंटिंग सिलेंडर उच्च गति से घूमता है, यह फाउंटेन से अतिरिक्त स्याही को प्रिंटिंग प्लेट तक पहुंचाता है। इस अतिरिक्त स्याही को काटने के लिए डॉक्टर ब्लेड को एक निश्चित संपर्क कोण पर स्थापित किया जाता है, जो आमतौर पर 30 से 35 डिग्री होता है।
यह बलों का एक सूक्ष्म संतुलन है। एक ओर, ब्लेड को सिलेंडर पर ठीक करने के लिए उस पर वातचालित या यांत्रिक दबाव होता है। दूसरी ओर, स्वयं स्याही की फिल्म का जलगतिकीय उत्थान होता है। डॉक्टर ब्लेड एक तीव्र पारगमन पर एक चौकस रक्षक है, और सुसंगत स्याही हस्तांतरण सुनिश्चित करने के लिए केवल एक अत्यंत सटीक मात्रा की स्याही को ही इसके सूक्ष्म द्वार से गुजरने की अनुमति दी जाती है। जब दबाव अपर्याप्त होता है, तो ब्लेड स्याही की फिल्म पर तैर जाएगा, और इस प्रभाव को स्पिटिंग या हेज़िंग कहा जाता है। अत्यधिक दबाव से घर्षण दर अधिक हो जाती है, जिसके परिणामस्वरूप ब्लेड और सिलेंडर का समय से पहले घिसाव होता है, और यह स्याही की रासायनिक चिपचिपाहट को बदलने के लिए पर्याप्त गर्मी उत्पन्न कर सकता है। सटीकता ब्लेड होल्डर की स्थिरता और ब्लेड के पदचिह्न, या सिलेंडर के साथ संपर्क के वास्तविक क्षेत्र की एकरूपता द्वारा सुनिश्चित की जाती है।
मुद्रण में डॉक्टर ब्लेड के सामान्य प्रकारों को समझना
डॉक्टर ब्लेड एकसमान नहीं होते; इन्हें उनकी भौतिक ज्यामिति और उन यांत्रिक प्रणालियों के आधार पर वर्गीकृत किया जा सकता है जिनमें वे समाहित होते हैं।
किनारों की प्रोफाइल के आधार पर वर्गीकरण
ब्लेड की नोक या किनारे का प्रोफ़ाइल समय के साथ स्याही और सिलेंडर की सतह के साथ इसकी परस्पर क्रिया को परिभाषित करता है।
लैमेला प्रकार
लेमेल टिप को संपर्क किनारे पर कम मोटाई द्वारा परिभाषित किया जाता है। उदाहरण के लिए, एक नए ब्लेड की आधार मोटाई 0.20 मिमी और लेमेल टिप की मोटाई 0.075 मिमी हो सकती है। इस डिज़ाइन का मुख्य लाभ यह है कि ब्लेड के घिसाव के साथ संपर्क क्षेत्र नहीं बदलता। उच्च-परिभाषा मुद्रण में, जहाँ टोनल एकरूपता सर्वोपरि महत्व रखती है, लैमेला ब्लेड का उपयोग यह सुनिश्चित करने के लिए किया जाता है कि फूटप्रिंट न फैले और लंबे उत्पादन दौरों के दौरान स्याही की घनता विचलित न हो।
बीवल प्रकार
बीवल एज एक ढलान वाली नोक होती है, जिसे आमतौर पर 2 से 15 डिग्री के कोण पर पिरोया जाता है। बेवल ब्लेड का संपर्क क्षेत्र, लैमेला के विपरीत, घिसाव के साथ बढ़ता है। हालांकि, बेवल प्रोफ़ाइल कहीं अधिक मजबूत होती है और घूमने वाले एनिलोक्स रोलर के साथ प्रभावी रूप से काम करती है। इसका उपयोग उन अनुप्रयोगों में किया जाता है जहाँ भारी स्याही की मात्रा की आवश्यकता होती है, घर्षणकारी वर्णक (सफेद या धात्विक स्याही) की आवश्यकता होती है, और जहाँ ठोस रंग क्षेत्रों को मुद्रित करना होता है, जहाँ टोनल डॉट्स सूक्ष्म होने के बजाय यांत्रिक होने चाहिए।
गोल/रेडियस प्रकार
बीवल एज एक ढलान वाली नोक है, जिसे आमतौर पर 2 से 15 डिग्री के कोण पर पिरोया जाता है। बेवल ब्लेड का संपर्क क्षेत्र, लैमेला के विपरीत, घिसाव के साथ बढ़ता है। हालांकि, बेवल प्रोफ़ाइल कहीं अधिक मजबूत होती है। इसका उपयोग उन अनुप्रयोगों में किया जाता है जहाँ भारी स्याही भार की आवश्यकता होती है, घर्षणकारी वर्णक (सफेद या धात्विक स्याही) आवश्यक होते हैं, और जहाँ ठोस रंग क्षेत्रों को मुद्रित करना होता है, जहाँ टोनल बिंदुओं का सूक्ष्म होना आवश्यक नहीं बल्कि यांत्रिक होना चाहिए।
ब्लेड सिस्टम द्वारा वर्गीकरण
ब्लेड की प्रभावशीलता भी उस कक्ष या धारक प्रणाली द्वारा निर्धारित होती है जिसमें वह स्थित होता है।
एक-ब्लेड प्रणालियाँ
पारंपरिक खुले फव्वारा प्रणालियों में, एक डॉक्टर ब्लेड का उपयोग किया जाता है, जो आमतौर पर एनीलॉक्स रोल से स्याही के स्थानांतरण को नियंत्रित करने के लिए पीछे या पोंछने की स्थिति में होता है। एकल ब्लेड प्रणालियाँ सस्ती और स्थापित करने में आसान होती हैं, लेकिन इनमें स्याही का वाष्पीकरण और पर्यावरणीय प्रदूषण होने की प्रवृत्ति होती है। उच्च-गति वाले औद्योगिक अनुप्रयोगों में अधिक जटिल विन्यास उनकी जगह ले रहे हैं।
कक्षीय डॉक्टर ब्लेड प्रणालियाँ
समकालीन स्वर्ण मानक कक्षीय प्रणाली है, विशेष रूप से फ्लेक्सोग्राफी में। यह दो ब्लेडों से मिलकर बनी होती है, जिनमें से एक मीटरिंग ब्लेड और दूसरा कंटेनमेंट ब्लेड होता है, जो एक बंद कक्ष में संलग्न होते हैं। यह व्यवस्था स्याही के निरंतर दबावयुक्त प्रवाह को सक्षम बनाती है, सॉल्वेंट-आधारित स्याही के वाष्पीकरण को समाप्त करती है (और इस प्रकार पीएच और चिपचिपाहट को बनाए रखती है), तथा बर्बाद होने वाली स्याही की मात्रा को काफी कम करते हुए प्रेस डाउनटाइम को भी घटाती है। तेज़-गति संचालन में स्याही के छींटों को खत्म करने के लिए आवश्यक हाइड्रोलिक स्थिरता कक्षीय प्रणाली द्वारा प्रदान की जाती है।
डॉक्टर ब्लेड सामग्री की खोज: स्टील बनाम सिंथेटिक
सामग्री का चयन सटीकता, स्थायित्व और सुरक्षा के बीच एक समझौता है।
कार्बन स्टील यह उद्योग में मानक है। यह सबसे कठोर है, और इसे बहुत ही सूक्ष्म सहनशीलता तक पिसकर बनाया जा सकता है। कार्बन स्टील उच्च-गति ग्रेव्यूअर या फाइन-स्क्रीन फ्लेक्सो में उपयोग करने पर सबसे तीक्ष्ण पोंछ प्रदान करता है। फिर भी, जब इसे जल-आधारित स्याही के साथ उपयोग किया जाता है, तो यह आसानी से जंग लग सकता है।
स्टेनलेस स्टील यह संक्षारण की समस्या का समाधान करता है और इस प्रकार पानी का उपयोग करने वाली फ्लेक्सोग्राफिक मुद्रण का मानक बन गया है। यद्यपि यह कार्बन स्टील से थोड़ा नरम है, फिर भी यह जंग के विकास को नहीं होने देता, जो अन्यथा एक घर्षक बनकर एनिलोक्स रोलर को नष्ट कर सकता है।
प्लास्टिक/सिंथेटिक ब्लेड (पॉलिएस्टर या UHMW) वे बहुत लोकप्रिय हो गए हैं। उनका मुख्य मूल्य प्रस्ताव यह है कि वे सुरक्षित हैं, उन पर तेज धार वाले धारदार किनारे नहीं बनते जो घिसे हुए स्टील ब्लेड्स पर बनते हैं, और ऑपरेटर के घायल होने की संभावना कम होती है। इसके अलावा, वे एनिलोक्स रोलर पर भी काफी सहिष्णु होते हैं। हालांकि वे उच्च एलपीआई (लाइन प्रति इंच) वाले कार्यों में स्टील की सूक्ष्म मीटरिंग सटीकता का मुकाबला नहीं कर सकते, फिर भी वे गद्देदार मुद्रण, कोटिंग्स और बड़े प्रारूप के ठोस चित्रों में अच्छे हैं।
सिरेमिक लेपित ब्लेड उच्चतम गुणवत्ता के होते हैं। निर्माता स्टील के आधार पर एक सूक्ष्म सिरेमिक परत चढ़ाकर ब्लेड बनाते हैं, जो स्टील की सटीकता और 3 से 5 गुना अधिक जीवनकाल का संयोजन है। यह डाउनटाइम कम करने में एक निवेश है, क्योंकि ब्लेड जितना कम बदलेगा, सक्रिय उत्पादन के घंटे उतने ही अधिक होंगे।
रणनीतिक चयन: आपकी प्रक्रिया के अनुरूप डॉक्टर ब्लेड्स का मिलान
यह विकल्प व्यक्तिपरक नहीं है, बल्कि एक बहु-चर अनुकूलन समस्या है जिसमें ब्लेड की यांत्रिक विशेषताएँ और स्याही का प्रकार प्रेस की गतिज ऊर्जा से मेल खाना चाहिए, विशेष रूप से फ्लेक्सो मुद्रण अनुप्रयोगों में। प्रेस रूम में संतुलन प्राप्त करने के लिए चार मुख्य तकनीकी वेक्टरों पर विचार किया जाना चाहिए:
प्रैस का प्रकार: फ्लेक्सो, ग्रेवुर और ऑफसेट
ब्लेड की स्प्रिंग आवश्यकता, जिसमें ब्लेड की मोटाई भी शामिल है, यांत्रिक इंटरफ़ेस द्वारा निर्धारित की जाती है। फ्लेक्सो में, सिरेमिक एनिलोक्स की सुरक्षा पर जोर दिया जाता है; उच्च-एलपीआई कार्य में स्कोरिंग से बचने के लिए 0.15 मिमी बेस और 0.075 मिमी लैमेला वाला ब्लेड सामान्य है। ग्रेव्यूअर में, क्रोम सिलेंडर के सतह क्षेत्र पर ध्यान दिया जाता है; व्यापक वेब पर धुंधलापन (हेज़िंग) से बचने के लिए आवश्यक कठोरता प्रदान करने हेतु 0.20 मिमी की भारी ब्लेड का उपयोग किया जाता है। कोटिंग इकाइयों या इंक डक्ट मीटरिंग में, ऑफसेट प्रिंटिंग को वार्निश की एकरूपता बनाए रखने के लिए उच्च आयामी स्थिरता वाली ब्लेड की आवश्यकता होती है, ताकि प्रोफ़ाइल तापीय विस्तार से विकृत न हो।
स्याही रसायनशास्त्र और ऑक्सीकरण प्रतिरोध
स्याही एक प्रतिक्रियाशील रासायनिक पदार्थ है। पानी-आधारित स्याही में मीटरिंग किनारे पर सूक्ष्म ऑक्सीकरण से बचने के लिए स्टेनलेस स्टील में कम से कम 13 प्रतिशत क्रोमियम होना चाहिए। यूवी स्याही, जो यूवी स्याही छिड़कने की समस्या से ग्रस्त होती है, में उच्च चिपकन और चिपचिपाहट होती है, जिससे बहुत अधिक घर्षण उत्पन्न होता है। इसके समाधान के लिए गर्मी संचय को कम करने और आधुनिक यूवी फॉर्मूलेशन के आक्रामक रेजिन के खिलाफ किनारे की अखंडता बनाए रखने के लिए कठोर, दीर्घकालिक कोटिंग का सुझाव दिया जाता है।
उत्पादन गति और जलगतिकीय बल
वेग स्याही को एक संरचनात्मक बल बना देता है। 300 मी/मिनट से अधिक गति पर स्याही एक हाइड्रोडायनामिक वेज बनाती है और ब्लेड को रोलर से उठाने की कोशिश करती है - यह एक्रिप्लानिंग जैसा ही प्रभाव है। उच्च वेग पर स्वच्छ वाइप सुनिश्चित करने के लिए इस हाइड्रोलिक लिफ्ट को पार करने हेतु ब्लेड की नोक बहुत कठोर होनी चाहिए। ब्लेड एक तीक्ष्ण हुल की तरह होना चाहिए जो भारी लहरों में भी अपनी दिशा में बना रहे, और उस दबाव से अप्रभावित रहे जो अन्यथा स्याही छिड़कने या खतरे का कारण बने।
एनिलॉक्स-टू-टिप अनुपात
लेमेला की मोटाई और एनिलोक्स लाइन स्क्रीन (LPI) के बीच सहसंबंध चयन में उपयोग करने के लिए सबसे व्यावहारिक मापदंड है। 1000 LPI रोलर के मामले में, किनारे वाले आकार की सेल की दीवारें सूक्ष्म होती हैं। जब आपकी ब्लेड की नोक अत्यधिक पतली होती है, तो यह सेलों में धँस सकती है, जिससे डॉट गेन या रंग असंतुलन हो सकता है। पेशेवर नियम: यह सुनिश्चित करने के लिए कि यह यांत्रिक रूप से कोशिकाओं में हस्तक्षेप न करे, ब्लेड की नोक की मोटाई एनीलॉक्स सेल की दीवार की चौड़ाई का लगभग दोगुना होना चाहिए।
त्वरित तकनीकी संदर्भ के लिए, निम्नलिखित तालिका उन इंजीनियरिंग मानकों का सारांश है, जो आपकी डॉक्टर ब्लेड और प्रेस सिस्टम के बीच सर्वोत्तम समकालिकता सुनिश्चित करने के लिए आवश्यक हैं, जिससे सामग्री की बर्बादी रोकी जा सके:
| चर | अभियांत्रिकी मानदंड | तकनीकी उद्देश्य | विचलन का प्रभाव |
| फ्लेक्सो संपर्क कोण | 30° – 35° | स्वच्छ शेयरिंग ज्यामिति सुनिश्चित करें | एनीलॉक्स स्कोरिंग या स्याही थूकना |
| ग्रैवुर रैखिक दबाव | 1.5 – 3.0 किग्रा/सेमी | गैर-छवि क्षेत्रों से स्याही हटाएँ | धुंधलापन या ब्लेड का अत्यधिक घिसाव |
| जल-आधारित स्याही रसायनशास्त्र | पीएच 8.5 – 9.5 | रासायनिक अस्थिरता को रोकें | सूक्ष्म-छिद्रण और संक्षारण |
| यूवी स्याही का स्निग्धता | उच्च / गैर-न्यूटोनियन | उच्च-टैक रेज़िनों को काटें | ब्लेड तैरन और घनत्व विचलन |
| उच्च-गति सीमा | 300 मी/मिनट | हाइड्रोडायनामिक लिफ्ट का प्रतिकार करें | जल-पट्टन और स्याही का रिसाव |
| अनीलॉक्स वॉल-टू-टिप अनुपात | 4 – 6 μm (@ 1200 LPI) / 2:1 नियम | कोशिका भित्ति की अखंडता की रक्षा करें | अनिलॉक्स शिखर फ्रैक्चरिंग |
समस्या निवारण और रखरखाव: सामान्य मुद्रण दोषों का समाधान
सबसे अच्छी डॉक्टर ब्लेड भी ठीक से काम नहीं करेगी जब तक उसकी देखभाल न की जाए।
सबसे प्रचलित दोष हैं धारी और रेखाएँ. ये आमतौर पर हैंगर—सूखी स्याही या सब्सट्रेट के छोटे-छोटे कणों के कारण उत्पन्न होते हैं, जो ब्लेड और सिलेंडर के बीच फँस जाते हैं। मुख्य बचाव उपाय चैंबर की नियमित सफाई और स्याही फिल्टर का उपयोग हैं।
स्याही थूकना यूवी स्याही का उपयोग करने वाली फ्लेक्सोग्राफी में यह एक सामान्य घटना है। यह तब होती है जब स्याही ब्लेड के पीछे जमा हो जाती है और केंद्रापसारक बल से वेब पर फेंक दी जाती है। इसका उपाय आमतौर पर प्रोफ़ाइल को कठोर बनाने वाला लैमेला ब्लेड बदलना या चैंबर सिस्टम में डैम्पिंग जोड़ना होता है।
चैटर मार्क्स वेब पर अनियमित रंग की क्षैतिज पट्टियाँ होती हैं। यह ब्लेडों के कंपन के कारण होता है। संपर्क कोण बदलकर, ब्लेड का दबाव कम करके या मशीन के बेयरिंग्स की जांच करके इसे ठीक किया जा सकता है।
रखरखाव एक सख्त संचालन प्रक्रिया (SOP) के अनुसार होना चाहिए। स्थापना से पहले, ब्लेड्स में बर्स की उपस्थिति की जांच की जानी चाहिए। ब्लेड होल्डर को सिलेंडर के बिल्कुल समानांतर होना चाहिए; 0.1 मिमी का भी मामूली विस्थापन असमान घिसाव और रंग परिवर्तन का कारण बनेगा। एक सर्जन को कीटाणुरहित स्केल्पेल की आवश्यकता होती है, ठीक उसी तरह एक मशीन ऑपरेटर को डॉक्टर ब्लेड को एक साफ स्केल्पेल की तरह ही संभालना चाहिए, क्योंकि एक सूक्ष्म खरोंच भी हजारों मीटर सब्सट्रेट पर एक स्पष्ट दोष के रूप में दिखाई दे सकती है।
केट प्रिंटिंग मशीनें क्यों चुनें
सैद्धांतिक सटीकता और व्यावहारिक उत्पादन के बीच की खाई पाटने की चाह रखने वाले संगठनों के लिए, उपकरण निर्माता का इंजीनियरिंग दर्शन निर्णायक कारक होता है। KETE डॉक्टर ब्लेड एकीकरण को बाद की सोच के रूप में नहीं, बल्कि एक मुख्य प्रणाली घटक के रूप में देखता है।
हमारी KTFP-S200P श्रृंखला की उच्च-गति फ्लेक्सो प्रेसों में, हम एक दो-पक्षीय बंद प्रकार का डॉक्टर ब्लेड सिस्टम लागू करते हैं। यह डिज़ाइन सिर्फ़ ब्लेड को धारण करने से कहीं अधिक करता है; यह एक दबावयुक्त वातावरण बनाता है जो स्याही के प्रवाह को स्थिर करता है और उच्च-गति उत्पादन से जुड़ी "फ्लोट" को समाप्त कर देता है। उच्च-श्रेणी के सिरेमिक एनीलॉक्स रोलर्स के साथ इसे जोड़कर, KETE यह सुनिश्चित करता है कि मीटरिंग प्रक्रिया यथासंभव घर्षण-रहित हो, जिससे उपभोग्य सामग्रियों और रोलर्स दोनों का जीवनकाल बढ़ जाता है।
ग्रेव्यूअर के क्षेत्र में, KETE की KTMS-C सीरीज़ में इष्टतम डॉक्टर ब्लेड असेंबली के लिए एक न्यूमैटिक टाइप डिज़ाइन है। मैनुअल समायोजन प्रणालियों के विपरीत, हमारे न्यूमैटिक नियंत्रण सिलेंडर की पूरी चौड़ाई पर एक समान दबाव प्रदान करते हैं, जो सूक्ष्म भिन्नताओं की स्वचालित रूप से भरपाई करते हैं। इसके अलावा, हमारे ब्लेडों को दोलन गति के लिए अलग-अलग मोटर्स द्वारा नियंत्रित किया जाता है। यह स्वतंत्र गति सुनिश्चित करती है कि ब्लेड लगातार हिलता रहे, जिससे मलबा जमा न हो और निम्न-गुणवत्ता वाली मशीनों में आम "धारी" (streaks) लगभग समाप्त हो जाएँ।
जब आप KETE चुनते हैं, तो आप एक ऐसी प्रिंटिंग मशीन में निवेश करते हैं जहाँ फ्रेम की स्थिरता और ब्लेड सिस्टम की सटीकता उत्तम इंजीनियरिंग समन्वय में काम करती है।
निष्कर्ष
डॉक्टर ब्लेड एक औद्योगिक समझौते की उत्कृष्ट कृति है, जो कठोरता और लचीलेपन तथा लागत और प्रदर्शन के बीच संतुलन स्थापित करती है। समकालीन प्रिंटर के लिए बेहतर गुणवत्ता का मार्ग ब्लेड प्रोफाइल, टिप विन्यास और सामग्री के सावधानीपूर्वक चयन में निहित है, जो उनकी स्याही की रसायनशास्त्र और प्रेस की गति के अनुरूप हों। लेकिन जैसा कि हमने देखा है, सबसे अच्छा ब्लेड केवल उतना ही अच्छा होता है जितनी अच्छी वह मशीन होती है जिसमें वह लगा होता है।
मेट्रिंग उपकरण और प्रिंटिंग प्रेस की गति के बीच सहजीवी संबंध की जानकारी के साथ, निर्माता उत्पादन का परम लक्ष्य प्राप्त कर सकते हैं: न्यूनतम अपव्यय के साथ उच्च-गति गुणवत्ता। KETE में, हम उस सटीकता को दैनिक जीवन में वास्तविकता बनाने के लिए यांत्रिक स्थिरता और नवोन्मेषी डिजाइन प्रदान करने के लिए प्रतिबद्ध हैं।

.webp)